1.本发明涉及密度板生产技术领域,更具体地说,涉及一种环保型密度板的生产方法。
背景技术:
2.密度板全称为密度纤维板,是以木质纤维或其他植物纤维为原料,经纤维制备,施加合成树脂,在加热加压的条件下,压制成的板材。
3.按其密度可分为高密度纤维板、中密度纤维板和低密度纤维板。密度板由于结构均匀,材质细密,性能稳定,耐冲击,易加工,在国内家具、装修、乐器和包装等方面应用比较广泛。
4.现有的密度板在加工时,都会经历压制成型这一道工序,但是由于原材料的不规律性,在压制过程中不可避免的会出现部分孔隙,从而降低密度板的强度,也容易造成密度板密度分布不均的情况,限制了密度板的应用。
技术实现要素:
5.1.要解决的技术问题
6.针对现有技术中存在的问题,本发明的目的在于提供一种环保型密度板的生产方法,可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的填隙夹带,然后进行预压工序,提高填隙夹带与密度板之间的结合效果,并在最终的热压工序时,触发填隙夹带的填隙动作,具体为填隙微球在高温作用下发生熔化现象,并在挤压动作下携带粉料向存在的孔隙处流动填充,进而达到消除孔隙的目的,而残留的填隙微球则可以预留在密度板起到提高强度的效果,与现有的密度板相比,本发明生产出的密度板孔隙率显著下降,密度分布更加均匀,机械强度得到明显的提升。
7.2.技术方案
8.为解决上述问题,本发明采用如下的技术方案。
9.一种环保型密度板的生产方法,包括以下步骤:
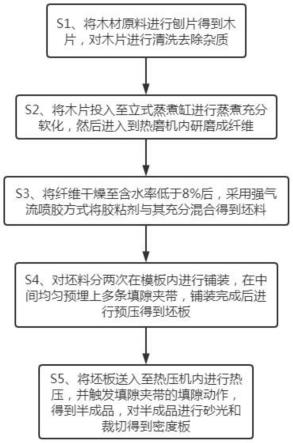
10.s1、将木材原料进行刨片得到木片,对木片进行清洗去除杂质;
11.s2、将木片投入至立式蒸煮缸进行蒸煮充分软化,然后进入到热磨机内研磨成纤维;
12.s3、将纤维干燥至含水率低于8%后,采用强气流喷胶方式将胶粘剂与其充分混合得到坯料;
13.s4、对坯料分两次在模板内进行铺装,在中间均匀预埋上多条填隙夹带,铺装完成后进行预压得到坯板;
14.s5、将坯板送入至热压机内进行热压,并触发填隙夹带的填隙动作,得到半成品,对半成品进行砂光和裁切得到密度板。
15.进一步的,所述步骤s2中蒸煮缸内的蒸汽压力为0.6-0.75mpa,温度为145-155℃,
时间为1-5min。
16.进一步的,所述步骤s2中热磨机的磨室压力为0.4-0.65mpa,温度为130-145℃。
17.进一步的,所述步骤s3中胶粘剂与纤维的质量比为1:6-8,还加入一定量的固化剂,且固化剂与纤维的质量比为1:15-20。
18.进一步的,所述步骤s5中的热压温度为150-170℃,热压压力为2.5-3.5mpa。
19.进一步的,所述填隙夹带包括一对塑料条带、多个填隙微球以及多根外涉纤维束,多个所述填隙微球均匀连接于一对塑料条带之间,多根所述外涉纤维束均匀分布于塑料条带远离填隙微球的一端表面,塑料条带起到对填隙微球的定位效果,不易在压制过程中出现较大的偏移,同时塑料条带可以利用外涉纤维束的延伸特性与密度板进行良好的结合,从而提高密度板的抗裂性。
20.进一步的,所述填隙微球包括外热熔层、内加强球芯以及多个填充粒子,所述外热熔层包覆于内加强球芯外表面,所述填充粒子均匀镶嵌于外热熔层上,在正常状态下外热熔层为固体形态,对填充粒子进行良好的携带和分散,在热压时受到高温影响而发生熔化现象,并在压力作用下携带填充粒子向孔隙处流动,从而对孔隙进行填充,并且利用填充粒子之间相互的磁吸力,可以进一步提高压制和填充效果,内加强球芯则最终预留在密度板内用于提高整体强度。
21.进一步的,所述外热熔层采用热熔性树脂材料制成,且外热熔层的熔点低于热压温度。
