1.本发明涉及一种工序自动化系统,更具体地,涉及一种统合用于电池单体分级的工序装置和用于将合格电池单体插入电池模块的模块框架中的工序装置的工序自动化系统。
2.本技术要求于2020年8月11日在韩国提交的韩国专利申请第10-2020-0100691号的优先权,其公开内容通过引用并入本文。
背景技术:
3.通常,二次电池是指与不可充电的一次电池不同的可充电电池,并且广泛用于诸如手机、笔记本电脑、摄像机等的电子装置或电动车辆中。特别地,锂二次电池具有约为3.5v至3.6v的工作电压,即,比经常用作电子设备的电源的镍镉电池或镍氢电池具有更大的容量,每单位重量也具有较高的能量密度,因此锂二次电池的使用程度正在迅速增加。
4.锂二次电池包括电极组件,所述电极组件包括正极、负极和形成在正极和负极之间以使正极与负极绝缘的隔板。锂二次电池通过执行成型工序和老化工序而形成,由于各种原因,在工序期间经常会出现缺陷,因此,准确地筛选缺陷是很重要的。近来,为了对二次电池中的缺陷进行筛选,已经使用了在激活期间筛选二次电池的低电压缺陷的方法。
5.然而,即使在激活过程中二次电池被分级为正常,激活过程之后,经过储存期直到二次电池被组装到电池模块时,在二次电池中可能额外地产生缺陷。此外,被确定为具有低电压缺陷的产品也可能被错误确定为正常并被组装到电池模块中。
6.电池模块通过将多个电池单体串联和并联连接而构成,当电池单体的性能和容量发生变化时,电池模块的质量可能由最低等级的电池单体的性能决定。上述电池模块的寿命短、性能参差不齐、产品可靠性降低。
7.如韩国专利申请kr 10-2015-0049527中所公开的,申请人已经引入了能够根据容量对电池单体进行分类的电池单体等级分类系统,其中安装在特定电池模块中的电池单体被控制为具有基本上相同的容量。
8.如图1所示,电池单体等级分类设备包括电池供应线11、开路电压测试装置12以及用于根据等级对电池单体进行分类的多条电池放电线13至17。
9.如图1所示,电池单体20基于其开路电压值被分类为第一级至第四级以及缺陷类别。已经经过电池单体等级分类设备的电池单体根据各自的等级被装载到单独的装载托盘中,并且被运输到电池模块组装工序设备所位于的位置。
10.然而,最近对提高电池单体工序效率的研究已成为一个课题,作为其中的一部分,需要能够在其中将作为电池单体工序的重要工序的电池单体分类工序和电池模块组装工序统合的设备的开发。
技术实现要素:
11.技术问题
12.本发明被设计为解决现有技术的问题,因此本发明旨在提供一种工序自动化系统,在该工序自动化系统中将用于对电池单体进行分级的工序装置和用于将合格电池单体插入到电池模块的框架模块中的工序装置统合。
13.本领域技术人员将容易地理解,本发明的目的可以通过以下详细描述和权利要求中指出的手段及其组合来实现。
14.技术方案
15.在本发明的一个方面,提供一种工序自动化系统,包括:单体传送单元,所述单体传送单元被配置为传送电池单体;单体检查单元,所述单体检查单元被配置为以预设的电池单体数量为单位测量每个电池单体的开路电压,并且筛选合格电池单体和缺陷电池单体;框架传送单元,所述框架传送单元被配置为传送电池模块的模块框架以插入合格的电池单体;单体排出单元,所述单体排出单元被配置为装载和排出缺陷电池单体;以及夹持器单元,所述夹持器单元被配置为从单体传送单元、单体检查单元、框架传送单元和单体排出单元中的任一个装置中拾取一个或多个电池单体,并将一个或多个电池单体输送到另一个装置。
16.每个电池单体可以包括qr码,并且单体检查单元可以被配置为扫描qr码并且将每个电池单体的开路电压值传输至服务器。
17.单体检查单元可以包括:电压测量装置,所述电压测量装置被配置为测量每个电池单体的开路电压;以及每个电池单体的qr码扫描器。
