1.本技术涉及仪表板技术领域,尤其涉及仪表板组件及车辆。
背景技术:
2.仪表板是汽车内部结构中不可缺少的部件,一般用于集成安装各种仪表、屏幕和安全气囊。
3.相关技术中,仪表板主要是由聚丙烯材料制成的塑料结构。然而,这样的仪表板存在着一些缺陷。一方面,为了保证结构强度,难以实现仪表板的轻量化;另一方面,在车辆发生碰撞而导致仪表板断裂后,塑料结构的仪表板会产生尖角,容易对车内人员产生二次伤害。
技术实现要素:
4.为解决或部分解决相关技术中存在的问题,本技术提供一种仪表板组件及车辆,该仪表板组件,能够进一步实现结构轻量化,且确保碰撞断裂后的安全性,避免二次伤害车内人员。
5.本技术第一方面提供一种仪表板组件,包括主板、气囊盒及安装支架,所述气囊盒和所述安装支架分别连接于所述主板内侧,
6.其中,所述主板及所述安装支架分别为麻纤维复合材料一体成型结构;
7.所述主板、所述气囊盒和/或所述安装支架分别包括加强筋结构。
8.在其中一种实施方式中,所述气囊盒包括用于安装气囊的盒体以及与所述盒体可开合连接的盒盖;
9.其中,所述盒盖为麻纤维复合材料一体模压成型结构,所述盒盖开设有减薄部,所述减薄部用于与气囊相对应。
10.在其中一种实施方式中,所述加强筋结构注塑连接于所述主板、所述气囊盒和/或所述安装支架。
11.在其中一种实施方式中,所述安装支架开设有器件安装口及出风口,
12.所述器件安装口及所述出风口的内侧壁分别填充有连接结构。
13.在其中一种实施方式中,所述仪表板组件还包括风道,所述风道连接于所述主板内侧,所述风道为麻纤维复合材料一体成型结构,所述风道内侧铺设有防水耐高温层。
14.在其中一种实施方式中,所述仪表板组件还包括分别连接于所述主板或所述安装支架的至少一盖板,所述盖板分别为麻纤维复合材料一体成型结构。
15.在其中一种实施方式中,所述盖板的外表面铺设有装饰层。
16.在其中一种实施方式中,所述仪表板组件的所述麻纤维复合材料一体成型结构之间采用焊接、卡接或螺接连接。
17.在其中一种实施方式中,所述麻纤维复合材料包括黄麻、亚麻、大麻及洋麻中的一种。
18.本技术第二方面提供一种车辆,包括如上任一实施方式所述的仪表板组件。
19.本技术提供的技术方案可以包括以下有益效果:
20.本技术的仪表板组件的主板及安装支架分别为麻纤维复合材料一体成型结构,通过加强筋结构使得主板及安装支架的结构强度能够得到加强。与相关技术中仪表板由聚丙烯材料制成的塑料结构相比,本技术提供的仪表板组件能够进一步实现结构轻量化,并且,采用麻纤维复合材料的主板及安装支架在断裂后也不会产生尖角,能够确保碰撞断裂后的安全性,避免二次伤害车内人员。
21.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
22.通过结合附图对本技术示例性实施方式进行更详细地描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
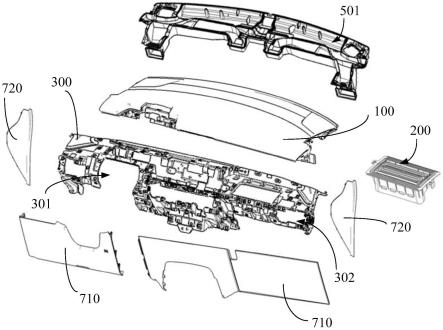
23.图1是本技术实施例示出的仪表板组件的爆炸结构示意图;
24.图2是本技术实施例示出的仪表板组件的气囊盒的结构示意图;
25.图3是本技术实施例示出的仪表板组件的减薄部的结构示意图;
26.图4是本技术实施例示出的仪表板组件的防水耐高温层的结构示意图。
27.附图标记:
28.100、主板;110、减薄部;200、气囊盒;210、盒体;220、盒盖; 300、安装支架;301、器件安装口;302、出风口;400、加强筋结构;501、风道;600、防水耐高温层;710、护板;720、端盖板;800、焊接筋。
具体实施方式
29.下面将参照附图更详细地描述本技术的实施方式。虽然附图中显示了本技术的实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
30.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.在本技术的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
33.相关技术中,仪表板主要是由聚丙烯材料制成的塑料结构。然而,这样的仪表板存在着一些缺陷。一方面,为了保证结构强度,难以实现仪表板的轻量化;另一方面,在车辆发生碰撞而导致仪表板断裂后,塑料结构的仪表板会产生尖角,容易对车内人员产生二次伤害。
