1.本发明属于工程复合材料生产加工技术领域,尤其涉及一种高透波复合材料及其制备方法和应用。
背景技术:
2.透波材料是能透过电磁波且几乎不改变电磁波的性质(包括能量)的材料。人们以不同性能的高分子材料为基体,通过填充、共混微波陶瓷介质和复合纤维等手段,在保证材料有良好承受机械力和其它性能的同时,调节材料的介电常数和耗散因数而得到透波率满足人们要求的复合材料。在实际运用中,介电常数和耗散因数是衡量透波材料透波能力的两个重要指标,根据透波材料的使用环境,还需要考虑除透波率外的其它性能,如长时间的耐高温性能、高刚性、尺寸稳定、阻燃、韧性、化学腐蚀、耐磨、自润滑、耐老化等。
3.高透波材料能避免入射电磁波大量反射,从而避开敌方雷达的探测,主要应用在无线电领域。高透波材料目前应用最多的是在天线罩和雷达罩,利于微波-毫米波信号的接收、传输、放大、混频、发射等许多环节。为保证雷达或天线在各种复杂环境中的正常使用,雷达罩或天线罩用复合材料必须具备比强度高、透波率高等性能,同时在设计上也需要考虑良好的防振动和抗老化能力。
4.近年来高透波材料逐渐被应用在汽车领域中,而汽车行业的发展趋势就是汽车的自动化驾驶技术。汽车自动化驾驶依靠各种技术的协同结合,让车载电脑(electronic control unit,ecu)在无人驾驶的情况下能够自动安全驾驶,实现行驶、停车、避让行人以及障碍物等一系列动作。这一技术的进步,让道路拥堵及减少交通安全的问题得到了巨大的改善。对于目前汽车尺寸暂时不会有大幅升级的背景下,依然需要依靠于塑料件灵活多变的造型能力来“偷取”空间,而且轻量化是永恒的主题,对保证足够的续航里程有直接的帮助。因此,无人驾驶汽车对高透波材料的要求比较高。目前,也有一些关于高透波复合材料及其制备方法的公开文献,例如:
5.1、专利申请cn112625352a,公开了一种高耐热超低介电石英纤维增强聚丙烯材料及其制备方法,所述高耐热超低介电石英纤维增强聚丙烯材料包含以下重量份的组分:聚丙烯树脂60-93份、马来酸酐接枝聚丙烯2-10份和石英纤维5-30份。该方法通过添加马来酸酐接枝聚丙烯作为相容剂,改善聚丙烯树脂和石英纤维的相容性,增强二者的有效结合,在一定程度上有利于提高材料的热变形温度,并降低其线性膨胀系数、介电常数和介电损耗。
6.2、专利申请cn111073148a,公开了一种低介电常数微发泡玻纤增强聚丙烯复合物,按重量份计,包括如下组分:低熔指均聚聚丙烯15~70份、低熔指共聚聚丙烯12~70份、长玻璃纤维10~30份、增粘剂2~5份、成核剂0.5~2份、抗氧剂0.3~1份和润滑剂0.3~1份。该方法采用四氟乙烯作为增粘剂提高熔体粘度,有利于微发泡过程的进行,得到的聚丙烯复合物具有低密度、高强度、低介电常数等特点,是一类非常适用于5g产品的材料,特别是5g基站天线罩等类似应用。
7.3、专利申请cn201611236556.6,一种可注塑成型、高透波复合材料及其制备方法,
由以下组分按照重量份数制备而成:pok 50~80份,pfa 20~40份,lldpe 0.8~2份,复合填料10~15份,偶联剂0.1~0.3份,抗氧剂0.5~1份,润滑剂0~1份。该方法可注塑成型、高透波复合材料可注射成型,同时具有高透波率,可应用于雷达或天线罩方面。
8.4、专利申请cn201711306291.7,公开了一种轻质高透波复合材料及其制备方法,包括以下重量份数的组分:聚醚酮材料55-75份,聚醚砜5-20份,增强体10-40份,发泡剂1-5份,分散剂0.2-1份。并公开了其制备方法。该方法采用具有高耐热、高强度热塑性聚醚酮材料为基体,附以高强高模、高透波性的无机纤维为增强体,制备了高透波性热塑性复合材料,进一步,采用微发泡技术,在满足天线罩材料高透波、低损耗、耐高温、高刚高强、尺寸稳定等性能要求前提下,获得了更加轻质的高透波材料,实现材料比重下降超过25%,满足了产品减重要求。且该方法材料可直接进行挤出、注塑成型,产品效率高。
