1.本发明属于高分子材料改性技术领域和加工技术领域,特别涉及一种低线性膨胀系数、易粘接的全塑尾门外板材料及其制备方法。
背景技术:
2.近年来,随着新能源汽车事业的蓬勃发展,汽车轻量化是企业重点关注的领域。全塑尾门作为一项新兴的轻量化技术方案,因其优异的轻量化效果而受到各大主机厂的青睐。一般全塑尾门的内板使用低线性膨胀系数的长玻纤增强pp(lgf pp)材料或者smc材料;为保证车身良好的外观和手感,尾门外板常常会采用矿物填充改性聚丙烯材料。
3.全塑尾门内板和外板的两部分需通过胶水粘贴,要想达到较好的粘贴效果和装配时零件较高的尺寸精度,这就要求外板材料线性膨胀系数做到与内板材料一致。各种材料之间的线性热膨胀系数匹配,直接关乎整个尾门安装以及后其寿命,甚至是整车安全。
4.聚丙烯是非极性分子结构的高分子材料,在它的分子结构中并没有如羰基、羧基、羟基这样的极性基团,因而矿物填充改性聚丙烯外板材料的胶接性能较差,同时其线性膨胀系数与内板材料差异也较大,在胶接时易出现产品尺寸间隙大、产品脱胶等问题。
技术实现要素:
5.针对现有技术的不足,本发明的目的是提供一种低线性膨胀系数、易粘接的全塑尾门外板材料。
6.本发明的目的是通过以下技术方案来实现的:
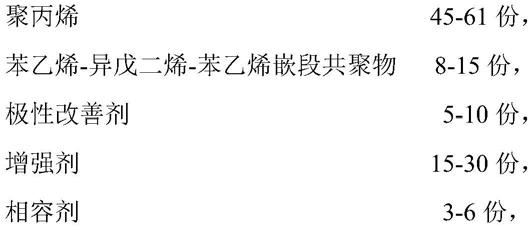
7.一种低线性膨胀系数、易粘接的全塑尾门外板材料,由以下组分按重量份组成:
[0008][0009][0010]
进一步方案,所述聚丙烯为均聚聚丙烯、共聚聚丙烯中的至少一种,其在230℃,2.16kg的测试条件下熔融指数为25-100g/10min。
[0011]
进一步方案,所述苯乙烯-异戊二烯-苯乙烯嵌段共聚物的数均分子量为8-20万。
[0012]
进一步方案,所述极性改善剂为丁腈橡胶。
[0013]
进一步方案,所述增强剂为改性镁盐晶须,其相对密度为2.2~2.4g/cm3,长径比
l/d为30~60;所述改性镁盐晶须为表面由铝钛复合偶联剂处理的镁盐晶须,镁盐晶须的化学式为mgso4·
5mg(oh)2·
3h2o;改性镁盐晶须的制备方法如下:将镁盐晶须与铝钛复合偶联剂在高混机中高速混合3-5min后即可;铝钛复合偶联剂的添加量为镁盐晶须重量的1%。
[0014]
进一步方案,所述相容剂为pp接枝马来酸酐。
[0015]
进一步方案,所述抗氧剂为抗氧剂1010、抗氧剂168和抗氧剂1076中的至少一种。
[0016]
进一步方案,所述光稳剂为受阻胺类光稳剂。
[0017]
本发明的另一个目的是提供上述所述的全塑尾门外板材料的制备方法,步骤如下:
[0018]
(1)按配比称取聚丙烯、苯乙烯-异戊二烯-苯乙烯嵌段共聚物、极性改善剂、增强剂、相容剂、抗氧剂、光稳剂后,混合均匀得到混合物;
[0019]
(2)将上述混合物加入双螺杆挤出机中挤出,挤出物料经过冷却、干燥、造粒得到最终产品,即低线性膨胀系数、易粘接的全塑尾门外板材料。进一步的,所述双螺杆挤出机的长径比为48:1,所述双螺杆挤出机的各段温度为190-230℃。
[0020]
与现有技术相比,本发明有益效果体现在:
[0021]
(1)本发明使用的增强剂为经过铝钛复合偶联剂处理的改性镁盐晶须,其不仅与聚丙烯等基体材料具有良好的相容性;还具有高长径比,能够有效抑制聚丙烯分子链的运动,提高了材料的力学性能,降低了材料的线性膨胀系数。
[0022]
(2)本发明配方中添加的苯乙烯-异戊二烯-苯乙烯嵌段共聚物,其主链上含有大量的不饱和双键,可以有效增加材料表面的双键含量,提高聚合物的表面极性。
[0023]
(3)本发明使用的极性改善剂为丁腈橡胶,配合使用相容剂,使丁腈橡胶和聚丙烯基材相容,改善了材料的表面极性,提高了胶接强度。
[0024]
(4)本发明的材料具有低线性膨胀系数和易粘接的特点,可以用于汽车全塑尾门外板材料。
具体实施方式
[0025]
下面结合实施例对本发明作更进一步的说明。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
下列实施例与对比例中所用试剂的型号以及供应商如下:
[0027]
聚丙烯牌号为bx3900,生产厂家为韩国sk;
[0028]
苯乙烯-异戊二烯-苯乙烯嵌段共聚物牌号为4111,生产厂家为中国台湾台橡
[0029]
股份有限公司;
[0030]
镁盐晶须牌号为硫酸镁-ws-1s2,生产厂家为营口威斯克化学有限公司;
[0031]
pp接枝马来酸酐牌号bondyram 1001,生产厂家为普利朗工业有限公司。
[0032]
光稳剂牌号为3808pp5,生产厂家为美国氰特;
[0033]
乙烯-辛烯共聚物,牌号poe 8200,陶氏化学;
[0034]
需要说明的是,上述产品是为了说明本发明实验时所采用的试剂来源和成分,以便充分公开,并不表示采用其他同类试剂或其他供应商提供的试剂就不能实现本发明。
