1.本发明涉及磨削装置,该磨削装置具有:卡盘工作台,其隔着粘接带而对被加工物进行吸引保持;以及磨削单元,其具有对卡盘工作台所保持的被加工物进行磨削的磨削磨具。
背景技术:
2.在移动电话、个人计算机等中搭载有具有ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)等的器件芯片。这样的器件芯片通常是在对在正面侧形成有多个器件的硅晶片的背面侧进行磨削而薄化至规定的厚度之后,将硅晶片分割成器件单位而制造的。
3.另外,在显示器、照明装置等中搭载有led(light emitting diode:发光二极管)等芯片型的发光元件。芯片型的发光元件是通过在与硅晶片相比机械特性和热特性、化学稳定性等优异的蓝宝石基板的正面上形成多个发光元件之后,对蓝宝石基板的背面侧进行磨削,接着将蓝宝石基板分割成发光元件单位而制造的。
4.另外,在功率器件(电力用半导体元件)中搭载有具有功率mosfet(metal-oxide-semiconductor field-effect transistor:金属氧化物半导体场效应晶体管)、igbt(insulated gate bipolar transistor:绝缘栅双极型晶体管)等的器件芯片。
5.功率器件用的器件芯片例如使用电特性良好、绝缘破坏电场强度比硅晶片高的碳化硅(sic)基板。功率器件用的器件芯片是通过在对在正面侧形成有多个器件的sic基板的背面侧进行磨削之后,将sic基板分割成器件单位而制造的。
6.作为蓝宝石基板或sic基板,主要流通有直径为2英寸(约50.8mm)至4英寸(约100mm)的小径基板。该小径基板的直径比具有8英寸(约200mm)或12英寸(约300mm)的直径的一般的硅晶片的直径小。
7.对于这样的小径基板,为了防止搬送中的破损等,有时以多个小径基板隔着粘接带而被金属制的环状框架支承的框架单元的方式进行磨削、搬送等(例如参照专利文献1)。
8.但是,当由于磨削而产生的磨削屑附着于环状框架时,有可能导致利用搬送单元搬送环状框架时的搬送不良、或者使用带剥离装置从环状框架剥离粘接带时的剥离不良。
9.另外,附着于环状框架的磨削屑还有可能成为污染洁净室的尘埃。因此,可以考虑在磨削结束后,作业者通过手工作业擦拭环状框架而将磨削屑去除,但存在为了进行该作业而工时增加的问题。
10.专利文献1:日本特开2010-247311号公报
技术实现要素:
11.本发明是鉴于该问题点而完成的,其目的在于,提供能够省略通过手工作业将附着于环状框架的磨削屑去除的工序的磨削装置。
12.根据本发明的一个方式,提供磨削装置,其中,该磨削装置具有:卡盘工作台,其隔
着保护带对粘贴于该保护带的比开口部的内周缘靠内侧的位置的被加工物进行吸引保持,该保护带以覆盖环状框架的该开口部的方式粘贴于该环状框架的一面;磨削单元,其具有对该卡盘工作台所保持的该被加工物进行磨削的磨削磨具;以及框架清洗单元,其对该被加工物的磨削后的该环状框架的位于与该一面相反的一侧的另一面进行清洗。
13.优选的是,该框架清洗单元具有第1清洗部件和第2清洗部件中的任意清洗部件,该第1清洗部件能够与该环状框架的该另一面接触且具有柔软性,该第2清洗部件从该环状框架的该另一面的上方喷射气体和液体中的至少任意一种,使该第1清洗部件和该第2清洗部件中的任意清洗部件与由该卡盘工作台保持着该一面侧的该环状框架相对地移动,从而利用该框架清洗单元对该环状框架的该另一面进行清洗。
14.优选的是,该框架清洗单元还具有驱动机构,该驱动机构使该第1清洗部件和该第2清洗部件中的任意清洗部件在位于该卡盘工作台的正上方的清洗位置与位于比该卡盘工作台的外周部靠外侧的退避位置之间移动。
15.优选的是,该框架清洗单元具有该第1清洗部件,该框架清洗单元远离进行该被加工物的磨削的该卡盘工作台的磨削区域,与相对于该卡盘工作台进行该被加工物的搬出和搬入的搬入搬出区域相邻地设置。