9.5、专利申请cn201310309110.1,公开了一种高透波多孔石英/石英陶瓷基复合材料,由石英纤维增强体、石英基体和孔道组成,孔道均匀存在于石英/石英陶瓷基复合材料靠近内表面的部分,在石英纤维编织或叠层形成的增强结构中预制纯铁丝在其中,通过溶胶凝胶的方法合成石英基复合材料,然后使用硝酸和硫酸的混合溶液腐蚀掉复合材料中的铁丝,得到高透波多孔石英/石英陶瓷基复合材料。该方法的优点该材料强度高,力学性能和透波性能好。
10.6、专利申请cn202010469987.7,公开了一种新型高透波热塑性复合材料预浸料的制作方法,包括复合材料预浸料,所述复合材料预浸料包括:增强纤维材料、聚四氟乙烯基体、增韧热塑性树脂,首先以聚四氟乙烯作为基体,将增强纤维材料通过热熔法制备成纤维/聚四氟乙烯复合材料,再将纤维/聚四氟乙烯复合材料与增韧热塑性树脂复合,制成高透波热塑性复合材料预浸料。该方法结构科学合理,使用安全方便,通过复合材料预浸料,提高了高透波性和热塑性,并且通过增韧相容剂塑性树脂进一步提高了其自身的热塑性,是一种新型的复合材料,适合推广使用。
11.以上现有技术中,专利申请cn1126 25352a由于石英纤维与树脂间界面相容性差,使用马来酸酐接枝聚丙烯作为相容剂,受接枝率的影响,其介电常数相对还较高。专利申请cn111073148a使用玻璃纤维增强材料,玻璃纤维相较于石英纤维强度低且介电常数高,使用范围受限。而专利申请cn201611236556.6、cn201711306291.7、cn201310309110.1和cn202010469987.7都存在基料产量低较难采购且成本较高对问题,相较于聚丙烯密度低、价格低廉且易加工,使用聚丙烯作为基料进行改性,优势更大。而对于无人驾驶汽车,为了保证处理器正常发挥功效,塑料件的抗电磁干扰能力必然要求较高,即改性材料的高透波性,取决于材料的介电常数和耗散因数关键性指标。由此可见,现有技术生产的复合材料并不太适合用于无人驾驶汽车领域中。
12.目前,聚丙烯作为常用的改性塑料,其密度和介电常数低、机械性能优异、有良好的耐应力、耐屈服和耐化学品性能等特点,但是,聚丙烯材料的耐热性比较差,因此,还未发现先关技术将其用于生产无人驾驶汽车用的复合材料。
技术实现要素:
13.本发明为解决上述技术问题,提供了一种高透波复合材料及其制备方法和应用。
14.为了能够达到上述所述目的,本发明采用以下技术方案:
15.一种高透波复合材料,由以下重量份的原料制成:纤维增强聚丙烯树脂85~90份、发泡母粒10~15份;所述纤维增强聚丙烯树脂由以下重量份的原料制成:聚丙烯树脂(pp-k7726h)60~70份、石英纤维20~30份、增韧相容剂2~8份、抗氧剂0.2~0.6份、润滑剂0.2~0.7份;所述发泡母粒由以下重量份的原料制成:线性低密度聚乙烯(ldpe-2426k)60~70份、发泡剂30~40份、成核剂2~8份、增塑剂1~3份、分散剂1~3份、促进剂1~3份。
16.进一步地,一种高透波复合材料,由以下重量份的原料制成:纤维增强聚丙烯树脂86~89份、发泡母粒11~14份;所述纤维增强聚丙烯树脂由以下重量份的原料制成:聚丙烯树脂61~69份、石英纤维21~29份、增韧相容剂3~7份、抗氧剂0.3~0.5份、润滑剂0.3~0.6份;所述发泡母粒由以下重量份的原料制成:线性低密度聚乙烯61~69份、发泡剂31~39份、成核剂3~7份、增塑剂1.5~2.5份、分散剂1.5~2.5份、促进剂1.5~2.5份。