34.针对上述问题,本技术实施例提供一种仪表板组件及车辆,该仪表板组件,能够进一步实现结构轻量化,且确保碰撞断裂后的安全性,避免二次伤害车内人员。
35.以下结合附图详细描述本技术实施例的技术方案。
36.图1是本技术实施例示出的仪表板组件的爆炸结构示意图。
37.参见图1,本技术提供一种仪表板组件,包括主板100、气囊盒200 及安装支架300,气囊盒200和安装支架300分别连接于主板100内侧,其中,主板100及安装支架300分别为麻纤维复合材料一体成型结构;主板100、气囊盒200和/或安装支架300分别包括加强筋结构400。
38.从该实施例可以看出,主板100及安装支架300分别为麻纤维复合材料一体成型结构,通过加强筋结构400使得主板100及安装支架300的结构强度能够得到加强。与相关技术中仪表板由聚丙烯材料制成的塑料结构相比,本技术提供的仪表板组件能够进一步实现结构轻量化,并且,采用麻纤维复合材料的主板100及安装支架300断裂后不会产生尖角,能够确保碰撞断裂后的安全性,避免二次伤害车内人员。
39.值得说明的是,麻纤维复合材料一体成型结构可以通过模压一体成型,模压成型(又称压制成型或压缩成型)是先将纤维状的麻纤维复合材料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业。加强筋结构400可以通过二次注塑成型于麻纤维复合材料一体成型结构上,注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。加强筋结构400可以使用聚丙烯、聚氯乙烯等注塑材料,以提升麻纤维复合材料一体成型结构的强度。
40.本实施例中,安装支架300在麻纤维复合材料一体模压成型后,可以通过二次冲孔及切边,以预留出用于安装仪表、中控大屏等器件的器件安装口,以便在后续实现车身内器件的组装。
41.本实施例中,麻纤维复合材料包括黄麻、亚麻、大麻及洋麻中的一种或多种。麻纤维是指从各种麻类植物中取得的纤维的总称。麻纤维品种繁多,包括韧皮纤维和叶纤维。韧皮纤维作物主要有苎麻、黄麻、青麻、大麻(汉麻)、亚麻、罗布麻和槿麻等。各种麻纤维的化学成分中纤维素含量均在75%左右,和蚕丝纤维中纤维含量的比例相仿,因此,麻纤维的材质很轻,能够使由麻纤维复合材料一体成型的主板100及安装支架300进一步实现轻量化。同时,麻纤维是一种高强低伸型纤维,不易变形,在模压工艺下,能够成型出用于构造出仪表板组件的各种结构件,例如,主板 100和安装支架300。本实施例中,安装支架300也可以称为骨架。
42.麻纤维主要是韧皮纤维,而韧皮纤维是植物的基本骨架,有较高的结晶度和取向度,而且原纤维又沿纤维径向呈层状结构分布。例如亚麻有 90%的结晶度和接近80%的取向度。正因为它有这样高的结晶度和取向度,使麻纤维成为所有纤维中断裂伸长率最低的纤维,因此,麻纤维复合材料一体成型结构不会发生脆性断裂产生尖角,具有更好的安全性。
43.此外,相关技术中的仪表板主要由聚丙烯材料制成,聚丙烯简称pp,是一种无色、无臭、无毒、半透明固体物质。聚丙烯是一种性能优良的热塑性合成树脂,为无色半透明的热塑性轻质通用塑料。具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等,这使得聚丙烯自问世以来,便迅速在机械、汽车、电子电器、建筑、纺织、包装、农林渔业和食品工业等众多领域得到广泛的开发应用。然而,由聚丙烯材料制成的仪表板具有难以回收、不环保的缺陷。本技术提供的仪表板组件使用麻纤维复合材料一体成型,可以通过粉碎成粒料,进行回收利用,从而能够解决相关技术中仪表板难以回收、不环保的缺陷。
44.图2是本技术实施例示出的仪表板组件的气囊盒的结构示意图;图3 是本技术实施例示出的仪表板组件的减薄部的结构示意图。