18.所述单体检查单元可以进一步包括转台,所述转台包括在圆周方向上布置在转台的边缘处的单体把持器,所述转台被配置为顺时针或逆时针旋转,其中电压测量装置和qr扫描器彼此相对布置,转台位于电压测量装置与qr扫描器之间。
19.电池单体可以包括圆柱形电池单体,并且单体检查单元可以进一步包括单体翻转器,所述单体翻转器布置在转台的一侧边缘上方并且被配置为将插入到单体把持器中的一个或多个电池单体上下翻转。
20.单体翻转器可以包括:夹具,所述夹具被配置为把持插入单体把持器中的电池单体中的至少一个;旋转器,所述旋转器被配置为使夹具旋转
±
180度;以及移动块,所述移动块连接到旋转器并且被配置为在垂直方向上可移动。
21.四个电池单体把持器可以以方形组合布置在转台上,并且工序自动化系统被配置为使得随着转台旋转,执行分别安装在单体把持器中的电池单体的电压的测量、电池单体的qr码的扫描、电池单体的垂直翻转。
22.框架传送单元可以包括彼此平行延伸并且布置的第一框架传送单元和第二框架传送单元,并且单体检查单元可以布置在第一框架传送单元与第二框架传送单元之间。
23.单体检查单元可以包括控制单元,所述控制单元被配置为将开路电压的值落入预设的第一设定范围内的电池单体确定为第一合格电池单体,并将开路电压的值落入预设的第二设定范围内的电池单体确定为第二合格电池单体。
24.工序自动化系统可以进一步包括被配置为临时装载第一合格电池单体或第二合格电池单体的临时装载单元。
25.控制单元可以被进一步配置为控制夹持器单元,使得第一合格电池单体被供应到第一框架传送单元并且第二合格电池单体被供应到第二框架传送单元。
26.电池单体排出单体可以包括被提供用于装载缺陷电池单体的排出托盘和用于移动排出托盘的传送器。
27.有益效果
28.根据本发明的一个方面,可以提供一种工序自动化系统,在该自动化系统中将用于对每个电池单体进行分级的工序装置和用于将合格电池单体插入电池模块的模块框架中的工序装置统合。
29.例如,如在根据现有技术的方法中,当在单体分类设备所位于的位置按等级对电池单体进行分类,并且被分类为合格电池单体从该位置移动到电池模块组装设备所位于的另一个位置,然后被插入电池模块的模块框架中时,需要时间和精力来运输电池单体。另外,建立每个工序设备需要高的设施投资成本。
30.然而,根据本发明,通过建立工序自动化系统,可以一体地执行电池单体的等级分类、电池模块的组装以及缺陷电池单体的排出,从而显著提高设备效率和物流运输。
31.通过本发明的以下实施例将清楚地理解本发明的效果。还显而易见的是,本发明可以通过在本发明的权利要求中指出的方式及其组合来实现。
附图说明
32.附图示出了本发明的优选实施例,并且与下面给出的本发明的详细描述一起用于提供对本发明的技术特征的进一步理解,因此,本发明不应解释为限于附图。
33.图1是根据现有技术的电池单体等级分类装置的示意图。
34.图2是示出根据本发明的实施例的工序自动化系统的主要部件的示意性平面图。
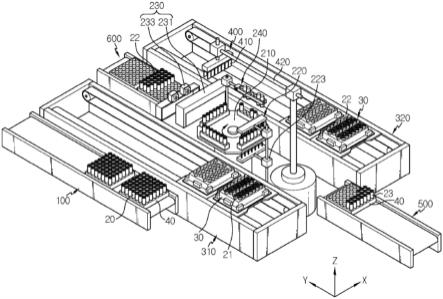
35.图3是图2的工序自动化系统的示意性透视图。
36.图4示出了根据本发明的实施例的单体检查单元的电压测量装置的区域。
37.图5示出了根据本发明的实施例的单体检查单元的qr码扫描区域。
38.图6和图7示出了根据本发明的实施例的单体检查单元的单体翻转器的区域。
39.图8是根据本发明的实施例的电池单体分级和组装方法的流程图。
具体实施方式
40.在下文中,将参照附图详细描述本发明的优选实施例。在描述之前,应当理解,说明书和所附权利要求中使用的术语不应被解释为限于一般和字典含义,而是基于为了最佳解释允许发明人适当地定义术语的原则,基于与本发明的技术方面相对应的含义和概念来解释。因此,在本说明书的实施例和附图中公开的配置仅是本发明的优选实施例,并不完全代表本发明的技术精神,因此应当理解,在提交本技术时可以存在能够替代优选实施例的各种替代的等同物或变型例。