17.进一步地,一种高透波复合材料,由以下重量份的原料制成:纤维增强聚丙烯树脂88份、发泡母粒13份;所述纤维增强聚丙烯树脂由以下重量份的原料制成:聚丙烯树脂65份、石英纤维25份、增韧相容剂5份、抗氧剂0.4份、润滑剂0.5份;所述发泡母粒由以下重量份的原料制成:线性低密度聚乙烯65份、发泡剂35份、成核剂5份、增塑剂2份、分散剂2份、促进剂2份。
18.进一步地,所述聚丙烯树脂为高流动高抗冲的pp-k7726h,熔指25~27g/10min,缺口冲击15kj/m2。
19.进一步地,所述石英纤维的单丝直径为5~15μm;所述增韧相容剂为pp-g-poe-mah。
20.进一步地,所述抗氧剂为主抗氧剂和辅抗氧剂复合而成的高效稳定剂,主抗氧剂为多功能受阻酚类抗氧剂1010,辅助抗氧剂为亚磷酸酯类168。
21.进一步地,所述润滑剂为硅酮母粒hmb和硬脂酸的一种或多种。
22.进一步地,所述线性低密度聚乙烯为自带润滑和抗结块的ldpe-2426k。
23.进一步地,所述发泡剂为ac发泡剂;所述成核剂为tio2;所述促进剂为无氨类催化剂ac-as;所述增塑剂为dotp;所述分散剂为硬脂酸酯。
24.进一步地,一种如上述所述的高透波复合材料的制备方法,包括以下步骤:
25.(1)纤维增强聚丙烯树脂的制备:按照重量份数称取聚丙烯树脂、增韧相容剂、抗氧剂、润滑剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,由双螺杆挤出机挤出,在玻纤口加入石英纤维,再经牵引、冷却、风干、切粒、烘干后得到纤维增强聚丙烯树脂;
26.(2)发泡母粒的制备:按照重量份数称取低线性密度聚乙烯、ac发泡剂、成核剂、润滑剂、增塑剂、催化剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,通过单螺杆挤出机挤出造粒,得到发泡母粒;
27.(3)按照重量份数称取步骤(1)制得的纤维增强聚丙烯树脂和步骤(2)的发泡母粒,搅拌混合均匀,得到所述高透波复合材料。
28.进一步地,在步骤(1),所述高速搅拌机搅拌时主机转速控制为300~500r/min,挤出时转速控制在300~400r/min;真空度>-0.6mpa,温度控制各区间温度分别为:机头温度为220~230℃,剪切段温度为235~240℃,输送段温度为190~220℃。
29.进一步地,在步骤(2),所述高速搅拌机主机的转速为200~300r/min;挤出造粒时
转速控制在200~400r/min,温度控制在100~130℃;真空度>-0.6mpa。
30.进一步地,一种如上述所述高透波复合材料的应用,其特征在于:所述高透波复合材料应用于无人驾驶汽车、航天航空和5g通讯领域中。
31.本技术原理:聚丙烯具有密度低、高抗冲及易加工的特点,作为汽车上塑料件的主要原料,另外聚丙烯具有较低的介电常数,对其进行改性并应用在无人驾驶汽车上具有很高的性价比。石英纤维优异的介电性能、热学性能、机械性能和化学性能等一系列综和独特的性能特点。基于这些优异的性能,使用石英纤维增强聚丙烯在保持本身的特点外,再通过发泡母粒对其进行微发泡,发泡致使产品中分布均匀的孔隙,孔隙是空气填充,而空气的介电常数接近1,从而达到再次降低产品的介电常数的目的。在助剂方面,增韧相容剂的作用可以体高材料的冲击;抗氧剂提高在高温条件下抗老化性能;润滑剂改善易加工性。故用石英纤维增强聚丙烯树脂具有较低的低介电常数,具有优异的机械性能,能够很好的应用在无人驾驶汽车结构件上。
32.对于石英纤维增强聚丙烯材料,虽然在机械性能方面很优异,其介电常数和损耗因数还是不能很好的应用于高透波零件上,所以聚丙烯纤维符合材料进行微发泡,其中聚乙烯熔点低,用其作为发泡母粒的载体;成核剂的作用是在极小的层面或空间形成泡核中空,有效降低介电损耗;增塑剂和分散剂有利于ac发泡剂与聚乙烯树脂很好的分散。以塑料为基本组分并含有大量气泡的聚合物材料,因此也可以说是以气体为填料的复合塑料;与纯塑料相比,它具有很多优良的性能,如质轻、低介电常数、比强度高、可吸收冲击载荷、隔热和隔音性能好等,所以对复合材料进行微发泡有效降低损耗因素,减少外界电场的干扰,降低比重,实现轻量化。