45.请一并参见图2和图3,一些实施例中,气囊盒200包括用于安装气囊的盒体210以及与盒体210可开合连接的盒盖220;其中,盒盖220为麻纤维复合材料一体模压成型结构,盒盖220开设有减薄部110,减薄部110用于与气囊相对应。本实施例中,使用麻纤维复合材料一体模压成型的盒盖220能够使仪表板组件进一步实现轻量化;通过对盒盖220进行减薄处理,即设置减薄部110,以保证气囊点爆后能够弹出,其中,减薄部 110的厚度相较于盒盖220其他区域的厚度更薄,优选地,减薄部110的厚度小于1.4mm,例如可以是1.2mm、1mm,0.8mm,0.6mm等等。减薄部110也可以称为弱化部。此外,减薄部110还可以设于主板100与气囊相对应的区域,位于主板的减薄部110的厚度相较于主板220其他区域的厚度更薄,以进一步保证气囊点爆的可靠性。本实施例中,盒体210可以采用热塑性弹性体(tpe)材料二次注塑成型,以保证盒体210的结构强度,使得盒体210既具备传统交联硫化橡胶的高弹性、耐老化、耐油性各项优异性能,同时又具备普通塑料加工方便、加工方式广的特点。另一些实施例中,气囊盒200还包括成型出的铰链结构,盒盖220与盒体210分别与铰链结构连接,并通过铰链结构实现可开合连接,铰链结构可以使用聚丙烯等材料注塑成型。
46.值得说明的是,减薄部110可以在盒盖220和/或主板100一体模压成型时一并成型出,与相关技术相比,不需要激光弱化或铣削弱化等二次工艺,工艺更简单,一次成型,大大提升了生产效率。
47.一些实施例中,为了增强主板100、气囊盒200和/或安装支架300的结构强度,加强筋结构400通过注塑连接于主板100、气囊盒200和/或安装支架300。加强筋结构400可以分别注塑连接于主板100的背面、气囊盒200的盒体210和安装支架300上需要安装其他器件的区域。
48.一些实施例中,为了便于安装支架300上安装中控屏等器件及风道 501,安装支架300开设有器件安装口301及出风口302,器件安装口301 及出风口302的内侧壁分别填充有连接结构。器件安装口301用于安装仪表、中控大屏等器件,连接结构可以是聚丙烯等注塑材料,连接结构可以包括翻边结构、卡接结构和/或焊接筋800结构,通过二次注塑在安装支
架 300的仪表区域、中控大屏区域、出风口302的内侧壁及其他需要连接的区域填充聚丙烯材料,保证正常的安装及连接功能。
49.图4是本技术实施例示出的仪表板组件的防水耐高温层的结构示意图。
50.请参见图4,一些实施例中,仪表板组件还包括风道501,风道501 连接于主板100内侧,风道501为麻纤维复合材料一体成型结构,风道501 内侧铺设有防水耐高温层600。具体地,本实施例中,仪表板组件还可以包括通风板,通风板上成型有通风槽,主板100盖合于通风板的通风槽上后,主板100盖合于通风槽的侧壁和通风槽的槽壁共同限定出风道501。由于风道501需要经常通风,风中带有水汽等有害于麻纤维材料的物质,因此,在风道501的内侧,即,主板100盖合于通风槽的侧壁和通风槽的槽壁上分别铺设防水耐高温层600。其中,防水耐高温层600可以是一种具有防水腐蚀以及耐高温的胶膜,例如可以是耐高温有机硅防腐蚀涂料涂层,防水耐高温层600可以粘贴的方式固定于风道501内侧,以保证风道 501中的湿热空气不会使麻纤维材料发霉。本实施例中,风道501可以是用于除霜的除霜风道,也可以是用于除雾的除雾风道。
51.一些实施例中,仪表板组件还包括分别连接于主板100或安装支架 300的至少一盖板,盖板分别为麻纤维复合材料一体成型结构。盖板可以包括用于包围安装支架300的若干护板710和端盖板720,护板710和端盖板720分别与主板100连接,护板710和端盖板720均可以是麻纤维复合材料一体成型结构。进一步地,通过在盖板二次注塑出加强筋结构400,以增强盖板的结构强度;通过在盖板二次注塑出连接结构,以便多个盖板之间、盖板与主板100之间和/或盖板与安装支架300之间能够相互连接。连接结构可以包括焊接筋800结构和/或卡接结构,以便多个盖板之间、盖板与主板100之间和/或盖板与安装支架301之间能够焊接和/或卡接连接。其中,卡接结构可以包括卡扣、卡爪等。本实施例中,护板710的数量可以为两块,端盖板720的数量可以为两块,每一护板710与端盖板720可以分别通过卡接的方式连接于主板100的对应的一侧上。
52.一些实施例中,为了满足不同的表面装饰要求,各个盖板,例如护板 710和端盖板720的外表面铺设有装饰层。其中,装饰层可以是带有颜色的胶膜,即,有色胶膜,例如彩色胶膜。为了节省工序,可以在盖板模压过程中,预先铺设带有预设颜色的装饰层,从而在盖板模压成型后,能够带有预设颜色,以满足不同的表面装饰要求。此外,也可以在主板100的外表面铺设装饰层,以使成型出的主板100的外表面能够带有预设的颜色。