41.提供本发明的实施例使得本发明彻底和完整,并且将本发明充分传达给本领域的普通技术人员。在附图中,为了清楚地描述,部件的形状和尺寸可能被夸大或省略或示意性地示出。因此,每个部件的尺寸或比例并不完全反映实际尺寸。
42.参照图2和图3,根据本发明实施例的电池单体工序自动化系统10包括单体传送单
元100、单体检查单元200、框架传送单元300、夹持器单元400和单体排出单元500。
43.以下要描述的根据本实施例的电池单体工序自动化系统10可以用于在电池单体20的分级和分类以及电池模块的组装的工序中执行将电池单体20插入模块框架30中的工序。
44.在本实施例中,电池单体20是指圆柱形电池单体。然而,本发明不限于圆柱形电池单体。例如,电池单体20可以是方形或袋状,并且在这种情况下,根据电池单体的类型,用于容纳电池单体20的托盘或模块框架的形状可以配置为与本实施例不同。
45.单体传送单元100可以以用于移动电池单体20的单元实现为传送器。电池单体20可以容纳在托盘40中并且沿着传送器移动而位于与单体检查单元200相邻的位置。传送器也可以用其他物流运输单元代替。即,可以应用任何用于稳定地输送电池单体20的物流运输单元取代传送器。
46.单体检查单元200可以被配置为从单体传送单元100接收电池单体20,测量电池单体20的开路电压(ocv),并且基于开路电压的预设范围对每个电池单体20进行分级。
47.此外,单体检查单元200可以被配置为对每个电池单体进行分级时除了开路电压之外额外地检查诸如内阻(ir:internal resistance)、k值等的管理指标。
48.此外,单体检查单元200可以被配置为通过为每个电池单体20提供的qr码20a来识别每个电池单体20,并且将识别的电池单体20的诸如开路电压(ocv)和内阻(ir)等信息传输到服务器。
49.此外,如图2至图7所示,根据本实施例的单体检查单元200可以包括转台210、电压测量装置220、qr码扫描器230、单体翻转器240和控制单元(未示出)。
50.转台210可以通过与其中心耦接的旋转轴210a以及与旋转轴210a连接的伺服电机(未示出)的组合而顺时针或逆时针旋转。伺服电机可以由控制单元控制。
51.单体把持器211可以在圆周方向上以一定间隔设置在转台210的边缘处。单体把持器211可以设置成凹部的形式,一定数量的电池单体20可以分别插入到所述凹部中。
52.在本实施例中,四个电池单体把持器211以方形组合布置在转台210上,每个电池单体把持器211被配置为将七个电池单体20安装在一排中。必要时,单体把持器211也可以被配置为具有一排或多排并且将六个以下或八个以上的电池单体20安装在每排中。
53.转台210可以旋转一定角度,使得每个单体把持器211依次位于电压测量装置220、qr码扫描器230和单体翻转器240分别位于的位置处。例如,可以控制转台210,使得当以每个单体把持器211为单位完成对电池单体20的特定操作时,转台210可以旋转从而执行下一个操作。
54.转台210能够在使一定数量的电池单体20旋转的同时,同时执行各种操作,因此可用于有效地实现空间效率设备。
55.电压测量装置220是用于测量电池单体20的开路电压的设备,并且可以包括上测量针221和下测量针222以及测量装置驱动构件223,所述测量装置驱动构件223用于将上测量针221和下测量针222向上向下或向前或向后移动。
56.从单体传送单元100供应的电池单体20可以分别安装在单体把持器211中,并且,如图4所示,根据电压测量装置220的操作,上测量针221和下测量针222可以接触每个电池单体20的上端和下端,以测量每个电池单体20的开路电压,并且可以将每个电池单体20的
测量到的开路电压的值传输到控制单元,以确定电池单体20是否合格并对电池单体20进行分级。