33.由于本发明采用了以上技术方案,具有以下有益效果:
34.(1)石英纤维优异的介电性能、热学性能、机械性能和化学性能等一系列综和独特的性能特点,特别是低介电常数和介电损耗性能。本技术高透波复合材料中所用石英纤维具有低介电常数和高耐热性能,所用聚丙烯同样具有较低的介电常数,石英纤维能够增强聚丙烯材料低介电常数,一方面,两者混用后能让复合材料介电损耗低,使得复合材料透波性好;另一方面,石英纤维自身的耐热性能让复合材料具有超高的耐热性能。
35.(2)本技术根据复合材料性能和应用自制特殊的发泡母粒,通过添加发泡母粒使产品微发泡,且所使用发泡助剂ac-as是热熔性的,代替氧化锌做发泡催化剂,让每一颗ac发泡剂都能得到催化,这种催化反应形式,ac分解速率接近,材料温差小,交联密度好,使制得的复合材料具备极低的导热系数和韧性,同时具有优异的透波特性。本技术制备的复合材料介电常数和耗散因数较低,从而达到高透波的效果。
36.(3)本发明采用石英纤维改性增强,提高耐热性,同时通过采用自制发泡母粒制备微发泡相结合的复合材料,让复合材料在较宽的频率段具有很低的介电损耗值,在无人驾驶汽车领域有很大的应用优势。
37.(4)本技术通过对聚丙烯进行纤维增强改性,不仅提高复合材料的弯曲强度和模量,还大幅增加其耐热性能。
具体实施方式
38.下面对本发明的具体实施方式作进一步详细的说明,但本发明并不局限于这些实
施方式,任何在本实施例基本精神上的改进或代替,仍属于本发明权利要求所要求保护的范围。
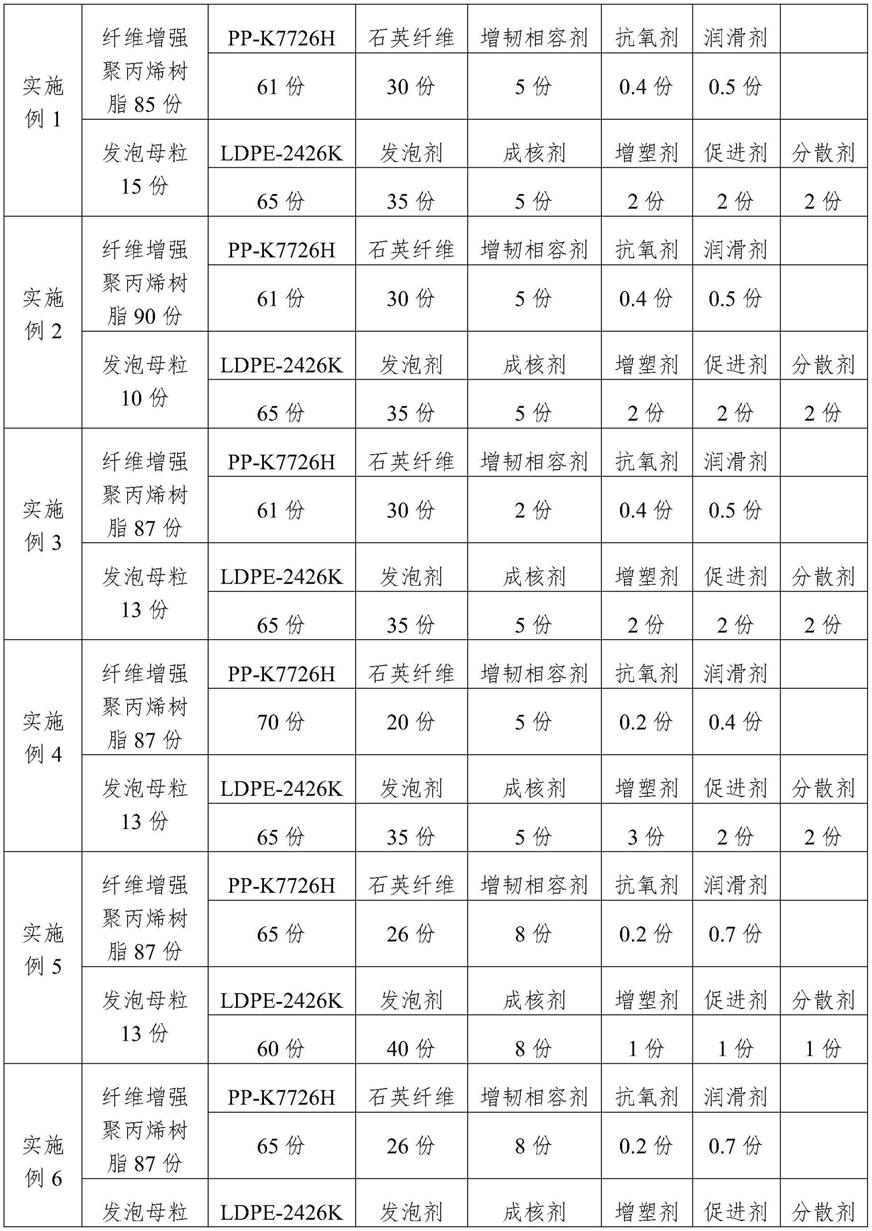
39.本技术高透波复合材料共进行6个实施例,同时还进行对比实验,实施例1~6和对比例1~6复合材料的配方如下表表1所示,所有实施例和对比例的复合材料均为纤维增强聚丙烯树脂与发泡母粒按相应比例混合。
40.表1
41.42.[0043][0044]
[0045]
实施例1
[0046]
一种高透波复合材料,其配方如表1实施例1所示。
[0047]
进一步地,所述聚丙烯树脂为高流动高抗冲的pp-k7726h,熔指25g/10min,缺口冲击15kj/m2;所述石英纤维的单丝直径为5μm;所述增韧相容剂为pp-g-poe-mah;所述抗氧剂为主抗氧剂和辅抗氧剂复合而成的高效稳定剂,主抗氧剂为多功能受阻酚类抗氧剂1010,辅助抗氧剂为亚磷酸酯类168;所述润滑剂为硅酮母粒hmb和硬脂酸的一种或多种;所述线性低密度聚乙烯为自带润滑和抗结块的ldpe-2426k;所述发泡剂为ac发泡剂;所述成核剂为tio2;所述促进剂为无氨类催化剂ac-as;所述增塑剂为dotp;所述分散剂为硬脂酸酯。
[0048]
一种如上述所述的高透波复合材料的制备方法,包括以下步骤:
[0049]
(1)纤维增强聚丙烯树脂的制备:按照重量份数称取聚丙烯树脂、增韧相容剂、抗氧剂、润滑剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,由双螺杆挤出机挤出,在玻纤口加入石英纤维,再经牵引、冷却、风干、切粒、烘干后得到纤维增强聚丙烯树脂;
[0050]
所述高速搅拌机搅拌时主机转速控制为300r/min,挤出时转速控制在300r/min;真空度>-0.6mpa,温度控制各区间温度分别为:机头温度为220℃,剪切段温度为235℃,输送段温度为190℃;
[0051]
