1.本发明涉及砂纸加工技术领域,尤其涉及一种砂纸加工用磨边设备及其磨边工艺。
背景技术:
2.砂纸是根据不同的研磨物质,有金刚砂纸、人造金刚砂纸、玻璃砂纸等多种。干磨砂纸用于磨光木、竹器表面,耐水砂纸用于在水中或油中磨光金属或非金属工件表面。经过裁切机裁切的砂纸便于较为光滑,且存在毛边,不利于砂纸之间的相互粘贴,需要使用磨边机对砂纸进行磨边,
3.如公开号cn207155441u专利涉及一种一次可加工多张砂纸的砂纸磨边机,包括加工平台,所述加工平台的上表面开设有凹槽,所述凹槽内壁的正面和背面分别固定连接有正反电机和第一轴承,所述正反电机的输出轴固定连接第一螺纹杆,所述第一螺纹杆的表面与第一轴承的内表面固定连接,所述第一螺纹杆表面螺纹连接有活动块,所述活动块的上表面固定连接有伺服电机,所述伺服电机的输出轴固定连接有磨轮,所述加工平台的上表面固定连接有半圆块,所述半圆块的正面固定连接有圆杆。本实用新型通过设置活动块、磨轮、圆杆、旋转板和挤压板,解决了目前在对砂纸进行磨边时,需要对砂纸一张张的进行磨边,费时费力,生产效率低的问题。
4.但是上述装置还存在以下问题,第一,一次只能对砂纸的进行不能同时对砂纸两面的毛刺进行打磨,第二,在对砂纸进行磨边时不能对砂纸进行压紧,导致磨边的效果不好。
技术实现要素:
5.本发明实施例提供一种砂纸加工用磨边设备及其磨边工艺,以解决现有技术中的问题。
6.本发明实施例采用下述技术方案:一种砂纸加工用磨边设备及其磨边工艺,包括磨边台、砂纸调直装置、磨边压紧装置、磨边加工装置和灰尘清洁装置,所述砂纸调直装置位于磨边台的进料端旁侧,所述磨边压紧装置位于磨边台的顶部,所述灰尘清洁装置位于磨边台上且灰尘清洁装置的吸尘端朝向磨边台设置,所述磨边加工装置设有两个,两个所述磨边加工装置对称设置在磨边台的两侧,每个所述磨边加工装置均包括磨边移动件和同步磨边件,所述磨边移动件位于磨边台的旁侧,所述同步磨边件位于磨边移动件的移动端上。
7.进一步的,所述砂纸调直装置包括调直座、驱动电机、驱动辊、两个转动辊、两个驱动气缸和两个驱动块,所述调直座位于磨边台的进料端,两个所述转动辊对称转动连接在调直座上,所述调直座上设有两个对称设置的移动槽,两个所述有驱动块分别与两个移动槽滑动配合,所述驱动辊的两端转动连接在两个驱动块上,所述驱动电机位于驱动块上且驱动电机的主轴与驱动辊传动连接,所述驱动块的底部设有弹性弹簧,两个所述驱动气缸
对称设置在调直座的顶部,所述驱动气缸的伸缩端与驱动块的顶部固定连接。
8.进一步的,所述磨边压紧装置包括压紧座、压紧板、压紧电机和两个滑动板,所述压紧座架设在磨边台上,所述压紧座上设有与其转动连接的上转动杆,所述上转动杆上设有两个对称且偏心设置的上驱动轮,所述上转动杆上设有偏心设置的上驱动齿轮,两个所述滑动板对称设置在压紧座上且与压紧座滑动配合,两个所述滑动板上设有与其转动连接的下转动杆,所述下转动杆上设有两个对称偏心设置的下驱动轮,所述下驱动轮与上驱动轮滑动配合,所述下转动杆上设有偏心设置且与上驱动齿轮啮合的下驱动齿轮,所述压紧板位于两个滑动板的底部,所述压紧电机位于压紧座的侧壁上且压紧电机的主轴与上转动杆传动连接。
9.进一步的,所述磨边移动件包括移动座、移动电机、移动丝杆和移动块,所述磨边台上设有两个对称的磨边槽,所述移动块水平设置在磨边台的磨边槽的旁侧,所述移动丝杆转动连接在移动座上,所述移动电机设置在移动座的侧壁上且移动电机的主轴与移动丝杆传动连接,所述移动块与移动丝杆螺纹连接。
10.进一步的,所述同步磨边件包括电机座、同步电机、同步齿轮、安装座和两个同步齿板,所述电机座位于移动块的顶部,所述安装座位于电机座的侧壁上,所述同步电机固定在电机座上,所述同步齿轮与同步电机的主轴连接,每个所述同步齿板上均设有滑块,两个所述同步齿板通过两个滑块对称设置在安装座上,所述滑块与安装座滑动配合,两个所述同步齿板与同步齿轮啮合。
11.进一步的,每个所述同步齿板均设有磨边座、磨边电机和磨边砂轮,所述磨边座与同步齿板固定连接,所述磨边电机位于磨边座上,所述磨边砂轮与磨边电机的主轴连接。