57.这里,上测量针221和下测量针222可以被配置为一体地或单独地动作。因此,可以同时测量安装在单体把持器211中的所有的电池单体20的开路电压,或者可以测量一部分电池单体20的开路电压并且可以不测量其余电池单体20的开路电压。
58.电池单体20包括qr码20a。qr码20a可以存储产品信息,例如每个电池单体20的制造日期、容量、规格和唯一编号。这里,qr码20a可以用条形码代替。
59.如图5所示,作为用于扫描每个电池单体20的qr码20a的单元,qr码扫描器230可以包括透明屏幕231和相机233以扫描每个电池单体20的qr码20a,并且可以被配置为以有线或无线方式连接到为管理每个电池单体20的历史而提供的数据存储服务器(未示出)并且以有线或无线方式连接到控制单元。
60.qr码扫描器230通过存储在每个电池单体20的qr码20a中的唯一编号来识别每个电池单体20,并且将每个电池单体20的开路电压值传输到数据存储服务器。
61.qr码扫描器230可以与电压测量装置220相对布置,并且转台210位于qr码扫描器230与电压测量装置220之间。这可以被视为根据稍后要描述的多个框架传送单元300的布置来增大工作空间效率的布置结构。因此,为了增加对模块框架30的传送单元的布置或转台210的检查项目,电压测量装置220和qr码扫描器230的位置可以与本实施例不同地被调整。
62.单体翻转器240是用于执行改变某些电池单体20的极性的操作使得在电压测试并存储测试结果之后电池单体20可以直接插入到电池模块的模块框架30中的单元。单体翻转器240可以布置在转台210的一侧边缘上方并且被配置为将插入到单体把持器211中的一个或多个电池单体20上下翻转。
63.作为参考,在由圆柱形电池单体20组成的电池模块的情况下,为了便于电池单体之间的串联和并联,可以将电池单体插入模块框架30中,使得一组电池单体20的顶盖(用作正极)朝上,而另一组电池单体的顶盖朝下。如上所述,当需要在将电池单体插入模块框架之前选择性地上下翻转电池单体时,可以使用单体翻转器240。
64.具体地,根据本实施例的单体翻转器240包括被配置为选择性地把持每个电池单体20的夹具241、使夹具241旋转
±
180度的旋转器243、以及连接到旋转器243并被配置成可以在垂直方向上可移动的移动块245。
65.将参照图6和图7简要描述通过单体翻转器240对电池单体进行翻转的示例。
66.夹具241位于单体把持器211上方,然后下降从而仅把持需要翻转的电池单体20,然后再次升起。这里,夹具241可以被配置为单独夹持每个电池单体20,从而选择性地把持需要翻转的电池单体。
67.然后,如图7所示,夹具241通过旋转器243旋转180度。因此,被夹具241把持的电池单体20被翻转,使得其顶盖朝下。在这种状态下,移动块245动作并且夹具241下降以将翻转的电池单体20放回从而置于单体把持器211中。
68.如上所述,通过使用单体翻转器240预先选择性地上下翻转电池单体,然后使用夹持器单元400从单体把持器211拾取所有的电池单体并将电池单体按原样插入到模块框架30中,组装可以很容易。
69.这里,模块框架30是电池模块的组成部分,是指用于固定电池单体20并且保护电池单体20免受外部冲击的结构。电池模块可以以如下形式制造:在将电池单体20插入并布置在模块框架30中之后,使用金属板(未示出)将电池单体20彼此电连接并将bms等组装到单体电池20,并且外壳盖(未示出)可以耦接到模块框架30的上部。模块框架30可以使用框架传送单元300传送而被供应。
70.框架传送单元300是用于支撑并移动模块框架30的单元,并且可以使用例如传送器来实现。框架传送单元300也可以用传送器之外的稳定地执行物流运输的任何其他装置替代。
71.框架传送单元300(见图2)可以包括彼此平行延伸并布置的第一框架传送单元310和第二框架传送单元320,单体检查单元200位于第一框架传送单元310与第二框架传送单元320之间。