53.一些实施例中,主板100和/或盖板的外表面还可以包覆软触表皮,例如tpo表皮,tpo是一种新型的汽车内饰材料,英文全称thermoplasticpolyolefin,热塑性聚烯烃弹性体,是一种高性能聚烯烃产品,在常温下成橡胶弹性,具有密度小、弯曲大、低温抗冲击性能高、易加工、可重复使用等特点。相对于pvc材料,其具有密度低,节能环保等优点,套设了 tpo表皮的主板100和/或盖板能够具有更好的表面触感。
54.一些实施例中,仪表板组件的麻纤维复合材料一体成型结构之间采用焊接、卡接或螺接连接。本实施例中,通过在麻纤维复合材料一体成型结构上二次成型焊接筋800结构和/或连接结构,以保证仪表板组件的麻纤维复合材料一体成型结构能够相互连接,焊接筋800结构和/或连接结构可以采用聚丙烯等注塑材料。焊接方式可以包括振动焊接、超声波焊接及红外焊接等,振动焊接是摩擦焊接过程,其间被焊接的制件在压力下磨擦到一起直到生成的磨擦和剪切热量接触面达到充分熔融状态;超声波焊接是利用高频振动波传递到
两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合;红外焊接是采用非接触式的加热方法对塑料工件中间加热,两个待焊接的零件表面在红外线的映照下可疾速凝聚,经压合冷却后即粘接在一起,并可获得极高的焊接强度。
55.一些实施例中,为了便于主板100与气囊盒200连接,主板100与气囊盒200之间注塑有连接结构,其中,连接结构包括注塑于气囊盒200的盒盖220上的焊接筋800,主板100与气囊盒200之间通过焊接筋800连接。另一些实施例中,为了使主板100与气囊盒200连接紧密,焊接筋800 呈s型排布。
56.一些实施例中,为了便于主板100与安装支架300连接,主板100与安装支架300之间通过卡接结构连接。例如,可以在主板100与安装支架 300之一成型出卡扣,在主板100与安装支架300另一成型出卡槽,通过使卡扣与卡槽卡接,使主板与安装支架连接,卡接连接的方式能够提升主板与安装支架连接的便利性,提升生产效率。
57.一些实施例中,主板100与安装支架300之间通过螺接结构连接。例如,可以在主板100与安装支架300成型出相对位的螺孔,通过使用螺钉等螺接件螺接于主板100与安装支架300相对位的螺孔,使得主板100与安装支架300连接。
58.综上所述,本技术提供的仪表板组件,通过使用麻纤维复合材料一体成型结构,进一步实现了轻量化,同时能够兼顾回收环保以及更好的安全性,并且,通过二次注塑以及局部填充材料,保证了麻纤维复合材料一体成型结构的强度,以及各麻纤维复合材料一体成型结构之间的连接性等功能。
59.以上详细介绍了本技术提供的仪表板组件的实施例,本技术还提供了包括如上实施例中仪表组件的一种车辆。
60.本技术提供一种车辆,包括如上实施例中的仪表板组件,仪表板组件包括主板100、气囊盒200及安装支架300,气囊盒200和安装支架300 分别连接于主板100内侧,其中,主板100及安装支架300分别为麻纤维复合材料一体成型结构;主板100、气囊盒200和/或安装支架300分别包括加强筋结构400。主板100及安装支架300分别为麻纤维复合材料一体成型结构,通过加强筋结构400使得主板100及安装支架300的结构强度能够得到加强。与相关技术中仪表板由聚丙烯材料制成的塑料结构相比,能够进一步实现结构轻量化,并且,主板100及安装支架300断裂后不会产生尖角,能够确保碰撞断裂后的安全性,避免二次伤害车内人员。
61.上文中已经参考附图详细描述了本技术的方案。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其他实施例的相关描述。本领域技术人员也应该知悉,说明书中所涉及的动作和模块并不一定是本技术所必需的。另外,可以理解,本技术实施例方法中的步骤可以根据实际需要进行顺序调整、合并和删减,本技术实施例装置中的模块可以根据实际需要进行合并、划分和删减。
62.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其他普通技术人员能理解本文披露的各实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。