1.本发明涉及一种用于连续处理粉末产品的系统的粉末混合器,该粉末混合器包括水平的混合管,该混合管具有用于待在混合管中混合的粉末产品的至少一个入口,并且具有用于排出已混合的粉末产品的至少一个出口。本发明还涉及用于粉末产品连续处理系统的供给和混合系统以及涉及粉末产品连续处理系统。
背景技术:
2.固体剂型或口服固体剂型(osd),例如片剂或胶囊,可以在例如压片机中生产,例如旋转式压片机,或胶囊填充机。在连续生产线中,例如至少一种活性药物成分(api)和至少一种赋形剂的粉末混合物通过混合装置连续提供并供给至例如压片机或胶囊填充机。在混合装置中待混合的粉末产品可以在连续生产线的入口处连续地提供。可以提供供给和定量装置以用于供给和定量给料待处理的成分。与其中使用额外的装置和处理步骤(例如干法或湿法造粒机和可能的干燥器)的造粒过程相反,这种生产过程也称为直接处理,或者特别是关于压片机,称为直接压缩处理,以改进不适合直接处理的产品的加工性(例如流动性或可压缩性),或者避免产品混合物的分离。
3.用于连续生产固体剂型的系统和方法例如从ep2427166b1或ep3013571a1中已知。
4.所述类型的系统通常包括用于将不同的粉末产品供给到粉末混合器并将粉末产品混合成产品混合物的供给和混合系统,所述产品混合物随后在用于连续处理粉末产品的系统的生产机器中被处理。实际上,通常提供具有多于两个供给器的多于两个供给和定量装置,因为通常多于两种粉末产品应在粉末混合装置中共混,例如一种或多种活性药物成分(api)、一种或多种赋形剂和/或一种或多种润滑剂。
5.对于用于连续处理粉末产品的系统,粉末混合器是已知的,其包括水平混合管。所述管具有至少一个入口,用于在混合管中混合不同的粉末产品。为了混合,混合装置布置在混合管中,例如混合螺杆,该混合螺杆通过相应的驱动器(例如电动机)绕其纵向轴线旋转。随后将混合的产品混合物经由粉末混合器的出口排出。
技术实现要素:
6.本发明的目的是提供一种粉末混合器、一种供给和混合系统、以及一种用于连续处理粉末产品的系统,其提供了关于不同混合过程的高灵活性,并且同时实现了最佳的混合均匀性和同质性。
7.本发明通过根据权利要求1的粉末混合器实现了上述目的。本发明还通过根据权利要求17的供给和混合系统以及根据权利要求18的用于连续处理粉末产品的系统实现了上述目的。在从属权利要求、说明书和附图中给出了有利的实施例。
8.对于上述类型的粉末混合器,本发明实现了该目的,因为在混合管中,至少两个混合装置沿着混合管的纵向轴线相继地布置,并且因为提供至少两个致动器,以用于彼此不同地、优选彼此独立地致动所述至少两个混合装置。
9.本发明的粉末混合器混合粉末产品以在相应的系统中进行处理。在该系统中,例如可以生产固体剂型。固体剂型可以特别是口服固体剂型(osd)。它们可以由例如通过系统入口供给到系统中的干粉产品来生产。本发明的粉末混合器也可以供给例如造粒机。本发明可以涉及直接处理系统。特别是在包括压片机的系统中,这也被称为直接压缩系统。在粉末混合器中,粉末产品(例如一种或多种活性药物成分(api)、一种或多种赋形剂和/或一种或多种润滑剂)被混合,优选连续地混合。粉末混合器可以是连续粉末混合器,并且可以例如是干粉混合器。因此,在粉末混合器中产生的产品混合物可以是干粉产品混合物。干粉产品混合物可以是非粘结的干粉产品混合物或粘结的干粉混合物(通过干燥附聚、或干燥聚集、或干燥造粒方法粘结)。粉末混合器还可包括液体添加剂,例如少量液体添加剂,从而还具有干燥附聚过程和/或干燥聚集过程和/或干燥造粒过程,例如水分激活的干燥造粒过程。这样,通过将干粉混合过程与干燥附聚和/或干燥聚集和/或干燥造粒过程结合、以便不仅产生干粉混合物而且增加混合物的粒度而不需要使用具有其不利的必需干燥处理步骤的湿法造粒过程的方式,实现甚至更有利的灵活性。增加的粒度又可以改善干粉混合物的品质,如增加的流动性、防止在混合器或混合传送器或后续处理步骤中的分离、较少的粉尘、减小由定量和混合系统的粉尘提取系统、压片机或胶囊填充机器引起的产品损失。直接在混合步骤之后,固体剂型可以在生产机器中连续生产,例如通过在压片机中压缩粉末产品来生产片剂。此外,在粉末混合器中产生的产品混合物可以被供给到造粒机(例如湿法造粒机),或供给到中间散装容器(ibc)。本发明的粉末混合器、本发明的供给和混合系统、以及本发明的用于处理粉末产品的系统可以是连续系统。这包括本发明系统中包括的处理步骤的间歇处理部件的可能性。
