1.本技术涉及船舶制造技术领域,尤其涉及一种燃料舱下斜面绝缘板安装方法。
背景技术:
2.markⅲ型燃料舱内部的绝缘层为预制的绝缘块,在配套的厂家制作好以后,安装到舱壁的对应位置上,经螺母固定完成绝缘板的安装。
3.根据gtt公司的建议,特殊区域的绝缘板需采用手动搬运安装或使用操纵器安装。在实际安装过程中,手动搬运安装效率较低,人员需求多,且存在较高的安装操作风险;使用操纵器安装时,绝缘板重心难以控制,且操纵器在局部空间的操纵幅度和使用灵活性受限,调节难度较大。
4.因此,如何提供一种燃料舱下斜面绝缘板安装方法,减少操作人员需求,提高绝缘板的安装效率和安装质量,成为本领域亟需解决的问题。
技术实现要素:
5.本技术的目的是提供一种燃料舱下斜面绝缘板安装方法,其能减少绝缘板安装过程中的操作人员数量需求和人员安装操作风险,并提高了缘板的安装效率和安装质量。
6.第一方面,本技术实施例提供一种燃料舱下斜面绝缘板安装方法,其包括:
7.提供第一电动葫芦、第二电动葫芦、第三电动葫芦,并将其依次排列、固定于燃料舱下斜面上方的脚手架平台上;
8.提供第一吊装工装、提升工装及第三吊装工装,第一吊装工装及第三吊装工装分别安装于待安装绝缘板安装面的两端,提升工装安装于待安装绝缘板安装面的中部,其中,第一电动葫芦、第二电动葫芦、第三电动葫芦的排列顺序与第一吊装工装、提升工装及第三吊装工装的排列顺序相对应,并通过钢丝绳对应连接;
9.利用第二电动葫芦与提升工装将待安装绝缘板起吊至预设高度,同时拉紧与第一吊装工装和第三吊装工装对应的第一电动葫芦和第三电动葫芦的钢丝绳;放松与提升工装对应的第二电动葫芦的钢丝绳,在第一电动葫芦和第三电动葫芦的牵引下将待安装绝缘板翻身90
°
,以使待安装绝缘板的安装面朝上,然后拆除提升工装和第二电动葫芦;
10.利用第一电动葫芦和第三电动葫芦调整待安装绝缘板的位置,并使待安装绝缘板移动至燃料舱下斜面的预设安装位置;将待安装绝缘板安装在燃料舱下斜面上。
11.在一种可能的实施方案中,利用第一电动葫芦和第三电动葫芦调整待安装绝缘板的位置步骤具体包括:
12.拉紧第一电动葫芦,使待安装绝缘板第一吊装工装的一端升高;
13.放松第三电动葫芦,使待安装绝缘板第三吊装工装的一端下降;
14.依次调整第一电动葫芦和第三电动葫芦,使待安装绝缘板与燃料舱下斜面平行并向预设安装位置贴近。
15.在一种可能的实施方案中,在待安装绝缘板上贯穿设置若干个螺柱孔,在燃料舱
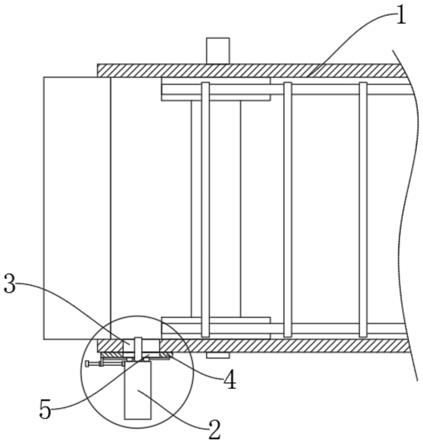
下斜面上设置适配于待安装绝缘板螺柱孔的螺柱,待安装绝缘板移动至燃料舱下斜面的预设安装位置时,待安装绝缘板通过螺柱孔套设在燃料舱下斜面的螺柱上完成初步固定,螺柱贯穿螺柱孔并突出于待安装绝缘板的安装面。
16.在一种可能的实施方案中,将待安装绝缘板安装在燃料舱下斜面上的过程包括:
17.提供保距工装,将保距工装安装在待安装绝缘板与相邻已安装绝缘板之间,以使待安装绝缘板与相邻已安装绝缘板之间保持预设间距;
18.按工艺顺序要求,用螺母将待安装绝缘板固定在燃料舱下斜面上;螺母套设于燃料舱下斜面的螺柱上;
19.提供多个楔形块,将多个楔形块塞入待安装绝缘板与相邻已安装绝缘板之间的安装间距处,以使安装间距保持稳定;
20.在一种可能的实施方案中,用螺母将待安装绝缘板固定在燃料舱下斜面上的过程还包括:
21.随时测量并调整待安装绝缘板在燃料舱下斜面上的平整度;
22.随时测量并调整待安装绝缘板与相邻已安装绝缘板之间的安装间距。
23.在一种可能的实施方案中,在用螺母将待安装绝缘板固定在燃料舱下斜面上的步骤之前,将保距工装安装在待安装绝缘板与相邻已安装绝缘板之间的步骤之后,将第一吊装工装、第三吊装工装及其对应的第一电动葫芦、第三电动葫芦拆除。
24.在一种可能的实施方案中,在将多个楔形块塞入待安装绝缘板与相邻已安装绝缘板之间的安装间距处的步骤之后,将保距工装拆除。
25.在一种可能的实施方案中,待安装绝缘板与相邻已安装绝缘板之间保持30
±
3mm的安装间距。
26.在一种可能的实施方案中,在第一吊装工装、第三吊装工装和提升工装安装在待安装绝缘板安装面步骤之前,还包括:
27.提供运输车,将待安装绝缘板侧立放置在运输车上,利用运输车将待安装绝缘板运输到预设起吊位置。
