1.本发明属于软件工程和计算机科学领域,具体涉及一种飞控计算机硬件时变动态数字孪生总装方法。
背景技术:
2.智能制造已成为当代中国的热点名词,而智能制造的实现绝大多是依靠智能总装设备,总装设备正常工作的基础是对其进行数字化监控。随着装备系统集成化、信息化程度的提高,其数字化监控的难度在不断增大。具体表现为数据不直观、遇到突发状态无法自主调控等。与此同时,制造业的飞控计算机硬件装备大多就有脉动式工作的特点,脉动装配生产线是一种先进的装配生产线,目前主要用于航空领域。脉动装配生产线可以设定缓冲时间,对生产节拍要求不高,当生产某个环节出现问题时,整个生产线可以不移动,或留给下个站位去解决。一件装配体的装配工作全部完成即为一次脉动生产。因此在飞控计算机硬件装备脉动生产的过程中对突发情况如:设备故障、装配失误等的处理显得尤为关键。
3.数字孪生技术的兴起较好地解决的上述问题,数字孪生是客观世界中的物化事物及其发展规律被软件定义后的一种结果,可以在计算机中通过三维建模复现出飞控计算机硬件装备的“孪生体”,并将采集到的数据传入计算机中驱动孪生体使其做出与物理设备相同的运动,从而实现“虚实联动”的效果。此外,数字孪生系统还可以结合智能算法将数据进行处理,使孪生系统具备“判断”和“决策”的功能,并进一步为飞控计算机硬件装备物理模型的运维过程提供指导。因此,本发明提出一种飞控计算机硬件时变动态数字孪生总装方法,该方法能够实现飞控计算机硬件设备脉动生产过程中对突发状况的及时处理,保障产线正常运行。
技术实现要素:
4.本发明要解决的技术问题为:提出一种飞控计算机硬件时变动态数字孪生总装方法,该方法能够实现对飞控计算机硬件装备脉动生产流程的仿真与调控。
5.本发明解决其技术问题是采取以下技术方案实现的:一种飞控计算机硬件时变动态数字孪生总装方法,包括以下步骤:
6.步骤一:建立飞控计算机硬件装备时变动态全流程脉动总装产线的孪生模型,并输入飞控计算机硬件装备的生产数据。各个装置和工位相互配合,共同实现飞控计算机硬件设备的脉动式总装流程,具体实现如下:
7.①
根据飞控计算机硬件装备物理模型建立孪生模型。运行流程为:首先物料运送agv搬运物料出库,进入装配工位,在辅助agv和旋锁机械臂、抓取机械臂的配合下完成装配过程,之后进入转载工位将物料转移到运输车上,同时物料运送agv返回库房进行下一件物料的搬运,随后载有物料的运输车进入检测工位,在检测的同时装配工位进行第二件物料的安装,从而实现车间的脉动式生产。
8.②
采集物理模型的数据并输入孪生系统,驱动孪生模型运动。使用传感器提取飞
控计算机硬件装备物理模型的数据如:各agv的运动速度,运动方向,机械臂的各个关节角,物料的位置等信息,随后将其输入孪生系统中,孪生系统通过解析字符串提取相应的数据信息,并在系统中以控制相应物体速度、方向角、位置的方式实现虚拟模型与物理模型的联动。
9.步骤二:结合故障风险评估方法实现孪生系统应对突发情况的动态调控,通过评估各个装置的故障风险等级,减少整个飞控计算机硬件装备中故障风险等级高的设备的调用频率,进而控制物理系统实现物料生产过程的时变动态全流程脉动总装。故障风险评估方法具有简化评估程序,计算过程简单易懂的特点,因此适用于对产线内各个设备的评估。具体实现如下:
10.①
建立风险评估数学模型:
11.根据故障风险评估方法内容设置输入的五个参数,分别是设备服役进度,设备检修频率,设备此刻的运行稳定性,设备故障次数,设备震动频率。进而评估产线中各个设备的风险状态。具体过程如下
12.step1:建立比较矩阵,将影响故障风险评估等级的各因素列出,并结合专家经验判断各因素的重要等级,列出评价指标矩阵即为比较矩阵。
13.step2:通过矩阵运算最终求得比较矩阵的特征向量。
14.step3:使用模糊评价法,建立评语集和指标因素等级划分标准。最后依靠最大隶属度原则结合故障影响因素的特征向量最终确定相应设备的风险等级。
15.②
根据风险等级调控设备的调用频率。运用算法评估后可将设备的故障风险分为五个等级:“风险低”、“风险较低”、“中风险”、“风险较高”、“风险高”。如果在工作中的设备故障风险等级较高,则相应延长该设备相关工序的脉动时间,同时将缩短故障风险较低的相关工序的脉动时间,从而尽量保证整个产线的脉动时间不变;如果某设备在装配飞控计算机硬件设备的过程中发生故障停止工作,则系统会将其标记为“高风险”状态,启动备用设备替换故障设备,并降低所述故障设备所在工序之前的工序的脉动时间,从而为替换设备预留时间,避免装配零件的拥挤,替换为低故障风险设备后,适当缩短该工序的脉动时间,提高装配效率,从而尽量保证总的脉动时间保持不变或变化较小。根据设备故障风险调整设备调用概率和脉动时长,从而实现时变动态全流程脉动的效果。
16.本发明与现有技术相比的优点在于:
17.(1)通过应用数字孪生技术可以实现飞控计算机硬件脉动式总装生产流程的可视化监控,通过采集物理模型的运动数据输入到孪生系统汇总从而驱动孪生模型运动以实现“虚实联动”的效果。
18.(2)通过运用故障风险评估方法实现了孪生系统对飞控计算机硬件装备中的各个设备的故障风险评估,进而设置了调度规则以根据评估风险以及可能发生的设备故障等的突发状况实施调控脉动式产线的脉动时间,从而实现了数字孪生驱动的飞控计算机硬件装备时变动态全流程脉动总装的目标。