(2)发泡母粒的制备:按照重量份数称取低线性密度聚乙烯、ac发泡剂、成核剂、润滑剂、增塑剂、催化剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,通过单螺杆挤出机挤出造粒,得到发泡母粒;
[0052]
在步骤(2),所述高速搅拌机主机的转速为200r/min;挤出造粒时转速控制在200r/min,温度控制在120℃;真空度>-0.6mpa;
[0053]
(3)按照重量份数称取步骤(1)制得的纤维增强聚丙烯树脂和步骤(2)的发泡母粒,搅拌混合均匀,得到所述高透波复合材料。
[0054]
一种如上述所述高透波复合材料的应用,其特征在于:所述高透波复合材料应用于无人驾驶汽车、航天航空和5g通讯领域中。
[0055]
实施例2
[0056]
与实施例1不同之处在于:一种高透波复合材料,减少发泡母粒的用量,其配方如表1实施例2所示,其他条件不变。
[0057]
实施例3
[0058]
与实施例1不同之处在于:一种高透波复合材料,减少增韧相容剂的用量,其配方如表1实施例3所示。
[0059]
进一步地,所述聚丙烯树脂为高流动高抗冲的pp-k7726h,熔指27g/10min,缺口冲击15kj/m2;所述石英纤维的单丝直径为15μm;所述增韧相容剂为pp-g-poe-mah;所述抗氧剂为主抗氧剂和辅抗氧剂复合而成的高效稳定剂,主抗氧剂为多功能受阻酚类抗氧剂1010,辅助抗氧剂为亚磷酸酯类168;所述润滑剂为硅酮母粒hmb和硬脂酸的一种或多种;所述线性低密度聚乙烯为自带润滑和抗结块的ldpe-2426k;所述发泡剂为ac发泡剂;所述成核剂为tio2;所述促进剂为无氨类催化剂ac-as;所述增塑剂为dotp;所述分散剂为硬脂酸酯。
[0060]
一种如上述所述的高透波复合材料的制备方法,包括以下步骤:
[0061]
(1)纤维增强聚丙烯树脂的制备:按照重量份数称取聚丙烯树脂、增韧相容剂、抗氧剂、润滑剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,由双螺杆挤出机挤出,在玻纤口加入石英纤维,再经牵引、冷却、风干、切粒、烘干后得到纤维增强聚丙烯树脂;
[0062]
所述高速搅拌机搅拌时主机转速控制为500r/min,挤出时转速控制在400r/min;真空度>-0.6mpa,温度控制各区间温度分别为:机头温度为230℃,剪切段温度为240℃,输送段温度为220℃;
[0063]
(2)发泡母粒的制备:按照重量份数称取低线性密度聚乙烯、ac发泡剂、成核剂、润滑剂、增塑剂、催化剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,通过单螺杆挤出机挤出造粒,得到发泡母粒;
[0064]
在步骤(2),所述高速搅拌机主机的转速为300r/min;挤出造粒时转速控制在400r/min,温度控制在120℃;真空度>-0.6mpa;
[0065]
(3)按照重量份数称取步骤(1)制得的纤维增强聚丙烯树脂和步骤(2)的发泡母粒,搅拌混合均匀,得到所述高透波复合材料。其他条件不变。
[0066]
实施例4
[0067]
与实施例1不同之处在于:一种高透波复合材料,降低纤维增强聚丙烯树脂中石英纤维的含量,其配方如表1实施例4所示。
[0068]
进一步地,所述聚丙烯树脂为高流动高抗冲的pp-k7726h,熔指25.5g/10min,缺口冲击15kj/m2;所述石英纤维的单丝直径为7μm;所述增韧相容剂为pp-g-poe-mah;所述抗氧剂为主抗氧剂和辅抗氧剂复合而成的高效稳定剂,主抗氧剂为多功能受阻酚类抗氧剂1010,辅助抗氧剂为亚磷酸酯类168;所述润滑剂为硅酮母粒hmb和硬脂酸的一种或多种;所述线性低密度聚乙烯为自带润滑和抗结块的ldpe-2426k;所述发泡剂为ac发泡剂;所述成核剂为tio2;所述促进剂为无氨类催化剂ac-as;所述增塑剂为dotp;所述分散剂为硬脂酸酯。