16.优选的是,该第1清洗部件具有一个块状的海绵体、多个海绵体以及具有与该环状框架的该开口部的该内周缘的直径对应的内径的一个环状的海绵体中的任意一种。
17.优选的是,该框架清洗单元具有该第2清洗部件,该框架清洗单元远离进行该被加工物的磨削的该卡盘工作台的磨削区域,设置于进行该被加工物的清洗的清洗区域。
18.在本发明的一个方式的磨削装置中,能够利用框架清洗单元对环状框架的另一面进行清洗。因此,能够省略通过手工作业将附着于环状框架的磨削屑去除的工序。
附图说明
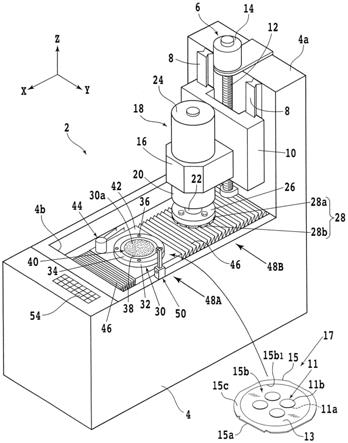
19.图1是第1实施方式的磨削装置的立体图。
20.图2的(a)是示出处于清洗位置的第1清洗部件的图,图2的(b)是示出处于退避位置的第1清洗部件的图。
21.图3是示出对环状框架进行清洗的情形的图。
22.图4的(a)是示出处于清洗位置的第1清洗部件的图,图4的(b)是示出处于退避位置的第1清洗部件的图。
23.图5的(a)是第1清洗部件的侧视图,图5的(b)是第1清洗部件的仰视图。
24.图6的(a)是第1清洗部件的侧视图,图6的(b)是第1清洗部件的仰视图。
25.图7是第2实施方式的磨削装置的立体图。
26.图8是清洗单元的放大图。
27.图9是示出对被加工物和环状框架进行清洗的情形的图。
28.标号说明
29.2、92:磨削装置;4、94:基台;4a:壁部;4b:开口;6:磨削进给单元;8:导轨;10:移动板;11:被加工物;11a:正面;11b:背面;13:保护带;12:滚珠丝杠;14:驱动源;16:固定部件;15:环状框架;15a:一面;15b:开口部;15b1:内周缘;15c:另一面;17:框架单元;18:磨削单元;18-1:粗磨削单元;18-2:精磨削单元;20:主轴壳体;22:主轴;24:旋转驱动源;26:磨轮
安装座;28:磨削磨轮;28a:磨轮基台;28b:磨削磨具;30:卡盘工作台;30a:保持面;30b:旋转轴线;32:框体;34:外周部;36:永久磁铁;38:倾斜部;40:中央部;42:罩工作台;44:厚度测量器;46:波纹状罩;48a:搬入搬出区域;48b:磨削区域;50、60、70、80:框架清洗单元;50a:基部;50b:臂;50c:旋转致动器(驱动机构);50d:第1清洗部件;50d1:正面;52a:清洗位置;52b:退避位置;54:操作面板;60a:气缸(驱动机构);60b:缸筒;60c:活塞杆;60d:第1清洗部件;70a:臂;70b:基部;70c:一面;70d:第1清洗部件;80a:臂;80b:基部;80c:一面;80d:第1清洗部件;96a、96b:盒载置台;98a、98b:盒;100:搬送机器人;102:对位机构;104:装载臂;106:转台;108:卸载臂;110:清洗单元(框架清洗单元);112a:旋转柱;112b:臂;112c:喷嘴(第2清洗部件);114:清洗水提供源;114a:清洗水(液体);116:空气提供源;116a:空气(气体);118:二流体;120:摆动机构(驱动机构);120a:清洗位置;120b:退避位置;a1:搬入搬出区域;a2:粗磨削区域(磨削区域);a3:精磨削区域(磨削区域);a4:清洗区域。
具体实施方式
30.参照附图对本发明的一个方式的实施方式进行说明。图1是第1实施方式的所谓手动式的磨削装置2的立体图。另外,在图1中,x轴方向(前后方向)、y轴方向(左右方向)以及z轴方向(磨削进给方向、铅垂方向)相互垂直。
31.磨削装置2具有对结构要素进行支承或收纳的基台4。在基台4的后方(x轴方向的一方)设置有沿着z轴方向延伸的壁部4a。在壁部4a上设置有磨削进给单元6。
32.磨削进给单元6具有沿着z轴方向的一对导轨8。各导轨8固定于壁部4a的前表面(x轴方向的另一侧的面)。在一对导轨8上以能够在z轴方向上滑动的方式安装有移动板10。