10.粉末混合器可以是任何类型的例如连续操作的混合装置,其中进料和出料优选地是连续的产品流。这包括间歇处理部件或处理步骤的可能性,如本发明的系统和方法中包括的快速间歇处理部件或处理步骤。这可以例如包括小批量混合或小批量混合器。混合装置的一个或多个入口可以设置在混合管的上侧处。出口可以设置在混合管的下侧处。然而,在混合管的一侧提供入口和/或出口也是可行的。
11.本发明的粉末混合器具有基本上水平的混合管,即当粉末混合器被安装用于操作时,其纵向轴线基本上沿着水平线延伸的管。混合管的基本水平设置是指混合管的正常或稳定操作状态。混合管可以是可移动的,使得例如在操作的启动阶段期间,混合管可以是倾斜的以便在操作开始时改善粉末混合物的混合均匀性和/或同质性。同样,混合器管也可以例如在操作的停机阶段期间向下倾斜(decline),以确保在操作结束时更好地排空混合器管。在混合管中混合不同的粉末产品。
12.根据本发明,至少两个混合装置沿着混合管的纵向轴线相继地布置在混合管中,从而限定了沿混合管的纵向方向相继布置的至少两个混合区。至少两个致动器被设置用于彼此不同地、优选彼此独立地致动所述至少两个混合装置。所述至少两个致动器可以例如包括用于以不同的速度和/或混合强度致动所述至少两个混合装置的致动器。例如,如果致动器中的一个是用于驱动两个混合装置的驱动器,并且一个致动器是用于为两个共同受驱动的混合装置提供不同速度的齿轮,则这种不同的致动可以具有固定关系。这种齿轮可以是可调节的或可互换的,以在两个混合装置的速度之间提供不同的关系。然而,为了更好的可调节性,例如也在生产过程期间,优选的是,所述至少两个致动器被设计成彼此独立地致
动所述至少两个混合装置。为此,所述至少两个致动器可以是用于彼此独立地驱动所述至少两个混合装置的至少两个驱动器。粉末混合器可包括控制单元,该控制单元设计成至少控制混合装置的致动器和粉末混合器的操作。例如,可以基于传感器的测量结果来执行该控制,所述传感器检测混合物的某些限定的操作参数和/或某些品质属性,例如致动器的速度、或由致动器产生的扭矩、或混合粉末在混合器管内部的平均停留时间、或在混合器管内部或在混合器管的出口处测量的混合物均匀性、或混合器内部的粉末质量或混合物的均匀性。
13.致动器可以引起旋转运动,例如电、电磁、磁致伸缩(magnetostrictive)、压电或气动旋转马达,或者致动器可以引起线性运动,例如电、电磁、磁致伸缩、压电或气动线性马达。旋转运动可以是连续的。旋转运动还可以包括叠加在连续运动上的旋转运动的振动,以进一步改善混合均匀性。当在粉末混合器中使用时,线性运动可以是振动线性运动,也被称为线性振动,其在混合管中产生粉末的净向前运动,同时产生混合动作。
14.本发明的粉末混合器在混合过程方面提供了高灵活性。通过单独地控制例如两个相继布置的混合装置的旋转速度和/或通过为每个相继布置的混合轴选择例如不同的混合叶片构造,可以灵活地并且以目标方式选择期望的混合过程。这样,可以针对不同的过程,特别是不同的粉末产品优化混合性能。这通过在混合管中提供两个同轴的并且沿着混合管的纵向轴线相继布置的混合区来实现。可以实现所有混合成分的均匀分布和分散,以保证最佳的混合均匀性和均一性。例如,根据本发明,布置在粉末混合器上游、将粉末产品供给到混合器中的供给器的潜在的供给波动(其将不利地影响混合均匀性)可以被最优地抵消并因此被抑制。粉末混合器的一个通用设计适用于宽范围的混合过程,特别是具有各种特性的成分的混合过程。可以以灵活的方式优化混合结果,例如通过在第二混合区中提供入口端口,以及通过调节第二混合区的操作参数。
15.混合过程最好首先由高剪切混合过程构成,该过程破碎单一成分的附聚物并确保单一成分的良好分散。在第一步中,将各个粉末成分的小附聚物切碎,以确保在颗粒级别上均匀混合。该第一步骤之后是作为第二步骤的低剪切混合过程,其确保单一成分良好分布到粉末混合物中。在第二步骤中,粉末部分地来回移动以确保将不同材料供给到粉末混合器的供给器的供给可变性是均匀的。仅通过获得单一成分的良好分散和良好分布两者,就能达到目标最佳粉末均匀性。在第三步中,再次可以引入更高的剪切,不是在单一成分上产生分散而是在干粉混合物上产生干燥附聚物或干燥聚集物或干燥颗粒,没有或有少量液体添加,但没有不利的干燥步骤。
16.通过在根据本发明的混合管中相继地设置两个混合装置,可以最有利地实现这种最佳混合过程。例如,可以选择用于第一高剪切混合过程的最佳操作参数,如混合器轴和混合器轴上的切割叶片的高旋转速度,以破碎附聚物。甚至更有利地,具有形成附聚物倾向的成分可以计量加入到混合器管的第二入口中,并且切割叶片可以位于入口端口下方。通过该实施方案,可以避免另外需要去附聚的粉末研磨机。第二混合装置可具有对于第二混合步骤最佳的操作参数,如低剪切混合过程(如混合器轴的较低旋转速度),或高剪切附聚或聚集或造粒步骤(如混合器轴和销的较高旋转速度或适合于干燥附聚或干燥聚集或干燥造粒的任何其它桨叶几何形状)。通过根据本发明将两个混合装置连续地添加到一个混合器管中,可以获得更简单的机械构造,具有更坚固的设计,具有更低的技术风险和更低的成