[0035]
下述实施例、对比例中所用的改性镁盐晶须为表面由铝钛复合偶联剂处理的镁盐
晶须,其制备方法如下:将镁盐晶须与铝钛复合偶联剂在高混机中高速混合3min后即可;铝钛复合偶联剂的添加量为镁盐晶须重量的1%。
[0036]
材料的综合性能通过密度、熔指、拉伸强度、悬臂梁缺口冲击强度、线性膨胀系数、粘接合格率的数值进行评判。相关测试标准和样条尺寸如下:
[0037]
密度按照iso 1183标准进行;熔融指数按照iso 1133-1标准进行,测试条件为:230℃,2.16kg;拉伸强度按照iso 527执行,测试速度为50mm/min,样条为哑铃形,样条尺寸为170mm*10mm*4mm;悬臂梁缺口冲击强度按照iso 180执行,测试常温(23℃)悬臂梁缺口冲击强度,样条为矩形(v型模塑缺口),样条尺寸为80mm*10mm*4mm;线膨胀系数:按照astm e831标准进行,测试条件为:23℃~80℃;粘接强度按gb/t 7124-2008胶粘剂_拉伸剪切强度的测定测试,样条尺寸为100mm*25mm*4mm。粘接强度≥2.0mpa时判定粘接合格,粘接合格率计算公式:粘接合格率=(粘接合格样品数/抽检样品总数)*100%。
[0038]
实施例1
[0039]
一种低线性膨胀系数、易粘接的全塑尾门外板材料的制备方法,步骤如下:
[0040]
(1)称取61份聚丙烯,8份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,10份丁腈橡胶,15份改性镁盐晶须,6份pp接枝马来酸酐,0.2份抗氧剂1010,0.2份抗氧剂168和0.2份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0041]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的低线性膨胀系数、易粘接的全塑尾门外板材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。实施例1所获得的产品按照相应标准测试其性能,测试结果见表1。
[0042]
实施例2
[0043]
一种低线性膨胀系数、易粘接的全塑尾门外板材料的制备方法,步骤如下:
[0044]
(1)称取57份聚丙烯,10份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,8份丁腈橡胶,20份改性镁盐晶须,5份pp接枝马来酸酐,0.2份抗氧剂1010,0.2份抗氧剂168和0.2份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0045]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的低线性膨胀系数、易粘接的全塑尾门外板材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。实施例2所获得的产品按照相应标准测试其性能,测试结果见表1。
[0046]
实施例3
[0047]
一种低线性膨胀系数、易粘接的全塑尾门外板材料的制备方法,步骤如下:
[0048]
(1)称取53份聚丙烯,12份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,6份丁腈橡胶,25份改性镁盐晶须,4份pp接枝马来酸酐,0.2份抗氧剂1010,0.3份抗氧剂168和0.3份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0049]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的低线性膨胀系数、易粘接的全塑尾门外板材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200
℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。实施例3所获得的产品按照相应标准测试其性能,测试结果见表1。
[0050]
实施例4
[0051]
一种低线性膨胀系数、易粘接的全塑尾门外板材料的制备方法,步骤如下:
[0052]
(1)称取52份聚丙烯,15份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,5份丁腈橡胶,25份改性镁盐晶须,3份pp接枝马来酸酐,0.2份抗氧剂1010,0.3份抗氧剂168和0.4份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0053]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的低线性膨胀系数、易粘接的全塑尾门外板材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。实施例4所获得的产品按照相应标准测试其性能,测试结果见表1。