33.在移动板10的后表面(背面)侧设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有沿着一对导轨8配置的滚珠丝杠12。
34.在滚珠丝杠12的上端部连结有步进电动机等驱动源14,如果使驱动源14进行动作,则能够使移动板10沿着z轴方向上下移动。在移动板10的前表面(正面)侧借助固定部件16而固定有磨削单元18。
35.磨削单元18具有沿着z轴方向配置的圆筒状的主轴壳体20。在主轴壳体20中以能够旋转的方式收纳有圆柱状的主轴22的一部分。
36.在主轴22的上端部连结有伺服电动机等旋转驱动源24。主轴22的下端部从主轴壳体20向下方突出,在该下端部固定有圆盘状的磨轮安装座26的上表面侧。
37.在磨轮安装座26的下表面侧安装有圆环状的磨削磨轮28。磨削磨轮28具有圆环状的磨轮基台28a。磨轮基台28a的上表面与磨轮安装座26的下表面接触。
38.另外,在磨轮基台28a的下表面上沿着磨轮基台28a的周向以大致恒定的间隔固定有多个磨削磨具28b。磨削磨具28b例如是通过将金属、陶瓷、树脂等结合材料和金刚石、cbn(cubic boron nitride:立方氮化硼)等磨粒进行混合、成型、烧成等而制造的。
39.在磨削单元18的下方形成有长度部沿着x轴方向的矩形状的开口4b。在开口4b中配置有用于对被加工物11进行吸引保持的卡盘工作台30。卡盘工作台30具有圆盘状的框体32。
40.在框体32的外周部34沿着框体32的周向以大致恒定的间隔设置有多个永久磁铁36。永久磁铁36能够利用磁力吸引并保持后述的环状框架15。
41.在图1中,沿着框体32的周向设置有四个永久磁铁36,但永久磁铁36的个数只要为3个以上,则对其数量没有特别限定。另外,也可以代替永久磁铁36而设置电磁铁。
42.另外,在环状框架15的一面15a侧由绝缘材料形成的情况下,也可以代替永久磁铁36而设置能够利用库仑力对绝缘材料进行吸引保持的静电卡盘。
43.在框体32的外周部34的内侧形成有具有与圆锥台的侧面对应的形状的倾斜部38,在框体32的径向上比倾斜部38靠中心侧的位置形成有比外周部34向上方突出的圆形的中央部40(参照图3)。
44.在中央部40形成有圆盘状的凹部(未图示),在凹部中固定有由多孔陶瓷形成的圆盘状的多孔质板(参照图1)。在框体32中形成有一端与真空泵等吸引源(未图示)连接的流路(未图示)。
45.另外,该流路的另一端与凹部的底面连接,当使吸引源进行动作时,向多孔质板的上表面传递负压。因此,多孔质板的上表面作为卡盘工作台30的保持面30a而发挥功能。
46.这里,参照图1对保持面30a所吸引保持的被加工物11等进行说明。第1实施方式的被加工物11具有2英寸(约50.8mm)至4英寸(约100mm)的直径。
47.在被加工物11的正面11a侧粘贴有直径比被加工物11大的保护带13。第1实施方式的保护带13具有基材层和粘接层(糊层)的层叠构造,但保护带13也可以不具有粘接层。
48.在保护带13不具有粘接层的情况下,保护带13由基材层构成,通过在被加工物11的正面11a侧压接(例如热压接)基材层,在被加工物11上粘贴保护带13。
49.在保护带13的外周部粘贴有由金属形成的环状框架15的一面15a,环状框架15的开口部15b被保护带13覆盖。保护带13的粘接层在开口部15b露出。
50.在比开口部15b的内周缘15b1靠内侧的粘接层上粘贴有多个被加工物11各自的正面11a侧,被加工物11的背面11b侧与环状框架15的另一面15c一起露出。
51.多个被加工物11、保护带13以及环状框架15构成框架单元17,各被加工物11隔着保护带13而被环状框架15支承。
52.在卡盘工作台30的下部连结有电动机等旋转驱动源(未图示)。旋转驱动源能够使卡盘工作台30绕与z轴方向大致平行的旋转轴线30b高速旋转(参照图3)。
53.在旋转驱动源的下部固定有移动板(未图示)。该移动板能够通过未图示的x轴移动机构沿着x轴方向移动。x轴移动机构例如是滚珠丝杠机构。