22.进一步的,所述内加强球芯采用硬质材料制成,所述内加强球芯的直径不低于密度板厚度的二分之一,所述填隙微球的直径低于密度板厚度,内加强球芯需要有足够的尺寸来提高密度板的强度,过大导致压制成型的效果,过小导致强度提升有限,而内加强球芯过厚容易导致填充密实度不佳,过薄容易导致流动性较差而难以携带填充粒子进行迁移。
23.进一步的,所述填充粒子采用淀粉和磁性颗粒混合制成,具体通过淀粉水溶液与铁粉均匀混合后烘干压制成型得到,磁性颗粒用于赋予填充粒子磁性,可以在相互之间的磁吸作用下,使得密度板在压制过程中更为紧密,尤其是在水平方向上,同时淀粉具备良好的填充效果,并在挤压作用下可以发生碎裂产生更小的颗粒或者粉末,从而适应不同的孔隙来达到填充的目的。
24.3.有益效果
25.相比于现有技术,本发明的优点在于:
26.(1)本方案可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的填隙夹带,然后进行预压工序,提高填隙夹带与密度板之间的结合效果,并在最终的热压工序时,触发填隙夹带的填隙动作,具体为填隙微球在高温作用下发生熔化现象,并在挤压动作下携带粉料向存在的孔隙处流动填充,进而达到消除孔隙的目的,而残留的填隙微球则可以预留在密度板起到提高强度的效果,与现有的密度板相比,本发明生产出的密度板孔隙率显著下降,密度分布更加均匀,机械强度得到明显的提升。
27.(2)填隙夹带包括一对塑料条带、多个填隙微球以及多根外涉纤维束,多个填隙微球均匀连接于一对塑料条带之间,多根外涉纤维束均匀分布于塑料条带远离填隙微球的一端表面,塑料条带起到对填隙微球的定位效果,不易在压制过程中出现较大的偏移,同时塑料条带可以利用外涉纤维束的延伸特性与密度板进行良好的结合,从而提高密度板的抗裂
性。
28.(3)填隙微球包括外热熔层、内加强球芯以及多个填充粒子,外热熔层包覆于内加强球芯外表面,填充粒子均匀镶嵌于外热熔层上,在正常状态下外热熔层为固体形态,对填充粒子进行良好的携带和分散,在热压时受到高温影响而发生熔化现象,并在压力作用下携带填充粒子向孔隙处流动,从而对孔隙进行填充,并且利用填充粒子之间相互的磁吸力,可以进一步提高压制和填充效果,内加强球芯则最终预留在密度板内用于提高整体强度。
29.(4)内加强球芯采用硬质材料制成,内加强球芯的直径不低于密度板厚度的二分之一,填隙微球的直径低于密度板厚度,内加强球芯需要有足够的尺寸来提高密度板的强度,过大导致压制成型的效果,过小导致强度提升有限,而内加强球芯过厚容易导致填充密实度不佳,过薄容易导致流动性较差而难以携带填充粒子进行迁移。
30.(5)填充粒子采用淀粉和磁性颗粒混合制成,具体通过淀粉水溶液与铁粉均匀混合后烘干压制成型得到,磁性颗粒用于赋予填充粒子磁性,可以在相互之间的磁吸作用下,使得密度板在压制过程中更为紧密,尤其是在水平方向上,同时淀粉具备良好的填充效果,并在挤压作用下可以发生碎裂产生更小的颗粒或者粉末,从而适应不同的孔隙来达到填充的目的。
附图说明
31.图1为本发明的流程示意图;
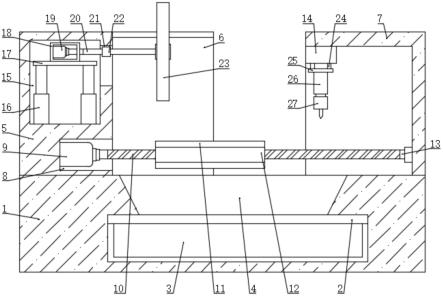
32.图2为本发明预压时的结构示意图;
33.图3为本发明填隙夹带的结构示意图;
34.图4为本发明填隙微球正常状态下的结构示意图;
35.图5为本发明填隙微球熔化状态下的结构示意图;
36.图6为本发明填充粒子的结构示意图。
37.图中标号说明:
38.1塑料条带、2填隙微球、21外热熔层、22内加强球芯、23填充粒子、3外涉纤维束。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
41.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中