[0069]
一种如上述所述的高透波复合材料的制备方法,包括以下步骤:
[0070]
(1)纤维增强聚丙烯树脂的制备:按照重量份数称取聚丙烯树脂、增韧相容剂、抗氧剂、润滑剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,由双螺杆挤出机挤出,在玻纤口加入石英纤维,再经牵引、冷却、风干、切粒、烘干后得到纤维增强聚丙烯树脂;
[0071]
所述高速搅拌机搅拌时主机转速控制为350r/min,挤出时转速控制在320r/min;真空度>-0.6mpa,温度控制各区间温度分别为:机头温度为222℃,剪切段温度为236℃,输送段温度为200℃;
[0072]
(2)发泡母粒的制备:按照重量份数称取低线性密度聚乙烯、ac发泡剂、成核剂、润滑剂、增塑剂、催化剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,通过单螺杆挤出机挤出造粒,得到发泡母粒;
[0073]
在步骤(2),所述高速搅拌机主机的转速为210r/min;挤出造粒时转速控制在250r/min,温度控制在110℃;真空度>-0.6mpa;
[0074]
(3)按照重量份数称取步骤(1)制得的纤维增强聚丙烯树脂和步骤(2)的发泡母粒,搅拌混合均匀,得到所述高透波复合材料。其他条件不变。
[0075]
实施例5
[0076]
与实施例1不同之处在于:一种高透波复合材料,增加发泡母粒中发泡剂和成核剂的用量,其配方如表1实施例5所示,其他条件不变。
[0077]
实施例6
[0078]
与实施例1不同之处在于:一种高透波复合材料,减少发泡母粒中发泡剂和成核剂的用量,其配方如表1实施例6所示,其他条件不变。
[0079]
实施例7
[0080]
与实施例1不同之处在于:一种高透波复合材料,增加纤维增强聚丙烯树脂中相容剂以及发泡母粒中成核剂的用量,其配方如表1实施例7所示。
[0081]
进一步地,所述聚丙烯树脂为高流动高抗冲的pp-k7726h,熔指26g/10min,缺口冲击15kj/m2;所述石英纤维的单丝直径为10μm;所述增韧相容剂为pp-g-poe-mah;所述抗氧剂为主抗氧剂和辅抗氧剂复合而成的高效稳定剂,主抗氧剂为多功能受阻酚类抗氧剂1010,辅助抗氧剂为亚磷酸酯类168;所述润滑剂为硅酮母粒hmb和硬脂酸的一种或多种;所述线性低密度聚乙烯为自带润滑和抗结块的ldpe-2426k;所述发泡剂为ac发泡剂;所述成核剂为tio2;所述促进剂为无氨类催化剂ac-as;所述增塑剂为dotp;所述分散剂为硬脂酸酯。
[0082]
一种如上述所述的高透波复合材料的制备方法,包括以下步骤:
[0083]
(1)纤维增强聚丙烯树脂的制备:按照重量份数称取聚丙烯树脂、增韧相容剂、抗氧剂、润滑剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,由双螺杆挤出机挤出,在玻纤口加入石英纤维,再经牵引、冷却、风干、切粒、烘干后得到纤维增强聚丙烯树脂;
[0084]
所述高速搅拌机搅拌时主机转速控制为400r/min,挤出时转速控制在350r/min;真空度>-0.6mpa,温度控制各区间温度分别为:机头温度为225℃,剪切段温度为237℃,输送段温度为205℃;
[0085]
(2)发泡母粒的制备:按照重量份数称取低线性密度聚乙烯、ac发泡剂、成核剂、润滑剂、增塑剂、催化剂,一起送入高速搅拌机搅拌混合混合均匀,然后再真空状态下,通过单螺杆挤出机挤出造粒,得到发泡母粒;
[0086]
在步骤(2),所述高速搅拌机主机的转速为250r/min;挤出造粒时转速控制在300r/min,温度控制在120℃;真空度>-0.6mpa;
[0087]