54.在卡盘工作台30与旋转驱动源之间设置有俯视矩形状的罩工作台42。在罩工作台42上设置有接触式的厚度测量器44。另外,在罩工作台42的x轴方向的两侧设置有能够伸缩的波纹状罩46。
55.当使x轴移动机构进行动作时,卡盘工作台30与罩工作台42一起沿着x轴方向移动。具体而言,卡盘工作台30在供框架单元17(被加工物11)搬入和搬出的搬入搬出区域48a与进行被加工物11的磨削的磨削区域48b之间移动。
56.搬入搬出区域48a从磨削区域48b分离规定距离,位于开口4b的前方。在相对于配置在搬入搬出区域48a中的卡盘工作台30沿y轴方向相邻的位置设置有用于对环状框架15进行清洗的框架清洗单元50。
57.这里,参照图2的(a)和图2的(b)对框架清洗单元50进行说明。框架清洗单元50具有长方体状的基部50a。在基部50a的上端部借助旋转致动器(驱动机构)50c而设置有臂
50b。
58.在本实施方式中,使用由空气驱动的叶片型的旋转致动器50c,但也可以代替旋转致动器50c而采用其他机构。在旋转致动器50c上以能够在y-z平面内以规定的角度范围进行旋转的方式连结有臂50b的基端部。
59.在臂50b的前端部固定有第1清洗部件50d。第1清洗部件50d由对于环状框架15具有柔软性的材料形成。第1实施方式的第1清洗部件50d由合成树脂、海绵等海绵体形成。
60.但是,第1清洗部件50d只要柔软至不削除环状框架15的另一面15c的程度且能够将附着于另一面15c的磨削屑等去除,则也可以是由树脂、橡胶等形成的刮板、刮刀等,还可以是刷子、扫帚、毛刷、无纺布等。
61.另外,像海绵、无纺布等那样,在第1清洗部件50d由能够吸收纯水等液体的材料形成的情况下,也可以设置向第1清洗部件50d提供液体的液体提供装置(未图示)。
62.液体提供装置例如具有向第1清洗部件50d喷射液体的喷嘴,该喷嘴设置于框架清洗单元50。另外,例如,液体提供装置具有包含暂时浸渍第1清洗部件50d的液体的容器,该容器设置于罩工作台42。
63.如图2的(a)所示,当旋转致动器50c使臂50b以与z轴方向大致垂直的方式旋转移动时,第1清洗部件50d移动至位于外周部34的正上方的清洗位置52a。
64.图2的(a)是示出处于清洗位置52a的第1清洗部件50d的图。在第1清洗部件50d处于清洗位置52a时,第1清洗部件50d的正面50d1被定位于能够与卡盘工作台30所保持的环状框架15的另一面15c接触的高度。
65.在使第1清洗部件50d与环状框架15的另一面15c接触的状态下,如果使第1清洗部件50d和环状框架15相对地移动,则能够自动地清洗附着于另一面15c的磨削屑。
66.在本实施方式中,通过使卡盘工作台30进行旋转,利用第1清洗部件50d对环状框架15的另一面15c进行清洗。这样,能够自动地清洗另一面15c,因此能够省略通过手工作业去除磨削屑的工序。
67.另外,当旋转致动器50c使臂50b以与z轴方向大致平行的方式旋转移动时,第1清洗部件50d配置于比卡盘工作台30的外周部34靠外侧的退避位置52b(参照图2的(b))。
68.与图1相同,图2的(b)是示出处于退避位置52b的第1清洗部件50d的图。当然,在第1清洗部件50d处于退避位置52b时,第1清洗部件50d的正面50d1无法与环状框架15的另一面15c接触。
69.返回图1,对磨削装置2的其他结构要素进行说明。在基台4的前方的端部设置有用于供操作者输入磨削条件等的操作面板54。另外,在磨削装置2中设置有对磨削进给单元6、磨削单元18、x轴移动机构、卡盘工作台30以及框架清洗单元50等的动作进行控制的控制部(未图示)。
70.控制部例如由计算机构成,该计算机包含:以cpu(central processing unit:中央处理单元)为代表的处理器(处理装置);dram(dynamic random access memory:动态随机存取存储器)、sram(static random access memory:静态随机存取存储器)、rom(read only memory:只读存储器)等主存储装置;以及闪存、硬盘驱动器、固态驱动器等辅助存储装置。