本。这还避免了独立混合器彼此之间的不利连接,这种混合器连接具有分层的风险。
17.根据一个实施例,所述至少两个混合装置可以包括至少两个混合轴,所述至少两个混合轴通过所述至少两个致动器围绕其纵向轴线旋转。所述至少两个混合轴沿着或平行于混合管的纵向轴线布置,特别地,相继地沿着混合管的纵向轴线布置。所述至少两个混合轴还可以各自包括用于混合粉末产品的混合叶片。因此,所述两个混合装置可以是混合螺杆。利用这些实施例,可以实现特别好的和均匀的混合结果。
18.混合螺杆可以具有不同的叶片形状、取向和/或位置,以便使混合装置最佳地适应特定的混合过程。这在为给定的粉末制剂精确地实现所需的混合过程方面提供了高灵活性。为了进一步使灵活性最大化,至少一些叶片可关于它们的形状、取向和/或位置而适应性调整。
19.根据另一实施例,所述至少两个混合轴同轴布置。该实施例对所需的混合过程产生特别小的干扰。
20.所述至少两个混合轴还可以在它们的彼此面对的端部处支撑在彼此上,例如在混合管的中间。例如,轴承或衬套可以设置在两个混合轴的相交处,以将两个混合轴支撑在彼此上。所述至少两个混合轴可以优选地被布置成在相反的方向上旋转。通过将至少两个混合轴支撑在彼此上,它们不需要在它们的面向彼此的端部处支撑在混合管上,例如在混合管的中间。在混合管上的所述支撑具有不希望的粉末积聚的风险,并因此产生不利的混合结果。
21.根据另一实施例,所述混合轴可以是中空的,并且中心杆可以插入到所述两个混合轴中以将所述两个混合轴彼此支撑。中心杆不需要通过轴承连接到混合轴,而是可以浮在两个混合轴中。通过避免两个混合装置的不同元件的连接,可以实现更容易和快得多的拆卸,这是混合装置的清洁所需要的。通过避免诸如轴承和密封件的部件,可以获得更容易和更好的清洁,所述密封件通常需要将轴承相对于粉末产品密封,并且也难以清洁。粉末混合器部件的更快拆卸和更容易清洁又使得能够更快地从一种粉末混合物切换到另一种粉末混合物。
22.通过使两个混合轴彼此支撑,不需要从混合轴到固定混合管的固定支撑元件,如支撑托架、支撑杆等。已知在混合轴和混合管之间的任何固定元件都可能导致粉末堆积和随后的粉末移动,这可能导致粉末混合物的不均匀性和不均质性。此外,在混合轴和混合管之间的任何固定元件都可能对粉末产品的良好分散和分布具有不利影响。
23.根据另一个实施例,使混合过程中的灵活性最大化,所述至少两个致动器可以被设计成彼此不同地、优选彼此独立地致动所述至少两个混合轴的转速和/或旋转方向。
24.根据另一个使灵活性最大化的实施例,至少一个混合轴可以是可配置的和/或可移除的,以便用不同的混合轴替换。可配置的可以意味着例如可以移除混合叶片或者可以适配它们的位置和/或取向。例如通过提供快速释放连接,使得至少一个混合轴容易地用不同的混合轴替换,这进一步增加了可以利用粉末混合器实施的混合过程的范围。
25.根据另一实施例,使灵活性最大化,混合器管可以是可移除的,以便用不同直径的不同混合器管替换。而且,第一和/或第二混合装置(例如第一和/或第二混合轴)可以被移除,以用不同的第一和/或第二混合装置(例如第一和/或第二混合轴)来替换。粉末混合器的任何部件(例如混合管和/或第一和/或第二混合装置)可以被布置成容易移除和更换,而
不需要工具,从而允许容易更换和容易清洁或维护。
26.通过使用例如更大直径的混合轴以及因此更大的混合管直径,对于给定的旋转速度可以获得更高的混合器叶片末端速度。更高的混合器叶片末端速度可以改善粘性粉末成分的解聚和并因此分散到粉末混合物中。更高的混合器叶片末端速度也可以改善粉末混合物的干燥附聚、或干燥聚集、或干燥粒化。通过本发明,非常容易使用两种不同的混合管直径。当对于某种粉末混合物,单一成分的分散需要改进时,可以使用第一混合装置的较大直径,以便在第二混合装置之前首先获得期望的粉末分散。当对于某些粉末混合物,干燥附聚、或干燥聚集、或干燥造粒是有利的时,可以使用第二混合装置的更大直径,以获得所需的粒度,在第一混合装置后,增加干粉混合物的粘合。通过使用较小直径的混合管和相应的较小直径的混合轴,可以获得粉末混合物的较小的滞留体积和相应的滞留质量(以kg计),这提供了较小的通过量(以kg/min计),同时保持所需的停留时间(以min计),以确保良好的粉末混合品质。较小体积的混合装置具有额外的优点,即,在生产活动结束时,由于粉末残留在混合装置内表面上并且通常残留在混合装置底侧中而导致的产品损失较小。这又使得混合装置特别适合于处理少量的粉末混合物(如在制剂开发和临床生产、孤儿药品制造和未来趋向的个性化药物制造中通常需要的),其中少量的产品损失是必需的。通过使用根据本发明的彼此相继布置的2个混合装置,非常容易使用两种不同混合管直径的最佳组合,以获得上述优点。