[0054]
实施例5
[0055]
一种低线性膨胀系数、易粘接的全塑尾门外板材料的制备方法,步骤如下:
[0056]
(1)称取45份聚丙烯,15份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,5份丁腈橡胶,30份改性镁盐晶须,5份pp接枝马来酸酐,0.3份抗氧剂1010,0.3份抗氧剂168和0.4份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0057]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的低线性膨胀系数、易粘接的全塑尾门外板材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。实施例5所获得的产品按照相应标准测试其性能,测试结果见表1。
[0058]
对比例1
[0059]
(1)称取59份聚丙烯,12份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,25份改性镁盐晶须,4份pp接枝马来酸酐,0.2份抗氧剂1010,0.3份抗氧剂168和0.3份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0060]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的对比材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。对比例1所获得的产品按照相应标准测试其性能,测试结果见表2。
[0061]
对比例2
[0062]
(1)称取59份聚丙烯,25份改性镁盐晶须,4份pp接枝马来酸酐,12份乙烯-辛烯共聚物,0.2份抗氧剂1010,0.3份抗氧剂168和0.3份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0063]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的对比材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。对比例2所获得的产品按照相应标准测试其性能,测
试结果见表1。
[0064]
对比例3
[0065]
(1)称取53份聚丙烯,12份苯乙烯-异戊二烯-苯乙烯嵌段共聚物,6份丁腈橡胶,25份滑石粉,4份pp接枝马来酸酐,0.2份抗氧剂1010,0.3份抗氧剂168和0.3份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0066]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的对比材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。对比例3所获得的产品按照相应标准测试其性能,测试结果见表2。
[0067]
对比例4
[0068]
(1)称取53份聚丙烯,25份滑石粉,4份pp接枝马来酸酐,18份乙烯-辛烯共聚物,0.2份抗氧剂1010,0.3份抗氧剂168和0.3份光稳剂3808pp5,放入高速混合机中混合得到混合物。
[0069]
(2)将混合物加入双螺杆挤出机中挤出,挤出条通过循环水槽冷却至室温,经过吹风机干燥后进入切粒机造粒得到本发明的对比材料。所述双螺杆挤出机的长径比为48:1,双螺杆挤出机的料筒各区段温度分别设置为:一区200℃、二区210℃、三区215℃、四区220℃、五区225℃、六区230℃、机头230℃。对比例4所获得的产品按照相应标准测试其性能,测试结果见表2。
[0070]
表1实施例1~5制得的产品的性能测试结果
[0071][0072]
表2对比例1~4制得的产品的性能测试结果
[0073][0074]
从实施例1~5和对比例1~4可以看出,本发明制备的聚丙烯复合材料具有低线性膨胀系数和易粘接的特点,可以用于汽车全塑尾门外板材料。
[0075]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和应用本发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于这里的实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