12.进一步的,所述灰尘清洁装置包括清洁架和两个吸尘风机,所述清洁架架设在磨边台上,两个所述吸尘风机对称设置在清洁架上,两个所述吸尘风机的吸尘端朝向砂纸的两侧磨边处。
13.进一步的,所述砂纸调直装置的旁侧设有供砂纸上料的自动上料装置,所述磨边台的出料端设有供磨边完成砂纸收卷的自动收卷装置。
14.一种砂纸加工用磨边设备的磨边工艺,包括以下步骤:
15.第一步,自动上料装置将砂纸的一端移动至磨边台上,依次穿过一个转动辊、驱动辊和另一个转动辊,在调整的同时两个驱动气缸的伸缩端移动带动两个驱动块在两个移动槽内进行移动,两个驱动块移动可以带动驱动辊进行上下移动,对砂纸的平整度进行调整,驱动电机可以带动驱动辊转动,对砂纸向前移动,防止砂纸上皱纹从而影响砂纸的后续工作;
16.第二步,在对砂纸进行磨边时,需要对砂纸进行压紧固定,此时压紧电机工作带动上转动杆转动从而带动上驱动轮齿轮和两个上驱动轮转动,从而带动下驱动齿轮和两个下驱动轮转动从而带动两个滑动板向下移动,两个滑动板向下移动带动压紧板向下移动对待磨边的砂纸进行压紧作业,防止在进行磨边时,砂纸的位置发生移动从而影响砂纸的磨边;
17.第三步,在对砂纸进行磨边时,同步电机工作带动同步齿轮转动从而带动两个同步齿板通过两个滑块在安装座上进行相对移动,两个同步齿板移动带动两个磨边砂轮移动至砂纸的上表面和下表面,此时磨边电机工作带动磨边砂轮转动对砂纸的上表面和下表面进行打磨;
18.第四步,在打磨的同时,移动电机工作带动移动丝杆在移动座上进行转动,移动丝杆转动带动移动块移动从而带动磨边砂轮对砂纸不同的位置进行磨边作业,对砂纸上的毛刺进行打磨;
19.第五步,在打磨后,自动收卷装置对砂纸进行移动和收卷,在收卷的同时两个吸尘风机对砂纸两侧上的灰尘进行清理,防止在收卷时,有灰尘收卷在自动收卷装置上;
20.第六步,在对砂纸进行磨边和清洁后,自动收卷装置对砂纸进行自动收卷作业。
21.本发明实施例采用的上述至少一个技术方案能够达到以下有益效果:
22.其一,本发明在对砂纸进行磨边时,同步电机工作带动同步齿轮转动从而带动两个同步齿板通过两个滑块在安装座上进行相对移动,两个同步齿板移动带动两个磨边砂轮移动至砂纸的上表面和下表面,此时磨边电机工作带动磨边砂轮转动对砂纸的上表面和下表面进行打磨;在打磨的同时,移动电机工作带动移动丝杆在移动座上进行转动,移动丝杆转动带动移动块移动从而带动磨边砂轮对砂纸不同的位置进行磨边作业,对砂纸上的毛刺进行打磨。
23.其二,本发明在对砂纸进行磨边时,需要对砂纸进行压紧固定,此时压紧电机工作带动上转动杆转动从而带动上驱动轮齿轮和两个上驱动轮转动,从而带动下驱动齿轮和两个下驱动轮转动从而带动两个滑动板向下移动,两个滑动板向下移动带动压紧板向下移动对待磨边的砂纸进行压紧作业,防止在进行磨边时,砂纸的位置发生移动从而影响砂纸的磨边。
24.其三,本发明自动上料装置将砂纸的一端移动至磨边台上,依次穿过一个转动辊、驱动辊和另一个转动辊,在调整的同时两个驱动气缸的伸缩端移动带动两个驱动块在两个移动槽内进行移动,两个驱动块移动可以带动驱动辊进行上下移动,对砂纸的平整度进行调整,驱动电机可以带动驱动辊转动,对砂纸向前移动,防止砂纸上皱纹从而影响砂纸的后续工作。
25.其四,本发明在打磨后,自动收卷装置对砂纸进行移动和收卷,在收卷的同时两个吸尘风机对砂纸两侧上的灰尘进行清理,防止在收卷时,有灰尘收卷在自动收卷装置上。
附图说明
26.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
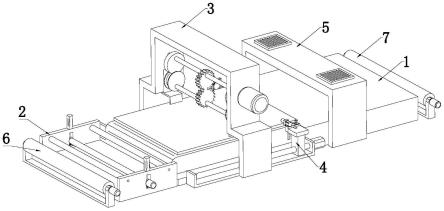
27.图1为本发明的立体结构示意图;
28.图2为本发明的俯视图;
29.图3为本发明的砂纸调直装置的立体结构示意图;
30.图4为本发明的磨边压紧装置的立体结构示意图;
31.图5为本发明的磨边加工装置的立体结构示意图;
32.图6为图5中a处的放大图;
33.附图标记:
34.磨边台1,磨边槽11,砂纸调直装置2,调直座21,驱动电机22,驱动辊23,转动辊24,驱动气缸25,驱动块26,弹性弹簧27,磨边压紧装置3,压紧座31,压紧板32,压紧电机33,滑动板34,上转动杆35,上驱动轮351、上驱动齿轮352,下转动杆36,下驱动轮361、下驱动齿轮
362,磨边加工装置4,磨边移动件41,移动座411,移动电机412,移动丝杆413,移动块414,同步磨边件42,电机座420,同步电机421,同步齿轮422,安装座423,同步齿板424,磨边座425,磨边电机426,磨边砂轮427,滑块428,灰尘清洁装置5,清洁架51,吸尘风机52,自动上料装置6,自动收卷装置7。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.下面结合图1至图6所示,本发明实施例提供了一种砂纸加工用磨边设备及其磨边工艺,包括磨边台1、砂纸调直装置2、磨边压紧装置3、磨边加工装置4和灰尘清洁装置5,所述砂纸调直装置2位于磨边台1的进料端旁侧,所述磨边压紧装置3位于磨边台1的顶部,所述灰尘清洁装置5位于磨边台1上且灰尘清洁装置5的吸尘端朝向磨边台1设置,所述磨边加工装置4设有两个,两个所述磨边加工装置4对称设置在磨边台1的两侧,每个所述磨边加工装置4均包括磨边移动件41和同步磨边件42,所述磨边移动件41位于磨边台1的旁侧,所述同步磨边件42位于磨边移动件41的移动端上。
37.具体地,所述砂纸调直装置2包括调直座21、驱动电机22、驱动辊23、两个转动辊24、两个驱动气缸25和两个驱动块26,所述调直座21位于磨边台1的进料端,两个所述转动辊24对称转动连接在调直座21上,所述调直座21上设有两个对称设置的移动槽,两个所述有驱动块26分别与两个移动槽滑动配合,所述驱动辊23的两端转动连接在两个驱动块26上,所述驱动电机22位于驱动块26上且驱动电机22的主轴与驱动辊23传动连接,所述驱动块26的底部设有弹性弹簧27,两个所述驱动气缸25对称设置在调直座21的顶部,所述驱动气缸25的伸缩端与驱动块26的顶部固定连接。自动上料装置6将砂纸的一端移动至磨边台1上,依次穿过一个转动辊24、驱动辊23和另一个转动辊24,在调整的同时两个驱动气缸25的伸缩端移动带动两个驱动块26在两个移动槽内进行移动,两个驱动块26移动可以带动驱动辊23进行上下移动,对砂纸的平整度进行调整,驱动电机22可以带动驱动辊23转动,对砂纸向前移动,防止砂纸上皱纹从而影响砂纸的后续工作。
38.具体地,所述磨边压紧装置3包括压紧座31、压紧板32、压紧电机33和两个滑动板34,所述压紧座31架设在磨边台1上,所述压紧座31上设有与其转动连接的上转动杆35,所述上转动杆35上设有两个对称且偏心设置的上驱动轮351,所述上转动杆35上设有偏心设置的上驱动齿轮352,两个所述滑动板34对称设置在压紧座31上且与压紧座31滑动配合,两个所述滑动板34上设有与其转动连接的下转动杆36,所述下转动杆36上设有两个对称偏心设置的下驱动轮361,所述下驱动轮361与上驱动轮351滑动配合,所述下转动杆36上设有偏心设置且与上驱动齿轮352啮合的下驱动齿轮362,所述压紧板32位于两个滑动板34的底部,所述压紧电机33位于压紧座31的侧壁上且压紧电机33的主轴与上转动杆35传动连接。在对砂纸进行磨边时,需要对砂纸进行压紧固定,此时压紧电机33工作带动上转动杆35转动从而带动上驱动轮351齿轮和两个上驱动轮351转动,从而带动下驱动齿轮362和两个下驱动轮361转动从而带动两个滑动板34向下移动,两个滑动板34向下移动带动压紧板32向
下移动对待磨边的砂纸进行压紧作业,防止在进行磨边时,砂纸的位置发生移动从而影响砂纸的磨边。
