1.本发明涉及灌装设备技术领域,尤其涉及一种用于固定热缩标签的喷管。
背景技术:
2.现有灌装类食品的杯身外部一般固定有标签,因标签的材质不同,标签与杯身之间的结合方式一般可分为热塑贴合与热缩贴合两种。热塑贴合方式中,标签在杯身挤压成型前以卷曲的状态置于杯身成型的模腔中,当片材受热在模腔中被挤压形成杯身时,标签受热贴合于杯身的外部。热缩贴合方式中,杯身已经成型,连续设置的标签被截断成长度较小的标签并套在已经成型的杯身外部,然后加热标签使标签固定贴合于杯身外部。
3.现有生产中,标签采用热缩贴合方式时一般通过喷管喷射高温气态喷雾使其受热,由于直接在喷管上开设喷孔,喷管外壁上形成的冷却液态水珠容易堵住喷孔,如此会导致高温气态喷雾的喷出量减小,会影响标签的热缩效果。另外,高温气态喷雾自喷孔处喷出的同时会使液态水珠喷向标签,由于液态水珠的温度较高,标签的局部在液态水珠的作用下容易受热产生褶皱,严重影响标签的热缩效果。
技术实现要素:
4.为了解决上述现有技术中存在的缺点和不足,本发明提供了一种用于固定热缩标签的喷管,能有效提高热缩标签的热缩效果。
5.为了实现上述技术目的,本发明提供的一种用于固定热缩标签的喷管,包括设有主流道的主管,主管上设有与主流道连通的第一喷气孔,所述主管上设有斜向上凸出的凸台,第一喷气孔设于凸台处,喷管还包括连接于主管底部的支管,支管设有支流道及第二喷气孔,支流道的一端与主流道连通、另一端封闭设置,第二喷气孔与支流道连通。
6.优选的,所述第一喷气孔的孔径大于第二喷气孔的孔径。
7.优选的,所述凸台的凸出方向与水平方向之间具有夹角α,10
°
≤α≤45
°
。
8.优选的,所述主管包括主体部,凸台设于主体部上且沿主体部的延伸方向间隔设有若干组,每组设有至少一对凸台,每对凸台关于主体部轴心线所处的竖向平面对称分布。
9.优选的,所述主管包括连接于主体部端部的支撑部,支撑部相对于主体部斜向下设置。
10.优选的,所述支管竖置且沿主管的长度方向间隔设有至少两根,支管的顶端连接于主管以使支流道的一端与主流道连通,支管的底端封闭设置以使支流道的另一端封闭设置。
11.优选的,所述第二喷气孔沿支管的长度方向间隔设有若干组。
12.优选的,每组所述第二喷气孔设有至少一对沿支管周向间隔分布的第二喷气孔。
13.优选的,每对所述第二喷气孔关于与主管长度方向垂直的竖向平面对称分布且具有中心夹角β,60
°
≤β≤120
°
。
14.优选的,所述喷管包括竖置的架杆,架杆的顶端与主管连接。
15.采用上述技术方案后,本发明具有如下优点:
16.1、本发明提供的用于热缩标签的喷管,在主管上设置斜向上凸出的凸台,第一喷气孔设于凸台处,由于冷却形成的液态水珠主要分布在主管的外壁上,可以有效避免液态水珠堵住凸台处的第一喷气孔,保证第一喷气孔处高温气态喷雾的喷出量,同时避免液态水珠被喷向热缩标签,避免热缩标签局部产生褶皱的情况,有利于提高热缩标签的热缩效果。主管的底部设置支管,支管上设置第二喷气孔,工作时,第二喷气孔与第一喷气孔同时喷射高温气态喷雾,使热缩标签能均匀受热并收缩,有利于进一步提高热缩标签的热缩效果。当喷管用于预固定热缩标签时,自第一喷气孔处喷出的高温气态喷雾喷向热缩标签的顶侧,自第二喷气孔喷出的高度气态喷雾喷向热缩标签的上部,有效增大热缩标签的预固定面积,大大提高热缩标签的预固定效果,避免热缩标签因预固定面积过小在跟随杯身移动时容易脱离杯身的情况。
17.2、热缩标签通过热缩方式固定于杯身外部时,热缩标签顶侧的热缩效果对热缩标签而言影响最大,使第一喷气孔的孔径大于第二喷气孔的孔径设置,保证第一喷气孔处高温气态喷雾的喷出量,有利于提高热缩标签顶侧的热缩效果,从而有利于提高热缩标签整体的热缩效果。
18.3、合理设置凸台的凸出方向与水平方向之间的夹角α,避免液态水珠堵住第一喷气孔的同时保证第一喷气孔处高温气态喷雾的喷出速度。若α<10
°
,主管表面的液态水珠容易流动至凸台上而堵住第一喷气孔。若α>45
°
,自第一喷气孔处喷出的高温气态喷雾的速度会有所下降,不利于保证热缩标签的热缩效果。