间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
42.实施例:
43.请参阅图1-2,一种环保型密度板的生产方法,包括以下步骤:
44.s1、将木材原料进行刨片得到木片,对木片进行清洗去除杂质;
45.s2、将木片投入至立式蒸煮缸进行蒸煮充分软化,然后进入到热磨机内研磨成纤维;
46.s3、将纤维干燥至含水率低于8%后,采用强气流喷胶方式将胶粘剂与其充分混合得到坯料;
47.s4、对坯料分两次在模板内进行铺装,在中间均匀预埋上多条填隙夹带,铺装完成后进行预压得到坯板;
48.s5、将坯板送入至热压机内进行热压,并触发填隙夹带的填隙动作,得到半成品,对半成品进行砂光和裁切得到密度板。
49.步骤s2中蒸煮缸内的蒸汽压力为0.6-0.75mpa,温度为145-155℃,时间为1-5min。
50.步骤s2中热磨机的磨室压力为0.4-0.65mpa,温度为130-145℃。
51.步骤s3中胶粘剂与纤维的质量比为1:6-8,还加入一定量的固化剂,且固化剂与纤维的质量比为1:15-20。
52.步骤s5中的热压温度为150-170℃,热压压力为2.5-3.5mpa。
53.请参阅图3,填隙夹带包括一对塑料条带1、多个填隙微球2以及多根外涉纤维束3,多个填隙微球2均匀连接于一对塑料条带1之间,多根外涉纤维束3均匀分布于塑料条带1远离填隙微球2的一端表面,塑料条带1起到对填隙微球2的定位效果,不易在压制过程中出现较大的偏移,同时塑料条带1可以利用外涉纤维束3的延伸特性与密度板进行良好的结合,从而提高密度板的抗裂性。
54.请参阅图4-6,填隙微球2包括外热熔层21、内加强球芯22以及多个填充粒子23,外热熔层21包覆于内加强球芯22外表面,填充粒子23均匀镶嵌于外热熔层21上,在正常状态下外热熔层21为固体形态,对填充粒子23进行良好的携带和分散,在热压时受到高温影响而发生熔化现象,并在压力作用下携带填充粒子23向孔隙处流动,从而对孔隙进行填充,并且利用填充粒子23之间相互的磁吸力,可以进一步提高压制和填充效果,内加强球芯22则最终预留在密度板内用于提高整体强度。
55.外热熔层21采用热熔性树脂材料制成,且外热熔层21的熔点低于热压温度。
56.内加强球芯22采用硬质材料制成,内加强球芯22的直径不低于密度板厚度的二分之一,填隙微球2的直径低于密度板厚度,内加强球芯22需要有足够的尺寸来提高密度板的强度,过大导致压制成型的效果,过小导致强度提升有限,而内加强球芯22过厚容易导致填充密实度不佳,过薄容易导致流动性较差而难以携带填充粒子23进行迁移。
57.填充粒子23采用淀粉和磁性颗粒混合制成,具体通过淀粉水溶液与铁粉均匀混合后烘干压制成型得到,磁性颗粒用于赋予填充粒子23磁性,可以在相互之间的磁吸作用下,使得密度板在压制过程中更为紧密,尤其是在水平方向上,同时淀粉具备良好的填充效果,并在挤压作用下可以发生碎裂产生更小的颗粒或者粉末,从而适应不同的孔隙来达到填充的目的。
58.本发明可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的填隙夹带,然后进行预压工序,提高填隙夹带与密度板之间的结合效果,并在最终的热压工序时,触发填隙夹带的填隙动作,具体为填隙微球2在高温作用下发生熔化现象,并在挤压动作下携带粉料向存在的孔隙处流动填充,进而达到消除孔隙的目的,而残留的填隙微球2则可以预留在密度板起到提高强度的效果,与现有的密度板相比,本发明生产出的密度板孔隙率显著下降,密度分布更加均匀,机械强度得到明显的提升。
59.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。