(3)按照重量份数称取步骤(1)制得的纤维增强聚丙烯树脂和步骤(2)的发泡母粒,搅拌混合均匀,得到所述高透波复合材料。其他条件不变。
[0088]
对比例1
[0089]
与实施例7不同之处在于:一种高透波复合材料,把石英纤维更换成玻璃纤维,其配方如表1对比例1所示,其他条件不变。
[0090]
对比例2
[0091]
与实施例7不同之处在于:一种高透波复合材料,更换成核剂种类,其配方如表1对比例2所示,其他条件不变。
[0092]
对比例3
[0093]
与实施例1不同之处在于:一种高透波复合材料,不加发泡母粒,其配方如表1对比
例3所示,其他条件不变。
[0094]
对比例4
[0095]
与实施例1不同之处在于:一种高透波复合材料,增韧相容剂跟换为未接枝poe,其配方如表1对比例4所示,其他条件不变。
[0096]
对比例5
[0097]
与实施例1不同之处在于:一种高透波复合材料,发泡母粒中发泡剂换成发泡剂tsh,其配方如表1对比例5所示,其他条件不变。
[0098]
对比例6
[0099]
与实施例1不同之处在于:一种高透波复合材料,把发泡剂与聚丙烯以及石英纤维共混熔融挤出,其配方如表1对比例6所示,其他条件不变。
[0100]
对比例7
[0101]
与实施例1不同之处在于:一种高透波复合材料,调整纤维增强聚丙烯树脂与发泡母粒混合比例,即减少纤维增强聚丙烯树脂比例,相应增加发泡母粒比例,其配方如表1对比例7所示,其他条件不变。
[0102]
对比例8
[0103]
与实施例1不同之处在于:一种高透波复合材料,调整纤维增强聚丙烯树脂与发泡母粒混合比例,即增加纤维增强聚丙烯树脂比例,相应减少发泡母粒比例,其配方如表1对比例8所示,其他条件不变。
[0104]
对比例9
[0105]
与实施例7不同之处在于:一种高透波复合材料,调整纤维增强聚丙烯树脂中石英纤维的含量,即增加石英纤维增强聚丙烯树脂含量,其配方如表1对比例9所示,其他条件不变。
[0106]
对比例10
[0107]
与实施例7不同之处在于:一种高透波复合材料,调整纤维增强聚丙烯树脂中石英纤维的含量,即降低石英纤维增强聚丙烯树脂含量,其配方如表1对比例10所示,其他条件不变。
[0108]
对比例11
[0109]
与实施例7不同之处在于:一种高透波复合材料,调整发泡母粒中石英纤维发泡剂的含量,即增加石英纤维增强聚丙烯树脂含量,其配方如表1对比例11所示,其他条件不变。
[0110]
对比例12
[0111]
与实施例7不同之处在于:一种高透波复合材料,调整发泡母粒中石英纤维发泡剂的含量,即降低石英纤维增强聚丙烯树脂含量,其配方如表1对比例12所示,其他条件不变。
[0112]
为了进一步说明本发明能够达到所述技术效果,实施例1~6和对比例1~6的实验结果按照以下方法测试:
[0113]
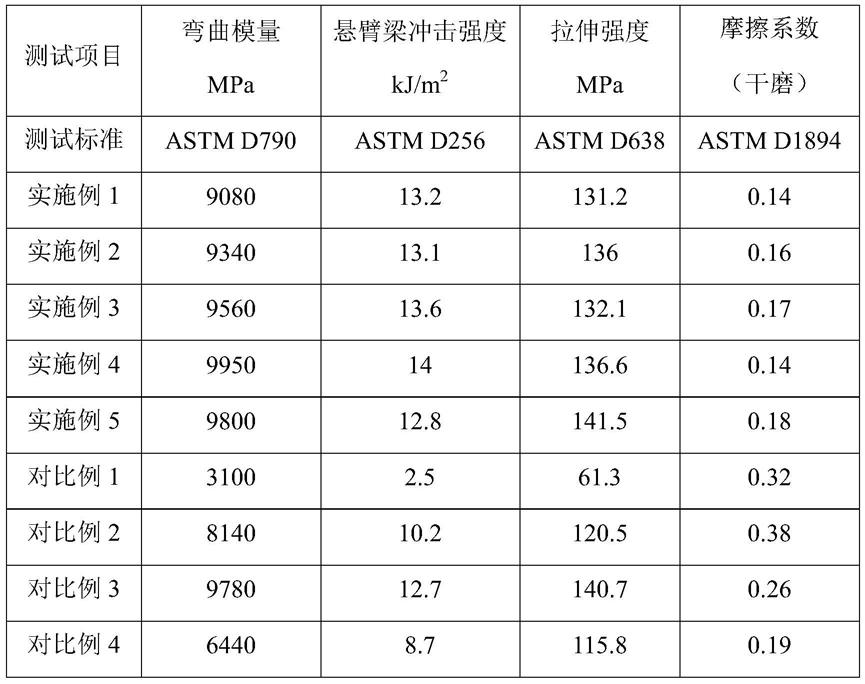
对,相关性能指标的测试标准为:拉伸强度按gb/t 1040;弯曲强度和弯曲模量按gb/t 9341;悬臂梁缺口冲击强度按gb/t 1843;熔融指数按gb/t 3682;密度按照gb/t1033;介电常数按照gb/t1409;孔径尺寸使用扫描电子显微镜和软件分析计算平均值。测试结果如下表2所示。
[0114]
表2
[0115][0116]
由表2实验结果可知:通过实施例1和实施例2实验结果对比可以看出,减少发泡母粒的用量,材料刚性增强即弯曲强度和拉伸强度增大,冲击减小,而介电常数也会随着增加,说明添加发泡母粒促使注塑成型时产品发泡,发泡孔径间隙可以有效降低介电常数。
[0117]
由实施例3和实施例1实验结果对比可以看出,减少增韧相容剂的用量,冲击变小较多,刚性并未增加,且介电常数反而增加,主要是增韧相容剂减少会导致树脂与石英纤维相容性变差,从而致使物性的降低。