28.在一种可能的实施方案中,在利用运输车将待安装绝缘板运输到预设起吊位置的步骤之前,将绝缘板预先完成环氧敷设。
29.与现有技术相比,本技术至少具有如下有益效果:
30.本技术提供了一种燃料舱下斜面绝缘板安装方法,该方法利用第一电动葫芦、第二电动葫芦和第三电动葫芦以及依次与之对应的第一吊装工装、提升工装及第三吊装工装,将待安装绝缘板起吊和翻转,并通过调整第一电动葫芦和第三电动葫芦,将待安装绝缘板移动至预设安装位置进行安装,减少了安装操作人员需求,有效的提升了燃料舱下斜面绝缘板的安装效率和安装质量。
附图说明
31.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
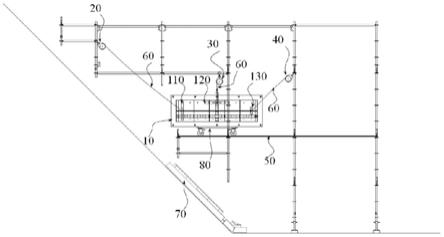
32.图1为根据本技术实施例示出的一种待安装绝缘板在脚手架平台起吊状态示意图;
33.图2为根据本技术实施例示出的一种待安装绝缘板完成90
°
旋转翻身后状态示意图;
34.图3为根据本技术实施例示出的一种待安装绝缘板向预设安装位置吊装过程示意图;
35.图4为根据本技术实施例示出的一种待安装绝缘板吊装至预设安装位置示意图;
36.图5为根据本技术实施例示出的一种待安装绝缘板安装状态示意图。
37.图示说明:
38.10待安装绝缘板;110第一吊装工装;120提升工装;130第三吊装工装;140保距工装;20第一电动葫芦;30第二电动葫芦;40第三电动葫芦;50脚手架平台;60钢丝绳;70已安装绝缘板;80运输车;90楔形块。
具体实施方式
39.下面结合附图对本技术具体实施方式的技术方案作进一步详细说明,这些实施方式仅用于说明本技术,而非对本技术的限制。
40.在本技术的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
41.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
42.根据本技术的一个方面,提供了燃料舱下斜面绝缘板安装方法,该方法包括以下步骤:
43.s1,提供第一电动葫芦20、第二电动葫芦30、第三电动葫芦40,并将其依次排列、固定于燃料舱下斜面上方的脚手架平台50上。
44.在一种实施方式中,参见图1,第一电动葫芦20、第二电动葫芦30、第三电动葫芦40的安装包括如下步骤:
45.在绝缘板安装区域搭建施工用脚手架平台50,以满足待安装绝缘板10的吊装及操作人员的站立和行走。
46.在脚手架平台50上为第一电动葫芦20、第二电动葫芦30和第三电动葫芦40选择合适的安装位置并固定,以确保待安装绝缘板10的吊装角度和吊装高度能够满足吊装要求。
47.对第一电动葫芦20、第二电动葫芦30和第三电动葫芦40通电进行吊装调试,确认其能够正常工作。
48.较佳的,在脚手架平台50的作业区边缘设有安全栏杆和防坠器,以避免操作人员
跌落,保障施工人员安全。
49.s2,提供第一吊装工装110、提升工装120及第三吊装工装130,第一吊装工装110及第三吊装工装130分别安装于待安装绝缘板10安装面的两端,提升工装120安装于待安装绝缘板10安装面的中部,其中,第一电动葫芦20、第二电动葫芦30、第三电动葫芦40的排列顺序与第一吊装工装110、提升工装120及第三吊装工装130的排列顺序相对应,并通过钢丝绳60对应连接。第二电动葫芦30连接提升工装120,用于控制待安装绝缘板10的在垂向的上升或下降。第一电动葫芦20和第三电动葫芦40,用于牵引待安装绝缘板10的两端,并控制其朝燃料舱下斜面移动。
50.在一种实施方式中,参见图1,在第一吊装工装110、第三吊装工装130和提升工装120安装在待安装绝缘板10安装面步骤之前,还包括:
51.提供运输车80,将待安装绝缘板10侧立放置在运输车80上,利用运输车80将待安装绝缘板10运输到预设起吊位置。将待安装绝缘板10侧立放置在运输车80上,以便于其在脚手架平台50上的运输,且使用运输车80可以节省人力,降低人工搬运存在的安全风险。
52.较佳的,在利用运输车80将待安装绝缘板10运输到预设起吊位置的步骤之前,将待安装绝缘板10预先完成环氧敷设。
