1.本发明涉及金属镀膜技术领域,尤其涉及香槟金色镀膜的制备工艺。
背景技术:
2.在金属板材加工的过程中,表面镀膜处理是常见的加工方式,但是常见的金属板材在表面加工处理时,需要使用到油漆或其他涂料进行处理,处理过程比较难以控制涂料或者油漆的厚度,同时颜色容易不均匀或颜色容易出现偏差,尤其是部分金属质感颜色的表面加工时,对颜色要求非常高,处理不好,容易导致不良率提升,需要进行改进。
3.中国专利号公开了cn103526161a公开了一种真空镀膜方法,通过将一基材围成一圆筒状结构,该圆筒状结构的外表面为待镀膜表面,通过对该待镀膜旋转前后的两次镀膜,将镀膜材料在真空腔中蒸镀到基材上,可以消除被镀膜材料源到待镀膜表面距离或者重力等原因对薄膜厚度的影响,可在基材表面实现大面积均匀镀膜,同时通过将一带状基材螺旋盘绕成一圆筒状结构,可以在长度较大、宽度较小的带状基材表面实现均匀镀膜,具有的涂膜效率高、生产设备简单等优点,但是整体工艺过程相对复杂,导致整体的加工要求变高,同时也无形中增加了成本,需要进行改进。
4.中国专利号公开了cn102383101b公开了一种复合真空镀膜方法,采用磁控溅射离子镀混合镀膜技术,获得了膜层致密度高,表面亮白色,金属感强,具有良好的物理性能和稳定的化学性能,其性能优于传统的电镀铝合金/锌合金制品,由于采用真空干法镀取代传统的湿法电镀,表面的金属层通过真空镀膜的方法沉积,避免了六价铬等有毒金属物质的出现,减少了对环境的污染,显著降低了能耗、水耗及贵重金属的消耗,但是对于特殊要求的金属质感颜色镀膜时,仍然无法满足要求,需要进行改进。
技术实现要素:
5.本发明的目的是解决现有技术中存在的缺点,而提出的香槟金色镀膜的制备工艺。
6.为了实现上述目的,本发明采用了如下技术方案:香槟金色镀膜的制备工艺,包括以下步骤:
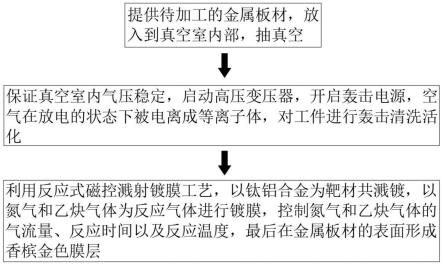
7.s1:提供待加工的金属板材,放入到真空室内部,抽真空;
8.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
9.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气和乙炔气体的气流量、反应时间以及反应温度,最后在金属板材的表面形成香槟金色膜层。
10.为了保证真空室的反应条件,本发明改进有,所述s1中,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变。
11.为了确保氮气处于最佳的反应状态,本发明改进有,所述s3中,氮气的气流量控制
在210-250sccm的范围内。
12.为了确保乙炔气体处于最佳的反应状态,本发明改进有,所述s3中,乙炔气体的气流量控制在22-26sccm的范围内。
13.为了保证反应的充分进行,本发明改进有,所述s3中,反应时间为120分钟。
14.为了保证镀膜过程的顺利进行,本发明改进有,所述s3中,反应温度控制在100-120摄氏度的范围内。
15.为了确保轰击过程中的作用效果,本发明改进有,所述s2中,电流值控制在30-38安的范围值。
16.为了提高反应效果,本发明改进有,所述s3中镀膜过程中,金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反。
17.与现有技术相比,本发明的优点和积极效果在于:
18.本发明中,在对金属板材进行镀膜时,对传统过程中的真空镀膜工艺实现优化,以钛铝合金为靶材,以氮气和乙炔气体为反应气体,同时在反应的过程中,严格控制氮气和乙炔气体的气流量以及反应时间和反应温度,进而可以在进行特定香槟金色表面处理时,保证良品率,颜色偏差低,进而提高加工质量。
附图说明
19.图1为本发明提出香槟金色镀膜的制备工艺的反应流程图;
20.图2为本发明提出香槟金色镀膜的制备工艺中各实施例的lab值反应结果。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
23.实施例一
24.请参阅图1-2,本发明提供技术方案:香槟金色镀膜的制备工艺,包括以下步骤:
25.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
26.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在30安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
27.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为220sccm,乙炔气体的气流量为24sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
28.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方
向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
29.实施例二
30.香槟金色镀膜的制备工艺,包括以下步骤:
31.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
32.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在38安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
33.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为210sccm,乙炔气体的气流量为22sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
34.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
35.实施例三
36.香槟金色镀膜的制备工艺,包括以下步骤:
37.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
38.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在38安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
39.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为220sccm,乙炔气体的气流量为23sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
40.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
41.实施例四
42.香槟金色镀膜的制备工艺,包括以下步骤:
43.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
44.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在38安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
45.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为230sccm,乙炔气体的气流量为25sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
46.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
47.实施例五
48.香槟金色镀膜的制备工艺,包括以下步骤:
49.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
50.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在38安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
51.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为240sccm,乙炔气体的气流量为26sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
52.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
53.实施例六
54.香槟金色镀膜的制备工艺,包括以下步骤:
55.s1:提供待加工的金属板材,放入到真空室内部,抽真空,真空室在抽真空的过程中,保证室内气压为6-1
帕,同时镀膜过程保持不变;
56.s2:保证真空室内气压稳定,启动高压变压器,开启轰击电源,电流值控制在38安的范围值,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化;
57.s3:利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气的气流量为250sccm,乙炔气体的气流量为24sccm、反应时间为120分钟以及反应温度100摄氏度,最后在金属板材的表面形成香槟金色膜层。
58.金属板材的公转转速为6转每分钟,自转转速为3转每分钟,且公转方向与自转方向相反,在反应过程中,公转和自转方向相反,可以保证金属板材表面镀膜时的均匀覆盖度。
59.工作原理:提供待加工的金属板材,放入到真空室内部,抽真空,保证真空室内气压稳定,启动高压变压器,开启轰击电源,空气在放电的状态下被电离成等离子体,对工件进行轰击清洗活化,利用反应式磁控溅射镀膜工艺,以钛铝合金为靶材共溅镀,以氮气和乙炔气体为反应气体进行镀膜,控制氮气和乙炔气体的气流量、反应时间以及反应温度,最后在金属板材的表面形成香槟金色膜层。
60.以上,仅是本发明的较佳实施例而已,并非对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。