19.4、合理设置主管上凸台的分布方式,即合理设置第一喷气孔的分布方式,使第一喷气孔能根据杯身的进料方式合理分布,保证与各杯身对应的热缩标签的热缩效果。
20.5、主管的支撑部相对于主体部斜向下设置,通过支撑部的支撑作用使主体部能高于杯身的局部设置,从而使第一喷气孔、第二喷气孔能与位于杯身外部的热缩标签对应,有利于保证热缩标签的热缩效果。
21.6、合理设置支管的结构及分布方式,并合理设置第二喷气孔的分布方式,使第二喷气孔能根据杯身的进料方式合理分布,保证与各杯身对应的热缩标签的热缩效果。
22.7、通过架杆将喷管固定架设于相关的支撑件上,有助于提高喷管的稳定性及结构强度。
附图说明
23.图1为实施例一喷管的整体结构图;
24.图2为实施例一喷管沿支管轴心处的剖视图;
25.图3为实施例一喷管的局部结构图;
26.图4为实施例一喷管中支管沿垂直于轴向的剖视图。
27.图中,100-主管,110-主流道,120-第一喷气孔,130-凸台,140-主体部,150-支撑部,200-支管,210-支流道,220-第二喷气孔,300-连接件,400-架杆。
具体实施方式
28.下面结合附图和具体实施例对本发明作进一步说明。需要理解的是,下述的“上”、“下”、“左”、“右”、“纵向”、“横向”、“内”、“外”、“竖直”、“水平”、“顶”、“底”等指示方位或位置关系的词语仅基于附图所示的方位或位置关系,仅为了便于描述本发明和简化描述,而不是指示或暗示所指的装置/元件必须具有特定的方位或以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.实施例一
30.如图1至图4所示,本发明实施例一提供的一种用于固定热缩标签的喷管,包括设有主流道110的主管100,主管100上设有与主流道110连通的第一喷气孔120。主管100上设有斜向上凸出的凸台130,第一喷气孔120设于凸台130处。喷管还包括连接于主管100底部的支管200,支管200设有支流道210及第二喷气孔220,支流道210的一端与主流道110连通、另一端封闭设置,第二喷气孔220与支流道210连通。
31.在主管上设置斜向上凸出的凸台,第一喷气孔设于凸台处,由于冷却形成的液态水珠主要分布在主管的外壁上,可以有效避免液态水珠堵住凸台处的第一喷气孔,保证第一喷气孔处高温气态喷雾的喷出量,同时避免液态水珠被喷向热缩标签,避免热缩标签局部产生褶皱的情况,有利于提高热缩标签的热缩效果。主管的底部设置支管,支管上设置第二喷气孔,工作时,第二喷气孔与第一喷气孔同时喷射高温气态喷雾,使热缩标签能均匀受热并收缩,有利于进一步提高热缩标签的热缩效果。当喷管用于预固定热缩标签时,自第一喷气孔处喷出的高温气态喷雾喷向热缩标签的顶侧,自第二喷气孔喷出的高度气态喷雾喷向热缩标签的上部,有效增大热缩标签的预固定面积,大大提高热缩标签的预固定效果,避免热缩标签因预固定面积过小在跟随杯身移动时容易脱离杯身的情况。
32.本实施例中,主管100包括中空的主体部140与中空的支撑部150,凸台130设于主体部140上,支撑部150设有两个且分别位于主体部140的两端,支撑部150相对于主体部140倾斜向下设置,支撑部150的顶端与主体部140的端部连接、底端设有与供气管道配合的连接件300。通过支撑部150的支撑作用使主体部140能高于杯身的局部设置,从而使第一喷气孔120、第二喷气孔220能与位于杯身外部的热缩标签对应,有利于保证热缩标签的热缩效果。优选的,主体部140与支撑部150均呈直线状,且主体部140与支撑部150一体成型。
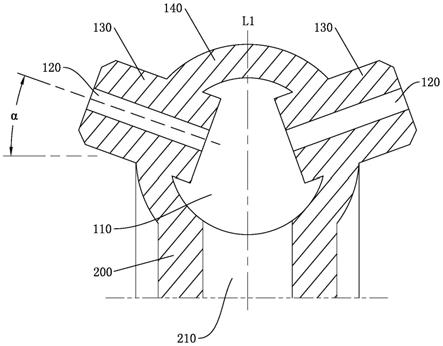
33.凸台130优选的由主体部140的局部向外凸出形成,为了避免液态水珠堵住第一喷气孔120的同时保证第一喷气孔120处高温气态喷雾的喷出速度,需合理设置凸台130相对于水平方向的倾斜角度。结合图3,凸台130的凸出方向与水平方向之间具有夹角α,10
°
≤α≤45
°
。本实施例中,夹角α优选设置为20
°
。