27.在用于连续混合的现有技术系统中,已经建议在混合器的出口处使用堰(weir)以执行从空的混合器的受控且更快的启动。首先,当堰打开时,填充混合器直到达到混合器内部的期望的粉末质量。这缩短了时间,并且减少了当用空的混合器开始时所需的粉末量,直到实现均匀的混合。两个混合装置的优点在于,第二混合装置可以沿相反方向旋转,从而用作使粉末远离出口直到达到混合器内部的期望粉末质量的堰。其次,在连续操作期间,也可以通过独立地调节第二混合轴的速度来控制第二混合装置内的粉末的质量(mass)。由此在第二混合装置中可调节的粉末质量对于该过程是有利的,因为第二混合装置内的粉末量决定了低剪切混合的量。
28.根据另一实施例,所述至少两个混合装置中的第一混合装置可布置在所述至少两个混合装置中的第二混合装置的上游,并且在所述第一混合装置和所述第二混合装置之间和/或在所述第二混合装置的下游,可调节的溢流装置可布置在所述混合管中,以允许可调节质量的粉末产品流过所述溢流装置。一个或多个溢流装置可以是例如一个或多个堰或一个或多个溢流板或一个或多个溢流阀。可以提供一个或多于一个的合适的致动器(例如驱动器)以致动溢流装置,例如一个或多个堰或一个或多个溢流板或一个或多个溢流阀。利用这种溢流装置,可以独立于混合轴速度调节质量。通常,较快的混合轴速度(例如当总平均桨叶角向前时)将使粉末停留时间较短,从而对于给定的粉末质量流量,在混合器中的粉末质量较小。一个或多个可调节的溢流装置允许高的混合轴速度、和对粉末混合物产生的高剪切力和/或高冲击,同时仍然能够调节粉末质量足够高。这种溢流装置不仅可以在生产过程的启动时使用,而且可以在打开和关闭状态下间歇地使用,例如用于小批量混合等。例如,溢流装置可包括至少一个溢流板,优选地至少两个溢流板,其中至少一个溢流板是可旋转的,并且其中要流过溢流装置的粉末产品的质量可通过旋转所述至少一个溢流板来调节。当然,如果提供多于一个溢流板,两个或所有溢流板同样可以是可旋转的。这种溢流板
(一个或多个)可以例如具有半圆形形状。因此,可以提供两个可调节的溢流板,这两个溢流板在混合管中的相同位置处彼此前后定位和/或彼此抵靠定位。这种双板执行方式可以用作可调节的溢流板和粉末截止阀,利用其可以完全切断粉末流。例如,可以使用半圆板作为溢流板。当彼此相对旋转时,这两个半圆可以变成一个整圆的板,从而有效地关闭混合器管。
29.如已经解释的,本发明的粉末混合器适于连续生产过程。然而,本发明的粉末混合器还具体适合于半连续或甚至非连续的生产过程。例如,本发明的粉末混合器非常适合于小批量混合。当以半连续或小批量模式使用本发明的粉末混合器时,混合管和/或混合器出口和/或混合器出口料斗可间歇地填充粉末产品和清空粉末产品。同样地,在混合器的间歇排放期间混合器入口关闭的情况下,混合器入口或混合器入口料斗/漏斗可间歇地填充,然后在对混合器装料时排空。升高和降低的粉末水平导致在供给器出口内部产生压力波动,从而导致在供给器上的力波动,对重量损失的供给器的信号产生干扰,导致重量损失的供给器或者不精确地定量粉末、产生不希望的扰动,或者当扰动超过一定限度时使重量损失的(loss-in-weight)供给器进入报警状态。对于小批量混合,可以在混合管的一个或多个入口和一个或多个出口处设置通气管。此外,在小批量混合操作中,将粉末产品供给到混合管的一个或多于一个入口的漏斗或料斗可以用作入口缓冲器。对于可用作出口缓冲器的混合器出口料斗也是如此。对于小批量混合,粉末混合器的入口和/或出口可具有进料阀和/或排料阀。这些阀可以是传统的阀,如蝶形阀、滑阀、球阀或夹管阀等,或者例如是使用两个可旋转溢流板的上述截止阀。因此,这些阀可以用作可调节的溢流装置,同时用作截止阀。也可以通过例如利用螺旋件或螺旋钻或利用向后推动的混合叶片使第一和/或第二混合轴向后旋转而切断在混合管内的粉末输送。在操作过程中,即在操作的启动阶段,可以有利地仅添加一次微批量混合步骤。在该启动阶段,通过启动供给和定量装置,供给和定量装置也将有效地用于微批量模式,由此供给和定量装置将填充有粉末,并且在对于该第一微批量已经将精确所需量的粉末定量给料到第一混合装置时,供给和定量装置将再次停止。通过在启动阶段以上述方式使用小批次,可以在启动阶段获得各成分的更高计量精度,结果由于不均匀的粉末混合物导致的启动损失更低。在操作的启动阶段,微批次模式的另外的优点是,供给和混合系统现在填充有粉末并且已经处理了第一粉末混合物,这也被称为启动处理系统。