39.具体地,所述磨边移动件41包括移动座411、移动电机412、移动丝杆413和移动块414,所述磨边台1上设有两个对称的磨边槽11,所述移动块414水平设置在磨边台1的磨边槽11的旁侧,所述移动丝杆413转动连接在移动座411上,所述移动电机412设置在移动座411的侧壁上且移动电机412的主轴与移动丝杆413传动连接,所述移动块414与移动丝杆413螺纹连接。所述同步磨边件42包括电机座420、同步电机421、同步齿轮422、安装座423和两个同步齿板424,所述电机座420位于移动块414的顶部,所述安装座423位于电机座420的侧壁上,所述同步电机421固定在电机座420上,所述同步齿轮422与同步电机421的主轴连接,每个所述同步齿板424上均设有滑块428,两个所述同步齿板424通过两个滑块428对称设置在安装座423上,所述滑块428与安装座423滑动配合,两个所述同步齿板424与同步齿轮422啮合;每个所述同步齿板424均设有磨边座425、磨边电机426和磨边砂轮427,所述磨边座425与同步齿板424固定连接,所述磨边电机426位于磨边座425上,所述磨边砂轮427与磨边电机426的主轴连接。在对砂纸进行磨边时,同步电机421工作带动同步齿轮422转动从而带动两个同步齿板424通过两个滑块428在安装座423上进行相对移动,两个同步齿板424移动带动两个磨边砂轮427移动至砂纸的上表面和下表面,此时磨边电机426工作带动磨边砂轮427转动对砂纸的上表面和下表面进行打磨;在打磨的同时,移动电机412工作带动移动丝杆413在移动座411上进行转动,移动丝杆413转动带动移动块414移动从而带动磨边砂轮427对砂纸不同的位置进行磨边作业,对砂纸上的毛刺进行打磨。
40.具体地,所述灰尘清洁装置5包括清洁架51和两个吸尘风机52,所述清洁架51架设在磨边台1上,两个所述吸尘风机52对称设置在清洁架51上,两个所述吸尘风机52的吸尘端朝向砂纸的两侧磨边处。在打磨后,自动收卷装置7对砂纸进行移动和收卷,在收卷的同时两个吸尘风机52对砂纸两侧上的灰尘进行清理,防止在收卷时,有灰尘收卷在自动收卷装置7上。
41.具体地,所述砂纸调直装置2的旁侧设有供砂纸上料的自动上料装置6,所述磨边台1的出料端设有供磨边完成砂纸收卷的自动收卷装置7,自动上料装置6可以对砂纸进行自动上料作业,自动收卷装置7可以对磨边完成后的砂纸进行自动收卷作业。
42.一种砂纸加工用磨边设备的磨边工艺,包括以下步骤:
43.第一步,自动上料装置6将砂纸的一端移动至磨边台1上,依次穿过一个转动辊24、驱动辊23和另一个转动辊24,在调整的同时两个驱动气缸25的伸缩端移动带动两个驱动块26在两个移动槽内进行移动,两个驱动块26移动可以带动驱动辊23进行上下移动,对砂纸的平整度进行调整,驱动电机22可以带动驱动辊23转动,对砂纸向前移动,防止砂纸上皱纹从而影响砂纸的后续工作;
44.第二步,在对砂纸进行磨边时,需要对砂纸进行压紧固定,此时压紧电机33工作带动上转动杆35转动从而带动上驱动轮351齿轮和两个上驱动轮351转动,从而带动下驱动齿轮362和两个下驱动轮361转动从而带动两个滑动板34向下移动,两个滑动板34向下移动带动压紧板32向下移动对待磨边的砂纸进行压紧作业,防止在进行磨边时,砂纸的位置发生移动从而影响砂纸的磨边;
45.第三步,在对砂纸进行磨边时,同步电机421工作带动同步齿轮422转动从而带动
两个同步齿板424通过两个滑块428在安装座423上进行相对移动,两个同步齿板424移动带动两个磨边砂轮427移动至砂纸的上表面和下表面,此时磨边电机426工作带动磨边砂轮427转动对砂纸的上表面和下表面进行打磨;
46.第四步,在打磨的同时,移动电机412工作带动移动丝杆413在移动座411上进行转动,移动丝杆413转动带动移动块414移动从而带动磨边砂轮427对砂纸不同的位置进行磨边作业,对砂纸上的毛刺进行打磨;
47.第五步,在打磨后,自动收卷装置7对砂纸进行移动和收卷,在收卷的同时两个吸尘风机52对砂纸两侧上的灰尘进行清理,防止在收卷时,有灰尘收卷在自动收卷装置7上;
48.第六步,在对砂纸进行磨边和清洁后,自动收卷装置7对砂纸进行自动收卷作业。
49.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。