72.如上所述,通过提供多个框架传送单元300,具有使运输线双重化的优点,特别是,通过将不同等级的合格电池单体21和22分别插入第一框架传送单元310上的模块框架30和第二框架传送单元320上模块框架30中,可以进一步减少电池模块的容量偏差。
73.同时,在根据本发明的工序自动化系统中(参见图8),单体检查单元200可以包括控制单元以确定电池单体是否有缺陷。控制单元可以被配置为将通过电压测量装置220测量的每个电池单体20的开路电压值与预设开路电压的预设范围进行比较,当每个电池单体20的所测量的开路电压值落在预设范围内时,控制单元可以被配置为将电池单体20分级为合格电池单体21和22,并容许将这些电池单体20直接安装在电池模块的模块框架30中,并且将开路电压值不在预设范围内的电池单体20确定为缺陷电池单体。
74.进一步,控制单元可以被配置为将预设范围再次划分为第一设定范围和第二设定范围,并且对合格电池单体21和22进行分类,使得落入第一设定范围内的第一合格电池单体21与落入第二设定范围内的第二合格电池单体22区别开来。
75.例如,当锂离子圆柱电池单体20的开路电压值的预设范围为3.58v至3.50v时,可以再次划分预设范围,使得第一设定范围可以被设定为3.58v至3.54v,第二设定范围可以被设定为3.5399v至3.5v。在这种情况下,第一合格电池单体21是指开路电压值在3.58v至3.54v内的电池单体20,第二合格电池单体22是指开路电压值在3.5399v至3.5v内的电池单体20。
76.此外,控制单元可以被配置为控制夹持器单元400,使得第一合格电池单体21被供应到第一框架传送单元310并且第二合格电池单体22被供应到第二框架传送单元320。
77.通过区分合格电池单体21和22的等级而将电池单体组装到模块框架30中,在构成每个电池模块的电池单体20之间几乎没有容量差异,因此,可以提高电池模块的质量和寿命。
78.具有被确定为在预设范围之外的开路电压值的缺陷电池单体23不组装到模块框架30中并且被管理以单独地排出。为此,根据本发明的电池单体工序自动化系统10进一步包括用于装载和排出缺陷电池单体23的单体排出单元500。
79.单体排出单元500布置在第一框架传送单元310与第二框架传送单元320之间,并且可以包括传送器,所述传送器被配置为移动设置为容纳缺陷电池单体23的排放托盘40。
80.此外,根据本实施例的电池单体工序自动化系统10可以进一步包括临时装载单元
600,以在对第一合格电池单体21和第二合格电池单体22进行分类之后临时装载第一合格电池单体21或第二合格电池单体22,并如上所述将它们供应到第一框架传送单元310或第二框架传送单元320中。稍后将描述临时装载单元600。
81.夹持器单元400是用于在上述的单体传送单元100、单体检查单元200、框架传送单元300和单体排出单元500之间传送电池单体20的单元,并且可以被配置为与单体检查单元200协作并拾取和运输一个或多个电池单体20。
82.再返回参照图3,夹持器单元400可以通过多个指状件410、多个连接臂420、气缸和线性电机以及传感器的组合而构成,其中,多个指状件410用于拾取电池单体20,多个连接臂420连接到多个指状件410使得多个指状件410沿着x-y-z轴移动,气缸和线性电机用于驱动但为了图示方便而未示出,传感器用于物体的识别。
83.在本实施例中,七个指状件410中的每一个可以被配置为单独执行把持操作。换句话说,七个指状件410可以被配置为除了一次拾取并运输七个电池单体20之外,还能够选择并运输例如仅两个或三个电池单体20。
84.接下来,下面将参照图2和3再次详细描述根据本发明的实施例的工序自动化系统10将电池单体20按等级分类并将分类的电池单体20插入模块框架30中的工序。