34.为了使喷管能满足灌装生产线中对同一工位处的热缩标签同时进行固定的要求,凸台130沿主体部140的延伸方向间隔设有若干组,每组设有至少一对凸台130,每对凸台130关于主体部140轴心线所处的竖向平面对称分布。本实施例中,凸台130沿主体部140的延伸方向间隔设有两组,每组设有三对凸台130。图3中,直线l1表示主体部140的轴心线所处的竖向平面,每对凸台130关于直线l1对称分布。
35.支管200竖置,支管200沿主管100的长度方向间隔设有至少两根,支管200的顶端连接于主管100以使支流道210的顶端与主流道110连通,支管200的底端封闭设置以使支流道210的底端封闭设置,第二喷气孔220沿支管200的长度方向间隔设有若干组。本实施例中,支管200沿主管100的长度方向间隔设有两根且分别与两组凸台130对应分布,第二喷气孔220沿支管200的长度方向上下间隔的设有两组,每组均设有两对沿支管200周向间隔分
布的第二喷气孔220,每对第二喷气孔220关于与主管100长度方向垂直的竖向平面对称分布。图4中,直线l2表示与主管100的长度方向垂直的竖向平面,每对第二喷气孔220关于直线l2对称分布。每对第二喷气孔220具有以支管200的轴心为顶点的中心夹角β,60
°
≤β≤120
°
。具体的,中心夹角β优选设置为90
°
。
36.热缩标签通过热缩方式固定于杯身外部时,热缩标签顶侧的热缩效果对热缩标签而言影响最大,为了保证热缩标签顶侧的热缩效果,第一喷气孔120的孔径大于第二喷气孔220的孔径设置,保证第一喷气孔120处高温气态喷雾的喷出量,有利于提高热缩标签整体的热缩效果。
37.为了固定架设喷管,喷管还包括竖置的架杆400,架杆400的顶端与主管100连接。本实施例中,架杆400设有两根且分别位于主体部140的两端,架杆400的顶端与主体部140固定连接,架杆400的底端与相关的支撑件固定。
38.利用本实施例的喷管对热缩标签进行预固定时,高温炉中产生的高温气态喷雾经管路流入主管100的主流道110中,流入主流道110中的部分高温气态喷雾自第一喷气孔120处喷向热缩标签的顶侧,另一部分高温气态喷雾经支流道210后自第二喷气孔220处喷向热缩标签的上部,热缩标签的顶侧与上部同时受热后固定贴合于杯身的外部,然后杯身移动至下一工位对热缩标签进行全方位热缩。
39.利用本实施例的喷管直接固定热缩标签时,高温炉中产生的高温气态喷雾流入主管100的主流道110中,流入主流道110中的部分高温气态喷雾自第一喷气孔120处喷向热缩标签的顶端,另一部分高温气态喷雾经支流道210后自第二喷气孔220处喷向热缩标签,使热缩标签受热后固定贴合于杯身的外部,然后杯身移动至下一工位。
40.可以理解的是,主体部140与支撑部150也可以分体成型后固定组装在一起。
41.可以理解的是,凸台130、第一喷气孔120、支管200及第二喷气孔220的具体数量及分布方式并不局限于上述记载和附图所示,可以根据杯身的进料分布方式合理设置。
42.可以理解的是,喷管应用于灌装生产线时沿横向并排间隔设置多根,位于首末两侧的喷管上的凸台130可以采用非成对设置的方式,此时,凸台130采用单侧设置方式并面向杯身设置。
43.可以理解的是,夹角α也可以设置为10
°
、15
°
、18
°
、22
°
、25
°
、18
°
、30
°
、34
°
、37
°
、40
°
、42
°
、45
°
等其他合理的角度值。
44.可以理解的是,每对第二喷气孔220的中心夹角β也可以设置为60
°
、66
°
、70
°
、74
°
、78
°
、80
°
、84
°
、88
°
、92
°
、96
°
、100
°
、104
°
、108
°
、110
°
、114
°
、118
°
、120
°
等其他合理的角度值。
45.可以理解的是,架杆400的数量及分布方式并不局限于上述记载和附图所示,也可以设置成三根、四根等其他合理的数量,满足喷管的固定组装要求即可。
46.除上述优选实施例外,本发明还有其他的实施方式,本领域技术人员可以根据本发明作出各种改变和变形,只要不脱离本发明的精神,均应属于本发明权利要求书中所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。