71.在辅助存储装置中存储有包含规定的程序的软件。通过按照该软件使处理装置等
进行动作,实现控制部的功能。接着,对利用框架清洗单元50对环状框架15的另一面15c进行清洗的步骤的一例进行说明。
72.首先,操作者确认第1清洗部件50d处于退避位置52b,以背面11b和另一面15c朝向上方的方式将框架单元17载置在配置于搬入搬出区域48a的卡盘工作台30上(搬入工序)。
73.然后,在隔着保护带13而利用保持面30a对被加工物11进行吸引保持,利用永久磁铁36对环状框架15的一面15a侧进行吸引保持之后,x轴移动机构使卡盘工作台30向磨削区域48b移动(移动工序)。
74.在移动工序之后,一边使卡盘工作台30和磨削磨轮28向规定的方向高速旋转,并且利用厚度测量器44对被加工物11的厚度进行测量,一边利用磨削进给单元6使磨削单元18以规定的进给速度下降。当磨削磨具28b与被加工物11的背面11b侧接触时,对背面11b侧进行磨削(磨削工序)。
75.在磨削工序中,一边向磨削磨具28b提供纯水等磨削水,一边对被加工物11进行磨削。因此,包含磨削屑的磨削水飞散,磨削屑、磨削水等附着于环状框架15的另一面15c。
76.在将各被加工物11磨削至规定的厚度之后,使磨削单元18上升。接着,利用第1清洗部件50d对另一面15c进行清洗(清洗工序)。在清洗工序中,首先,使卡盘工作台30向搬入搬出区域48a移动,使第1清洗部件50d移动至清洗位置52a。
77.由此,第1清洗部件50d的正面50d1与环状框架15的另一面15c接触。在该状态下,通过使卡盘工作台30绕旋转轴线30b进行旋转,使环状框架15和框架清洗单元50沿着另一面15c相对地移动,利用第1清洗部件50d对另一面15c进行清洗(参照图3)。
78.图3是示出对环状框架15进行清洗的情形的图。在第1实施方式的清洗工序中,将第1清洗部件50d的位置固定,使卡盘工作台30进行旋转,由此利用第1清洗部件50d对另一面15c进行清洗。
79.这样,在第1实施方式中,能够利用第1清洗部件50d自动地清洗环状框架15的另一面15c。因此,能够省略通过手工作业将附着于环状框架15的磨削屑去除的工序。
80.另外,在上述的液体提供装置具有喷射液体的喷嘴(第2清洗部件)的情况下,该喷嘴也可以不直接向第1清洗部件50d提供液体而直接向环状框架15的另一面15c提供液体。该喷嘴以能够通过旋转致动器50c移动的方式安装于臂50b。
81.在搬入搬出区域48a中,如果一边从喷嘴向环状框架15的另一面15c喷射液体,一边使卡盘工作台30相对于喷嘴进行旋转,则能够清洗环状框架15的另一面15c。该喷嘴能够代替第1清洗部件50d或者与第1清洗部件50d一起设置。
82.(第1变形例)接着,对第1实施方式的各种变形例进行说明。图4的(a)和图4的(b)示出第1变形例的框架清洗单元60。第1变形例的框架清洗单元60不具有旋转致动器而具有气缸(驱动机构)60a。
83.在缸筒60b中以能够进退的方式收纳有活塞杆60c的一部分。在活塞杆60c的前端部固定有第1清洗部件60d。第1清洗部件60d是与第1清洗部件50d相同的一个块状的海绵体,因此省略说明。
84.活塞杆60c配置成长度方向与z轴方向大致垂直,在清洗位置52a(参照图4的(a))与退避位置52b(参照图4的(b))之间移动。图4的(a)是示出在第1变形例中处于清洗位置52a的第1清洗部件60d的图。
85.在第1清洗部件60d处于清洗位置52a时,第1清洗部件60d位于卡盘工作台30的外周部34的上方,第1清洗部件60d的正面60d1与环状框架15的另一面15c接触。