[0118]
由实施例4和实施例3实验结果对比可以看出,减少纤维的比例,冲击偏高,介电常数变低,但材料刚性也随着降低,主要是纤维含量降低导致。
[0119]
由实施例5与实施例3实验结果对比可以看出,增加发泡母粒中发泡剂和成核剂组分的用量,其性能都会提高,介电常数变得更小,说明随着成核剂的增加,产品在成型过程中形成孔隙泡核多,介电常数会降低。
[0120]
由实施例6与实施例5实验结果对比可以看出,降低发泡母粒中成核剂用量,介电常数变高,主要受成核剂影响发泡程度。
[0121]
由实施例7与实施例3实验结果对比可以看出,增加发泡母粒中成核剂用量,介电常数变低,与实施例5中成核剂添加到8份的介电常数相当,说明随成核剂的增加,介电常数变低,但增加到7份达到最佳,继续增加并不能使介电常数降低。
[0122]
由对比例1与实施例7实验结果对比可以看出,把石英纤维更换成玻璃纤维后,其常规物性降低较多,且介电常数增加1,说明玻璃纤维相较于石英纤维对聚丙烯增强改性差异较大,不适用于高透波材料。
[0123]
由对比例2与实施例7实验结果对比可以看出,把成核剂二氧化钛更换成gt-666,性能都下降,因为gt-666为常用聚丙烯改性β晶型成核剂,成核机理是在成核剂的非极性部分在表面形成凹坑,与聚丙烯分子链相连使其排列整齐,促进成核,二氧化钛为多晶型化合物。
[0124]
由对比例3与实施例7实验结果对比可以看出,不加发泡母粒,虽然刚性增加,但介电常数也会增加,并不能达到高透波的目的。
[0125]
由对比例4与实施例7实验结果对比可以看出,增韧相容剂由马来酸酐接枝poe更换成常规poe,由于纤维与树脂相容性变差导致性能的下降,同时也影响介电常数。
[0126]
由对比例5与实施例7实验结果对比可以看出,发泡剂的更换,由于tsh发泡剂分解温度低,发气量少,影响发泡质量,增大介电常数。
[0127]
由对比例6与实施例7实验结果对比可以看出,把发泡剂直接加与聚丙烯和石英纤维熔融挤出,发泡剂与石英纤维挤出参数的差异导致相容性不好,致使性能较低。
[0128]
由对比例7与实施例1实验结果对比可以看出,减少石英纤维增强聚丙烯树脂比例,相应增加发泡母粒比例,机械性能较低,刚性下降,应用上受到限制。
[0129]
由对比例8与实施例1实验结果对比可以看出,增加石英纤维增强聚丙烯树脂比例,相应减少发泡母粒比例,机械性能变高,但介电常数也随着变高。
[0130]
由对比例9与实施例7实验结果对比可以看出,增加石英纤维增强聚丙烯树脂中石英纤维的含量,机械强度提高,介电常数有所增加,且制品外观不够光滑,露纤严重。
[0131]
由对比例10与实施例7实验结果对比可以看出,减少石英纤维增强聚丙烯树脂中石英纤维的含量,机械强度较低,刚性差,容易变形。
[0132]
由对比例11与实施例7实验结果对比可以看出,增加发泡母粒中发泡剂的含量,机械性能有所下降,介电常数并未降低,且成本高没有优势。
[0133]
由对比例12与实施例5实验结果对比可以看出,减少发泡母粒中发泡剂的含量,介电常数随着增加。
[0134]
由以上19组实验的结果综合分析,石英纤维增强聚丙烯不但可以大幅提高聚丙烯的机械性能,在介电性能方面也非常优异,本发明的另一个技术创新点,即使用发泡母粒来对纤维增强聚丙烯复合材料进行微发泡,降低产品的介电常数,从而达到相应的技术目的。
[0135]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在没有背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同含义和范围内的所有变化
囊括在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。