53.s3,参见图2,利用第二电动葫芦30与提升工装120将待安装绝缘板10起吊至预设高度,同时拉紧与第一吊装工装110和第三吊装工装130对应的第一电动葫芦20和第三电动葫芦40的钢丝绳60,放松与提升工装120对应的第二电动葫芦30的钢丝绳60,在第一电动葫芦20和第三电动葫芦40的牵引下,待安装绝缘板10将由下降改为侧向翻转,在操作人员的协助下,使待安装绝缘板10的安装面朝上,完成90
°
翻转后,拆除提升工装120和第二电动葫芦30。
54.s4,利用第一电动葫芦20和第三电动葫芦40调整待安装绝缘板10的位置,并使待安装绝缘板10移动至燃料舱下斜面的预设安装位置;将待安装绝缘板10安装在燃料舱下斜面上。
55.在一种实施方式中,参见图3,利用第一电动葫芦20和第三电动葫芦40调整待安装绝缘板10位置的包括如下步骤:
56.拉紧第一电动葫芦20,使待安装绝缘板10连接第一吊装工装110的一端升高。
57.放松第三电动葫芦40,使待安装绝缘板10连接第三吊装工装130的一端下降。
58.依次调整第一电动葫芦20和第三电动葫芦40,使待安装绝缘板10与燃料舱下斜面平行,并向预设安装位置贴近。
59.在一种实施方式中,参见图4,在待安装绝缘板10上贯穿设置若干个螺柱孔,在燃料舱下斜面上设置适配于待安装绝缘板10螺柱孔的螺柱,待安装绝缘板10移动至燃料舱下斜面的预设安装位置时,待安装绝缘板10通过螺柱孔套设在燃料舱下斜面的螺柱上完成初步固定。
60.较佳的,待安装绝缘板10贴近燃料舱下斜面的预设安装位置时,操作人员可手动协助将待安装绝缘板10上螺柱孔对准燃料舱下斜面上螺柱,以使待安装绝缘板10螺柱孔套设在燃料舱下斜面的螺柱上完成初步固定,提高安装效率。
61.较佳的,螺柱贯穿螺柱孔并突出于待安装绝缘板10的安装面,以便于待安装绝缘板10在燃料舱下斜面上紧固。具体的,可使用套筒将突出于待安装绝缘板10安装面的螺柱
临时固定,以防止待安装绝缘板10在燃料舱下斜面松脱。
62.在一种实施方式中,参见图5,将待安装绝缘板10安装在燃料舱下斜面上的过程包括:
63.提供保距工装140,将保距工装140安装在待安装绝缘板10与相邻已安装绝缘板70之间,使待安装绝缘板10与相邻已安装绝缘板70之间保持预设间距。
64.按工艺顺序要求,用螺母将待安装绝缘板10固定在燃料舱下斜面上;螺母套设于燃料舱下斜面的螺柱上。
65.提供多个楔形块90,将多个楔形块90塞入待安装绝缘板10与相邻已安装绝缘板70之间的安装间距处,以使安装间距保持稳定。楔形块90可以是木质材料,也可以是树脂等其他材料制成,在本实施例中选择价格低廉,且易于加工的为木质材料作为楔形块90。
66.较佳的,使用扭力扳手将螺母与螺柱拧紧,将待安装绝缘板10固定。扭力扳手使用前已经过计量和校核,确保扭力准确。
67.较佳的,在将多个楔形块90塞入待安装绝缘板10与相邻已安装绝缘板70之间的安装间距处的步骤之后,将保距工装140拆除。
68.在一种实施方式中,用螺母将待安装绝缘板10固定在燃料舱下斜面上的过程还包括:
69.随时测量并调整待安装绝缘板10在燃料舱下斜面上的平整度,待安装绝缘板10整体平整度优选控制在
±
0.5mm以内。
70.随时测量并调整待安装绝缘板10与相邻已安装绝缘板70之间的安装间距,待安装绝缘板10与相邻已安装绝缘板70之间的安装间距优选为30
±
3mm。
71.在一种实施方式中,参见图5,在用螺母将待安装绝缘板10固定在燃料舱下斜面上的步骤之前,将保距工装140安装在待安装绝缘板10与相邻已安装绝缘板70之间的步骤之后,将第一吊装工装110、第三吊装工装130及其对应的第一电动葫芦20、第三电动葫芦40拆除。
72.由以上技术方案可知,本技术提供的燃料舱下斜面绝缘板安装方法利用第一电动葫芦20、第二电动葫芦30和第三电动葫芦40以及依次与之对应的第一吊装工装110、提升工装120及第三吊装工装130,将待安装绝缘板10起吊和翻转,并通过调整第一电动葫芦20和第三电动葫芦40,将待安装绝缘板10移动至燃料舱下斜面的预设安装位置进行安装,减少了对于安装操作的人员需求,有效的提升了燃料舱下斜面绝缘板的安装效率和安装质量。
73.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。