85.7个电池单体20被夹持器单元400从电池传送单元100上的托盘40中拾取,并被插入电压测量装置220所位于的一侧上的转台210上的单体把持器211中。(在下文中,电压测量装置220处的转台210的一部分将被称为第一区域,并且从第一区域沿顺时针方向每隔90度的每个区域分别被称为第二区域、第三区域和第四区域)。
86.接着,通过电压测量装置220测量安装在第一区域中的单体把持器211中的七个电池单体20的开路电压,并且基于电池单体20的测量的开路电压值和预设电压范围确定七个电池单体20的等级。
87.当如上所述确定电池单体20的等级时,工序自动化系统10可以如下动作。
88.首先,电压测量的结果,所有的电池单体20可以是第一合格电池单体21。在这种情况下,转台210依次顺时针旋转90度并且可以反复地执行以下工序:测量开路电压、扫描qr码20a、将每个电池单体20的开路电压存储在服务器中、将一部分电池单体20翻转以及将第一合格电池单体21插入到第一框架传送单元310的模块框架30中。
89.作为参考,在位于执行单体翻转动作的第四区域中的单体把持器211中,从第四区域中拾取所有的第一合格电池单体21并传送到第一框架传送单元310,因此,当转台210旋转返回到第一区域时,单体把持器211是空的。
90.电压测量的结果,当所有的电池单体20都是第二合格电池单体22时,除了将第二合格电池单体插入到第二框架传送单元320的模块框架30中之外,以与针对第一合格电池单体21相同的顺序执行相同的动作。
91.其次,可能存在这样的情况:电压测量的结果,混合包括合格电池单体21和22以及缺陷电池单体23。在这种情况下,使用夹持器单元400仅拾取缺陷电池单体23并装载到单体排出单元500中。另外,将新的电池单体20填充到取出了缺陷电池单体23的部分中,并且仅对上述新填充的电池单体20执行电压测量。电压测量的结果,当新填充的电池单体20被分级为合格电池单体21和22时,转台210旋转以执行后续动作,如第一种情况一样。
92.第三,电压测量的结果,可能存在混合包括第一合格电池单体21、第二合格电池单
体22以及缺陷电池单体23的情况。在这种情况下,使用夹持器单元400将缺陷电池单体23装载到单体排出单元500中,并且将第二合格电池单体22临时装载到临时装载单元600中。
93.在取出缺陷电池单体23和第二合格电池单体22后,将新的电池单体20填充到单体把持器211中,并且仅对上述新填充的电池单体20执行电压测量。可以重复上述工序直到填充在单体把持器211中的所有的电池单体20为第一合格电池单体21。当第一区域中的单体把持器211被第一合格电池单体21完全填充时,转台210依次旋转以执行后续动作。
94.通过不断地重复上述模式,临时装载单元600中的第二合格电池单体22的数量增加。因此,在将足够数量的第二合格电池单体22填充到临时装载单元600中之后,当单体把持器211在转台210旋转一圈后在空状态下返回到第一区域时,第二合格电池单体22从临时装载单元600而不是单体传送单元100被传送到单体把持器211,以执行工序。
95.此外,第一合格电池单体21可以取代第二合格电池单体22被临时装载到临时装载单元600中,并且可以仅将第一合格电池单体21传送到转台210。
96.根据如上所述的根据本发明的电池单体工序自动化系统10的配置和操作,可以使用单个设备来执行电池单体20的分级和电池模块的组装操作,从而显著提高了工序效率和物流运输。
97.如上所述,虽然已经参照有限的实施例和附图描述了本发明,但是本发明不限于此,并且本发明所属领域的普通技术人员在本发明和以下描述的权利要求及其等同物的范围内可以做出各种修改和变型。
98.在本说明书中,虽然使用了上、下、左、右、前和后等表示方向的术语,但对于本领域的技术人员来说,这些术语是指相对位置并且仅为了描述方便,并且可以根据物体的位置或观察者的观看位置而不同地表达。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