86.图4的(b)是示出在第1变形例中处于退避位置52b的第1清洗部件60d的图。在第1清洗部件60d处于退避位置52b时,第1清洗部件60d位于比卡盘工作台30的外周部34靠外侧的位置,正面60d1不与另一面15c接触。
87.(第2变形例)图5的(a)和图5的(b)示出第2变形例的框架清洗单元70。框架清洗单元70具有臂70a,在臂70a的前端部固定有圆环状的基部70b的一部分。
88.基部70b的一面70c具有与另一面15c大致相同或比另一面15c大的面积。例如,基部70b的内径与环状框架15的内周缘15b1的直径大致相同,但基部70b的外径与另一面15c的最外周的直径大致相同。
89.另外,在基部70b的一面70c上固定有环状的第1清洗部件70d,该第1清洗部件70d具有与基部70b大致相同的形状。第1清洗部件70d是一个环状的海绵体,由与第1清洗部件50d相同的材料形成。
90.在第1清洗部件70d处于清洗位置52a时,第1清洗部件70d的正面70d1与环状框架15的另一面15c接触,但在第1清洗部件70d处于退避位置52b时,正面70d1不与另一面15c接触。
91.图5的(a)是第2变形例中的第1清洗部件70d的侧视图,图5的(b)是第2变形例中的第1清洗部件70d的仰视图。
92.另外,使臂70a在清洗位置52a与退避位置52b之间移动的驱动机构可以是图2的(a)和图2的(b)所示的旋转致动器,也可以是图4的(a)和图4的(b)所示的气缸。
93.(第3变形例)图6的(a)和图6的(b)示出第3变形例的框架清洗单元80。框架清洗单元80与框架清洗单元70同样地具有臂80a和基部80b。
94.但是,在基部80b的一面80c上离散地配置有多个第1清洗部件80d。这方面与第2变形例不同,但其他方面相同。各第1清洗部件80d是具有与圆环状的基部70b的径向的宽度大致相等的直径的圆盘状的海绵体。
95.在第1清洗部件80d处于清洗位置52a时,各第1清洗部件80d的正面80d1与环状框架15的另一面15c接触,但在第1清洗部件80d处于退避位置52b时,任意的正面80d1均不与另一面15c接触。
96.图6的(a)是第3变形例中的第1清洗部件80d的侧视图,图6的(b)是第3变形例中的第1清洗部件80d的仰视图。在第1至第3变形例中,如在第1实施方式中所说明的那样,也能够自动地清洗环状框架15的另一面15c。
97.接着,参照图7至图9对第2实施方式进行说明。图7是第2实施方式的磨削装置92的立体图。磨削装置92是所谓的全自动式,通过磨削装置92自动地进行被加工物11的搬入、磨削、清洗以及搬出。
98.在磨削装置92的基台94的前方设置有盒载置台96a、96b。在配置在盒载置台96a上的盒98a中收纳有一个以上的框架单元17(被加工物11)。
99.盒98a中的框架单元17通过搬送机器人100而被搬送至对位机构102,然后,通过装载臂104而被搬入至配置于基台94的后方侧的转台106。
100.在转台106上沿着转台106的周向以大致恒定的间隔离散地配置有三个卡盘工作
台30。一个卡盘工作台30配置于最靠近装载臂104的搬入搬出区域a1。
101.另外,另一个卡盘工作台30配置于粗磨削单元18-1的正下方的粗磨削区域a2,又一个卡盘工作台30配置于精磨削单元18-2的正下方的精磨削区域a3。
102.被搬入至搬入搬出区域a1的卡盘工作台30的被加工物11在粗磨削区域a2中被粗磨削,接着,在精磨削区域a3中实施了精磨削之后,返回至搬入搬出区域a1。另外,被加工物11的移动通过转台106的旋转来进行。
103.然后,该被加工物11通过卸载臂108而从搬入搬出区域a1的卡盘工作台30被搬入至位于比转台106靠前方的位置的清洗单元(框架清洗单元)110。
104.清洗单元110远离粗磨削区域a2和精磨削区域a3(均为磨削区域),设置于进行被加工物11的清洗的清洗区域a4。清洗单元110是所谓的旋转清洗装置,但本实施方式的清洗单元110除了对磨削后的被加工物11进行清洗以外,还对环状框架15进行清洗。