附图说明
19.图1为本发明的脉动产线示意图;
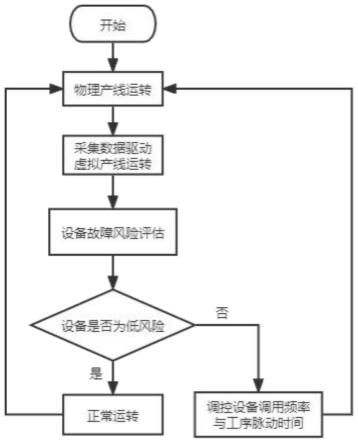
20.图2为本发明的方法流程图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅为本发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域的普通技术人员在不付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
22.本发明解决其技术问题是采取以下技术方案实现的:一种飞控计算机硬件时变动态数字孪生总装方法,包括以下步骤:
23.步骤一:建立飞控计算机硬件装备时变动态全流程脉动总装产线的孪生模型,并输入飞控计算机硬件装备的生产数据。该飞控计算机硬件装备脉动产线包括:物料运送agv、辅助agv、旋锁机械臂、抓取机械臂、库房、装配工位、转载工位、检测工位。各个装置和工位相互配合,共同实现飞控计算机硬件设备的脉动式总装流程,具体实现如下:
24.①
根据飞控计算机硬件装备物理模型建立孪生模型。运行流程为:首先物料运送agv搬运物料出库,进入装配工位,在辅助agv和旋锁机械臂、抓取机械臂的配合下完成装配过程,之后进入转载工位将物料转移到运输车上,同时物料运送agv返回库房进行下一件物料的搬运,随后载有物料的运输车进入检测工位,在检测的同时装配工位进行第二件物料的安装,从而实现车间的脉动式生产。参见图1,为本发明的脉动产线示意图,其中1为控制中心对产线物理模型的时变动态调控,2为飞控计算机硬件设备总装产线的物理模型,3为系统的控制中心。
25.②
采集物理模型的数据并输入孪生系统,驱动孪生模型运动。使用传感器提取飞控计算机硬件装备物理模型的数据如:各agv的运动速度,运动方向,机械臂的各个关节角,物料的位置等信息,随后将其输入孪生系统中,孪生系统通过解析字符串提取相应的数据信息,并在系统中以控制相应物体速度、方向角、位置的方式实现虚拟模型与物理模型的联动。
26.步骤二:结合故障风险评估方法实现孪生系统应对突发情况的动态调控,通过评估各个装置的故障风险等级,减少整个飞控计算机硬件装备中故障风险等级高的设备的调用频率,进而控制物理系统实现物料生产过程的时变动态全流程脉动总装。由于要求解的问题涉及生产任务的调度及资源的协同调运,较为复杂,求解难度较大。在经常遭遇各类突发事件的分布式制造环境下,需要对调度计划做出快速应变调整,求解此类问题受到严苛的时间压力,需要算法具有运算速度、占用资源少、适应性强的特性。故障风险评估方法具有简化评估程序,计算过程简单易懂的特点,因此适用于对产线内各个设备的评估。具体实现如下:
27.①
建立数学模型:
28.step1:建立比较矩阵,将影响故障风险评估等级的各因素列出,各因素如下:设备服役进度,设备检修频率,设备此刻的运行稳定性,设备故障次数,设备震动频率,其中设备服役进度为设备的服役年限与设备标称年限的商,运行稳定性为设备运行速度与设备标称速度的商。并结合专家经验判断各因素的重要等级,列出评价指标矩阵即为比较矩阵。
29.step2:通过矩阵运算最终求得1
×
5的向量为比较矩阵的特征向量。
30.step3:使用模糊评价法,建立评语集和指标因素等级划分标准,评语集为:“风险低”、“风险较低”、“中风险”、“风险较高”、“风险高”。最后依靠最大隶属度原则和故障影响
因素的特征向量确定相应设备的风险等级,即指标值最高的等级为当前设备的最终评估等级。
31.②
根据风险等级调控设备的调用频率。参见图2,运用算法评估后可将设备的故障风险分为五个等级:“风险低”、“风险较低”、“中风险”、“风险较高”、“风险高”。5个风险对应的设备调用概率为:1、0.75、0.5、0.25、0。且在脉动生产过程中,需要根据设备不同的风险等级调整相关工序的脉动时间,设备的风险等级越高,设置工序的脉动时间越长。如果在工作中的设备故障风险等级较高(例如“中风险”、“风险较高”、“风险高”),则相应延长该设备相关工序的脉动时间,同时将缩短故障风险较低的相关工序的脉动时间,从而尽量保证整个产线的脉动时间不变;如果某设备在装配飞控计算机硬件设备的过程中发生故障停止工作,则系统会将其标记为“高风险”状态,启动备用设备替换故障设备,并降低所述故障设备所在工序之前的工序的脉动时间,从而为替换设备预留时间,避免装配零件的拥挤,替换为低故障风险设备后,适当缩短该工序的脉动时间,提高装配效率,从而尽量保证总的脉动时间保持不变或变化较小。根据设备故障风险调整设备调用概率和脉动时长,从而实现时变动态全流程脉动的效果。设置不同风险的设备对应的脉动时长分别设置为标准时长的:100%,120%,140%,175%,200%。
32.尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领域的技术人员理解本发明,且应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