30.粉末混合器的至少一个入口可以布置在混合管的上侧和/或至少一个出口可以布置在混合管的下侧。将一个或多个入口布置在混合器管的顶部处允许粉末产品通过重力进入混合管。以相同的方式,将一个或多个出口布置在混合管的下侧允许产品混合物经由重力从混合管排出。这导致特别简单的结构。一个或多个入口和/或出口可以布置成具有垂直于混合管的纵向轴线的纵向轴线。特别地,一个或多个入口和/或出口可以布置成具有竖直纵向轴线。然而,一个或多个入口和/或出口也可以布置成相对于竖直方向倾斜,例如相对于竖直方向成一定角度,例如大约10至30度。将入口和/或出口布置成不完全竖直而是略微倾斜具有的优点是,粉末混合器的高度可进一步降低。
31.通常,例如当所有粉末产品通过这一个入口被供给时,混合管可以包括布置在所述至少两个混合装置的第一混合装置上方的仅一个入口。根据另一实施例,混合管可包括至少两个入口,其中,至少一个第一入口布置在所述至少两个混合装置中的第一混合装置
上方,并且其中,至少一个第二入口布置在所述至少两个混合装置中的第二混合装置上方。如果第二混合区用作溢流堰,则也可以仅将产品排放到第一混合区中。以这种方式,不同的粉末产品可以有效地并且以目标方式经受不同的混合过程。第一混合装置以及因此第一混合区可布置在第二混合装置以及因此第二混合区的上游,这意味着进入混合管的粉末产品将首先通过第一混合装置,然后通过第二混合装置。因此,混合管的出口布置在第二混合区中,其中第二混合装置布置在例如第二混合区的下游端。例如,api(一种或多种)和赋形剂(一种或多种)可以被引入至少一个第一入口,从而进入布置有第一混合装置的第一混合区。例如,润滑剂(一种或多种)可以被引入至少一个第二入口,从而进入第二混合区。当然,可以设置多于一个的第一入口和/或多于一个的第二入口。例如,两个入口可设置在第一混合装置上方,从而将粉末产品供给到第一混合区,和/或两个入口可设置在第二混合装置上方,从而将粉末产品供给到第二混合区,以进一步提高混合灵活性。这种灵活性允许该过程针对给定的制剂进行特定的优化。易碎材料可以被供给进入第二混合装置中,由此在两个流在第二混合装置中轻轻地混合在一起之前,第一混合装置进行粘性材料的高剪切混合。有许多粉末组需要特定的混合步骤。例如,对机械应力敏感的包衣小丸可能必须与另一种粘性材料和合理流动的赋形剂混合,因此需要首先将粘性材料与合理流动的赋形剂进行高剪切微混合,然后加入小丸以进行温和混合。这种复杂的混合过程可以完全通过根据本发明的两个混合装置来进行。
32.根据另一实施例,混合管的长度与其直径之比至少为五,优选地至少为七。这样的长径比已经证明是特别有效的混合,并获得特别均匀的混合结果。
33.粉末混合器还可以包括至少一个传感器,特别是重量传感器,例如负载传感器(load cell sensor),用于测量混合管中的粉末产品的质量(mass)。这种重量传感器例如可以设置在混合管的下方,其中混合管在重量传感器上的重量确定重量传感器测量信号。基于例如先前的校准过程,可以检测混合管中未被适当混合的停滞粉末产品的潜在积聚。可以提供控制单元来控制例如混合轴的致动器,以去除停滞的粉末产品的积聚和/或控制混合管中的质量,这确定了返混的量和混合强度。为此,控制单元例如可以改变至少一个混合装置的旋转速度和/或旋转方向。
34.根据另一实施例,在混合管中不存在粉末产品的情况下,粉末混合器可基本上平衡地或者在其重心处被支撑在混合器支撑件上。当混合管排空时,粉末混合器因此基本上质量平衡或例如通过混合器框架在混合器支撑件上枢转。支撑件形成枢转点或枢转线,在枢转点或枢转线的两侧上具有基本上相等的重量。粉末混合器的这种枢转或平衡的支撑件具有的优点是,当混合管为空时(即不存在或仅存在非常小的静重(dead weight)时),例如布置在例如粉末混合器下方、如混合管下方或混合器框架下方的重量传感器(例如负载传感器)测量不到载荷或仅测量非常小的载荷。更具体地,诸如通过混合器管和混合装置的混合器的静重被补偿,使得实现了平衡并且重量传感器仅测量粉末产品的有用重量。例如,可以利用诸如致动器(如驱动器)的其他部件来实现补偿。重量传感器基本上仅测量当粉末产品存在于混合管中时粉末产品的有用重量。这增加了重量测量的准确性,因为可以使用更灵敏的重量传感器,例如具有较小称重范围的重量传感器。