105.图8是清洗单元110的放大图。另外,在图8中,用框图示出结构要素的一部分。清洗单元110具有在外周部34设置有多个永久磁铁36的上述卡盘工作台30。
106.在清洗单元110的卡盘工作台30的底部连结有电动机等旋转驱动源(未图示)。旋转驱动源使卡盘工作台30绕与z轴方向大致平行的旋转轴线30b(参照图3)进行旋转(参照图9)。
107.在旋转驱动源的底部连结有用于使卡盘工作台30在z轴方向上升降的升降机构(未图示)。在卡盘工作台30的侧部设置有与z轴方向大致平行地配置的圆筒状的旋转柱112a。
108.在旋转柱112a的上端部的侧部以与旋转柱112a垂直的方式连结有臂112b,在臂112b的前端部以朝向下方的方式设置有喷嘴(第2清洗部件)112c。
109.在旋转柱112a和臂112b中形成有提供纯水等清洗水(液体)114a的第1流路(未图示)以及提供空气(气体)116a的第2流路(未图示)。
110.第1流路与清洗水提供源114连接。清洗水提供源114具有贮存清洗水114a的贮存槽(未图示)和用于从贮存槽向第1流路提供清洗水114a的泵等。
111.第2流路与空气提供源116连接。空气提供源116具有对空气116a进行压缩的压缩机(未图示)、贮存压缩后的空气116a的空气罐(未图示)以及由电磁阀构成的空气阀等。
112.提供至第1流路的清洗水114a和提供至第2流路的空气116a在喷嘴112c中混合,成为二流体118而从喷嘴112c向下方喷射(参照图9)。
113.在旋转柱112a的下端部连结有包含用于使喷嘴112c在规定的范围内摆动的电动机等的摆动机构(驱动机构)120。
114.摆动机构120使喷嘴112c在卡盘工作台30的正上方、在位于从保持面30a的中心至外周部34的圆弧状的路径(规定的范围)的清洗位置120a摆动(参照图8、图9)。
115.这样,摆动机构120在被加工物11和环状框架15的清洗时将喷嘴112c配置于清洗位置120a。此外,在不进行清洗的情况下,摆动机构120使喷嘴112c移动至位于比卡盘工作台30的外周部34靠外侧的上方的退避位置120b(参照图9)。
116.在搬入工序至磨削工序之后,进行清洗工序。在清洗工序中,利用保持面30a隔着保护带13而对多个被加工物11进行吸引保持,并且利用多个永久磁铁36对环状框架15的一面15a侧进行吸引保持。
117.然后,一边使卡盘工作台30进行旋转,并且使喷嘴112c沿着上述圆弧状的路径摆动,一边向下方喷射二流体118。由此,对分别向上方露出的各被加工物11的背面11b和环状框架15的另一面15c进行清洗。
118.在清洗工序中,环状框架15的另一面15c在x-y平面内进行旋转,喷嘴112c也沿着另一面15c所在的x-y平面进行摆动。图9是示出对被加工物11和环状框架15进行清洗的情形的图。
119.另外,虽然与二流体118相比清洗力降低,但也可以停止空气提供源116而仅从喷嘴112c喷射清洗水114a,还可以停止清洗水提供源114而仅从喷嘴112c喷射空气116a。
120.另外,也可以适当地组合二流体118、清洗水114a以及空气116a中的两种以上。清洗工序后的框架单元17通过搬送机器人100而从清洗单元110被搬送至载置于盒载置台96b的盒98b。
121.在第2实施方式中,也能够利用喷嘴(第2清洗部件)112c自动地清洗环状框架15的另一面15c。因此,能够省略通过手工作业将附着于环状框架15的磨削屑去除的工序。
122.除此以外,上述实施方式的构造、方法等能够在不脱离本发明的目的的范围内进行适当变更来实施。例如,在第2实施方式中,也可以代替永久磁铁36而使用电磁铁或静电卡盘。
123.另外,被加工物11不限定于2英寸至4英寸的小型的蓝宝石基板或sic基板。一个框架单元17也可以仅具有8英寸至12英寸的一个被加工物11。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。