35.本发明还通过一种用于粉末产品处理系统的供给和混合系统来实现上述目的,该系统优选用于粉末产品的连续处理,该供给和混合系统包括至少两个用于粉末产品的系统
入口和至少两个供给和定量装置,每个供给和定量装置均具有与系统入口连接的入口,该供给和定量系统还包括至少一个根据本发明的粉末混合器,供给和定量装置均具有与粉末混合器的至少一个入口连接的出口。
36.上面已经解释了供给和混合系统的一般设计。如上所述,通过系统入口供给的粉末产品可以是例如api、赋形剂和/或润滑剂。供给和混合系统还可以具有用于待加工的两种以上不同粉末产品的两个以上系统入口。供给和定量装置可例如包括重量损失的供给器。这种重量损失的供给器通常是本领域技术人员已知的,因此不需要详细解释。通常,它们基于重量传感器的测量结果来供给和计量粉末产品。供给和定量装置通常包括用于致动供给器的致动器,如用于驱动供给器的驱动器。通常,每个供给和定量装置与一个系统入口连接,相应的粉末产品通过该系统入口引入系统。如已经解释的,粉末混合器可以包括一个或多于一个入口。不同的供给和定量装置的出口可与粉末混合器的同一入口连接。然而,不同的供给和定量装置的出口也可以与粉末混合器的不同入口连接。
37.本发明的供给和混合系统可以包括多于两个供给和定量装置,例如三个、四个、五个、六个或多于六个供给和定量装置。供给和定量装置可布置成一排。更具体地说,供给和定量装置可基本上沿直线布置,特别是水平线,因此不是圆形设置。当然,根据供给和定量装置的数量,也可以沿着多于一排布置它们。如果提供多于一排的供给和定量装置,则这些排可例如沿平行的水平轴线布置。
38.根据一个实施例,供给和混合系统还可以包括用于自动地用粉末产品再填充供给器的自动再填充系统。根据另一实施例,自动再填充系统可以各自包括水平再填充螺杆,每个再填充螺杆布置在供给和定量装置上方,特别是在供给和定量装置的供给器上方。自动再填充系统布置在系统入口与供给和定量装置(特别是供给和定量装置的供给器)之间。经由系统入口引入的粉末产品被供给到自动再填充系统,特别是它们的由诸如电动马达的驱动器驱动的水平再填充螺杆。由此,粉末产品被供给到定量和供给装置(特别是供给器),它们从定量和供给装置被供给到粉末混合器。自动再填充系统可以经由系统入口与粉末产品储存器相联,并且用于在必要时自动再填充供给器。
39.根据另一实施例,至少一个漏斗或料斗可设置在供给和定量装置(特别是供给器)与粉末混合器之间,所述至少一个漏斗或料斗具有与供给和定量装置的至少两个出口连接的漏斗或料斗入口,并具有与粉末混合器的入口连接的出口。漏斗或料斗例如可以具有圆锥形形状,具有比出口大的入口。提供这种漏斗或料斗允许以特别容易的方式将来自不同供给和定量装置的出口的产品流合并到粉末混合器的一个入口中。
40.本发明还通过一种用于处理粉末产品的系统、优选地用于连续处理粉末产品的系统来实现上述目的,该系统包括根据本发明的供给和混合系统,还包括生产机器,其中,生产机器包括与粉末混合器的至少一个出口连接的入口,并且其中,生产机器包括出口。
41.该系统已经在上面一般性地进行了解释。可能的是,供给和混合系统以及生产机器布置在相同的高度上,特别是相同的底板层上。因此,该系统可以是单层系统。然而,例如也可以将供给和定量系统布置在生产机器上方,特别是在较高的底板层上,从而有效地提供两层式(two-floor)系统。生产机器连续处理在粉末混合器中产生的产品混合物,并在出口处排出处理后的产品。如上所述,该系统是连续工作的系统。该系统可以是封闭式(contained)系统,例如具有根据smepac测试(设备颗粒空气中浓度的标准化测量)测量的
产品毒性水平oeb 3或更高的封闭水平。
42.产品输送装置可以定位在粉末混合器的出口和生产机器的入口之间的连接中,所述产品输送装置将产品混合物从粉末混合器的出口输送到生产机器的入口。
43.根据另一实施例,粉末产品的连续处理可以是直接处理中的固体剂型的连续生产,其中生产机器可用于从产品混合物连续生产固体剂型,其中生产机器的出口是用于排出所生产的固体剂型的出口。生产机器可以优选是压片机或胶囊填充机器。因此,固体剂型可以是片剂或胶囊。压片机可以特别是旋转式压片机。然而,生产机器也可以是不同的生产机器,例如造粒装置。该系统还可以包括多于一个的生产机器和/或多于一个的供给和混合系统。
附图说明
44.下面,参照附图对本发明的实施方式进行详细说明。附图示意性地示出:
45.图1是用于连续处理粉末产品的本发明的系统;
46.图2是图1所示系统的供给和混合系统的透视图;
47.图3是图1所示系统的供给和混合系统的部分截面透视图;
48.图4是图2和图3所示的供给和混合系统的粉末混合器的透视图;
49.图5部分地移除壳体的图4的粉末混合器;
50.图6是图4中所示粉末混合器的剖视图;以及
51.图7是根据另一实施例的粉末混合器的与图5中的视图相对应的视图。
52.在附图中,相同的附图标记表示相同的部件。
具体实施方式
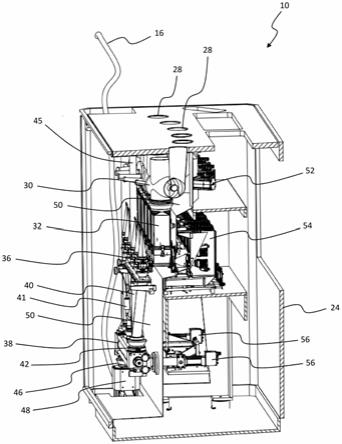
53.图1所示的用于连续处理粉末产品的系统是用于以直接处理的方式连续生产固体剂型的系统。该系统包括供给和混合系统10以及生产机器12,例如压片机,如旋转式压片机或胶囊填充机器。生产机器12包括入口14,所述入口与产品输送装置的软管16连接,该产品输送装置将产品混合物从供给和混合系统10输送到生产机器12的入口14,在该生产机器处产品混合物被连续地加工成固体剂型,例如片剂或胶囊。所生产的固体剂型通过生产机器12的出口18排出。生产机器12包括具有窗口22的机器壳体20。供给和混合系统10包括具有两个门26的系统壳体24,所述门在图2中打开以观察供给和混合系统10的内部部件。图1所示的系统是单层布置,其中供给和混合系统10与生产机器12设置在同一高度上,特别是同一底板层(floor level)上。
54.在图2和3中可以看到六个系统入口28,通过它们可以将不同的粉末产品引入到供给和混合系统10中。系统入口28通向六个自动再填充系统,每个自动再填充系统包括水平再填充螺杆30。如图2和3所示,供给和定量装置(特别是供给器32)成排设置,特别是沿水平线成排设置。供给和定量装置(特别是供给器32)各自包括布置在再填充螺杆30和供给器32之间的入口34。供给和定量装置(特别是供给器32)进一步各自包括用于将经由入口28和再填充单元30供应的粉末产品供给到粉末混合器38的出口36。粉末混合器38包括用于将不同的粉末产品混合成期望的产品混合物的水平混合管39。在附图所示的实施例中,漏斗或料斗40布置在供给器32和粉末混合器38之间,所述漏斗或料斗40将来自六个供给器32中的四
个的产品流合并成一个产品流并进入粉末混合器38的第一入口42。漏斗或料斗40可设有用于促进漏斗或料斗40中的粉末流动的振动装置41。粉末混合器38包括另外的入口44,来自另外的供给器32的粉末流可通过该另外的入口例如经由竖直管74引入粉末混合器38。在粉末混合器38的与入口42相对的端部上设置有用于将空气排放到环境中的排气管45。在漏斗或料斗40的顶部处提供类似的排气管47。粉末混合器38还包括出口46,通过该出口将所产生的产品混合物提供到混合器出口料斗48,从该混合器出口料斗,产品混合物通过软管16输送到生产机器12的入口14以进一步加工。混合器出料斗48可以用于小批量混合处理。
55.分隔壁50设置在系统壳体24内,将图2中所示和图3中左手侧所示的处理区域与图2中所示和图3中右手侧所示的分隔壁50后面的技术区域分隔开。该分隔壁50可以在处理区域和技术区域之间提供封闭的(contained)或防尘的隔离。在处理区域中,自动再填充系统、供给和定量装置以及粉末混合器的处理部件被布置成与待处理的粉末产品直接接触。在技术区域中,自动再填充系统、供给和定量装置以及粉末混合器的技术部件被布置成不与粉末产品直接接触。在目前的情况下,这些技术部件包括用于致动再填充螺杆30的致动器52(在所示的示例中是用于驱动再填充螺杆30的驱动器52)、用于致动供给器32的致动器54(在所示的示例中是用于驱动供给器32的驱动器54)、以及用于致动粉末混合器38的第一致动器56和第二致动器58(在所示的示例中是用于驱动粉末混合器38的第一驱动器56和第二驱动器58)。驱动器52、54、56、58可以包括例如电动机。技术部件(例如驱动器52、54、56和58)与处理部件(例如再填充螺杆30、供给器32和粉末混合器38)之间的连接通过分隔壁50以穿壁技术布置。为了更容易地安装和维护,这些连接可以是快速释放连接。虽然系统壳体24提供保护壳体24,但是分隔壁50将处理粉末产品的处理区域与不存在粉末产品的技术区域可靠地分开。以这种方式,一方面,与技术区域相比,可以实现处理区域的固有封闭(containment),另一方面,可以通过保护壳体24实现相对于环境的封闭。此外,如上文大致所述,生产机器12的壳体20可以提供相对于环境的封闭。
56.从图4至6可以看出,在粉末混合器38的水平混合管39中,布置有具有混合叶片62的第一混合轴60和也具有混合叶片66的第二混合轴64。混合轴60、64沿着粉末混合器38的混合管39的纵向轴线同轴地相继布置,所述混合管在图5中水平地延伸。在目前的情况下,第一和第二混合轴60、64沿着粉末混合器38的混合管39的纵向轴线限定两个相继的混合区,其中在所示的示例中,这些混合区具有大致相同的长度。当然,长度也可以不同。第一驱动器56用于使第一混合轴60绕其纵向轴线旋转,并且第二驱动器58用于使第二混合轴64绕其纵向轴线旋转。驱动器56、58被设计成彼此独立地驱动第一和第二混合轴60、64。特别地,可以以不同的旋转速度和/或不同的旋转方向驱动第一和第二混合轴60、64。在现有的情况下,引入到粉末混合器38的混合管39中的粉末产品首先通过由第一混合轴60限定的第一混合区、随后通过由第二混合轴64限定的第二混合区、因此在图6中从右到左地被传送通过混合管39。在已经被传送通过混合管39之后,混合的粉末混合物经由出口46被排出。
57.控制混合轴60、64彼此独立地旋转的能力允许灵活地适应于处理,特别是待处理的粉末产品,并且优化混合结果,诸如混合均匀性。混合轴60、64中的一个或两个可以设置有快速释放连接装置,以能够容易地移除并且能够利用不同的混合轴替换,该不同的混合轴可以具有不同几何形状的混合叶片,因此允许容易地使粉末混合器38适应于不同的混合处理。
58.粉末混合器38可以进一步设置有测量混合管39中的粉末产品的质量的负载传感器。本发明系统的控制单元,例如集成到生产机器12中,可以基于负载传感器的测量结果控制驱动器56、58,并因此控制混合轴60、64。如图3中具体所示,具有混合管39的粉末混合器38通过混合器框架68支撑在支撑板70上。在附图标记72处可以看到用于驱动器56和第一混合轴60之间的连接的支撑位置,其中在驱动器58和第二混合轴64之间存在相应的支撑位置,在图3中未示出。通过混合器框架68支撑在支撑板70上使得当混合管是空的(即混合管中不存在粉末产品)时,负载传感器测量到没有负载或仅有小的负载。在图3中,包括驱动器56、58、框架68和相应连接件的粉末混合器38的质量在支撑位置72的两侧上基本上相同,在图3中在支撑位置72的右侧和左侧。这种布置允许使用更灵敏的负载传感器,因此提供更高的测量精度。例如,负载传感器可以设置在混合管39上或下方,或者设置在混合器框架70上或下方。
59.图7示出了本发明的供给和混合系统的粉末混合器38'的另一实施例。图7所示的粉末混合器38'很大程度上对应于图4至6所示的粉末混合器38。它可以以与图4至6所示的粉末混合器38相同的方式用于图2和3所示的本发明的供给和混合系统10以及图1所示的本发明的用于连续处理粉末产品的系统。
60.图7所示的粉末混合器38'与图4至6所示的粉末混合器38的不同之处仅在于具有在第一和第二混合装置之间设置在混合管39中的可调溢流装置,以允许可调质量的粉末产品流过溢流装置。图7所示的例子中的溢流装置包括两个可旋转的溢流板76、78,这两个溢流板都是半圆形的。通过旋转溢流板76、78中的至少一个,可以调节流过溢流板76、78的粉末产品的质量。例如,当溢流板76、78的旋转位置使得两个半圆形成整圆时,如图7所示,溢流板76、78上的粉末产品流可被完全切断。通过使至少一个溢流板76、78旋转离开整圆,可调节量的粉末产品可以通过溢流板76、78。
61.附图标记列表
62.10供给和混合系统
63.12生产机器
64.14生产机器的入口
65.16软管
66.18生产机器的出口
67.20机器壳体
68.22窗
69.24系统壳体
70.26门
71.28系统入口
72.30再填充螺杆
73.32供给器
74.34供给器入口
75.36供给器出口
76.38,38’粉末混合器
77.39混合管
78.40漏斗或料斗
79.42,44粉末混合器的入口
80.46粉末混合器的出口
81.45,47排气管
82.48混合器出料斗
83.50隔板
84.52用于再充填螺杆的致动器/驱动器
85.54用于供给器的致动器/驱动器
86.56用于粉末混合器的第一致动器/驱动器
87.58用于粉末混合器的第二致动器/驱动器
88.60第一混合轴
89.62第一混合轴的混合叶片
90.64第二混合轴
91.66第二混合轴的混合叶片
92.68混合器框架
93.70支撑板
94.72支撑位置
95.74竖直管
96.76,78溢流板。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。