1.本发明涉及机械加工领域,尤其涉及一种医疗产品五金配件的机械加工工艺方法。
背景技术:
2.在医疗产品的生产过程中,对五金配件进行机械加工是经常需要进行的过程,现有技术中进行机械加工的过程中对产品的质量缺乏控制,很多时候无法及时发现质量问题,以及对质量问题进行追踪,因此需要进行改进。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在不方便控制质量的缺点,而提出的一种医疗产品五金配件的机械加工工艺方法。
4.为达到以上目的,本发明采用的技术方案为:一种医疗产品五金配件的机械加工工艺方法,包括以下步骤:
5.s1、原料检验:原料质量的检验,登记和记录;
6.s2、开料记录:对原料进行开料,形成半成品,将半成品按照一定数量放置到一个记录盘内,对所用原料的记录保存到记录盘的芯片中,记录盘对半成品的重量进行称重,并且与参考数值进行比对,从而对放入的半成品数量和质量是否合格进行判断,合格则进入下一工序,不合格则通过记录盘底部设置的指示灯以及蜂鸣器进行提示,同时根据需要加工的零件编号从系统服务器中获得加工流程信息;
7.s3、加工流程:记录盘从管理主机获得需要进行加工的时间节点以及需要进行的加工流程,在预定的时间通过其底部设置的指示灯以及蜂鸣器进行提示,对原料进行相应的加工流程后,形成新的半成品和成品,将新的半成品放回记录盘中;
8.s4、称重比对:完成一个记录盘中所有的零件加工后,记录盘对零件进行称重,通过与预设的参考数值进行比对来判断是否合格,称重合格的则提示合格,称重不合格的提示为不合格,并且将错误的信息返回系统主机,合格的将完成时间以及进行的工艺进行记录;
9.s5、入库:加工完成一个记录盘内所有零件时对该记录盘进行入库,成品的入库登记:通过扫描记录盘内存储的信息获得零件信息,同时对零件进行编号入库。
10.优选的,原料的质量检验包括以下项目:
11.弯曲试验:弯曲、反复弯曲;
12.拉伸试验:高温、室温、低温拉伸试验;
13.硬度实验:洛氏硬度试验、布氏硬度试验、维氏硬度试验;
14.冲击试验:室温冲击试验、低温冲击试验、高温冲击测试;
15.压缩试验:压缩屈服点,抗压强度,规定非比例压缩应力,规定总压缩应力,压缩弹性模量;
16.焊接件机械性能测试:变形,断裂,粘连,蠕变,疲劳;
17.紧固件机械性能测试:拉伸试验,保证载荷,楔负载试验,扭矩试验,扩孔试验,扭矩系数,抗滑移系数;
18.性能测试:拉断荷重,应力松弛试验,镀锌量测试,附着力测试,浸铜试验;
19.其他:金属粉末防爆性检测、弹性模量、扭矩系数、导热系数、失效分析、盐雾试验、疲劳测试、sn曲线、金相分析、无损探伤、断裂伸长率、磁粉探伤、线膨胀系数;
20.优选的,原料的质量检验包括以下项目:
21.化学成分分析:主要分析金属材里的各种化学成分含量(碳,硅,锰,磷,硫,镍,铬,钼,铜,钒,钛,钨,铅,铌,汞,锡,镉,锑,铝,镁,铁,锌,氮,氢,氧);
22.金相测试:主要包括(非金属夹杂物、低倍组织、晶粒度、断口检验、镀层厚度、硬化层深度、脱碳层、灰口铸铁金相、球墨铸铁金相、金相切片分析;
23.镀层测试:常用方法为,镀层测厚-库仑法、镀层测厚-金相法、镀层测厚-涡流法、镀层测厚-射线荧光法、镀层成分分析和表面污点分析。
24.优选的,成品零件需要进行以下检验:
25.机械性能:主要包括(拉伸试验、高低温拉伸试验、压缩试验、剪切试验、扭转试验、弯曲试验、冲击试验、洛氏硬度试验、布氏硬度试验、维氏硬度试验、压扁试验;
26.腐蚀测试:包括中性盐雾试验、酸性盐雾试验、铜离子加速盐雾、二氧化硫腐蚀试验、硫化氢腐蚀试验、混和气体腐蚀实验、不锈钢10%草酸浸蚀试验、不锈钢硫酸-硫酸铁腐蚀试验、不锈钢65%硝酸腐蚀试验、不锈钢硝酸-氢氟酸腐蚀试验、不锈钢硫酸-硫酸铜腐蚀试验、不锈钢5%硫酸腐蚀试验;
27.无损探伤:包括超声波检测、射线检测、磁粉检测、渗透检测;
28.尺寸测试:包括尺寸测量、对称性、垂直度、平整度、圆跳动、同轴度、平行度、圆度、粗糙度;
29.焊接工艺评定:包括拉伸测试、弯曲测试(面弯背弯侧弯)、超声波检测、射线检测、磁粉检测、渗透检测、表面目测、宏观组织检测、焊缝硬度测试、冲击测试;
30.失效分析包括:失效分析的程序和步骤、对失效事件进行调查、确定肇事件或者首先失效件、仔细收集失效件残骸并妥善保管、收集失效件背景资料、确定失效分析方案并制定实施细节、检查、测试与分析。
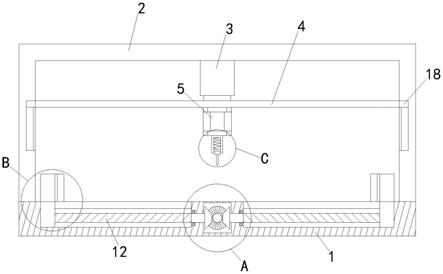
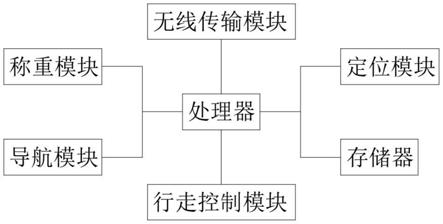
31.优选的,记录盘包括托盘,托盘的底部为机箱,机箱内设置有处理器,处理器通过信号线连接存储器,存储器对工艺信息进行记录,处理器通过信号线连接有称重模块,称重模块对托盘内的零件进行称重,处理器通过信号线连接无线传输模块,无线传输模块与系统服务器信号连接。
32.优选的,机箱的底部设置有行走模块,处理器通过信号线连接行走控制模块,行走控制模块控制行走模块工作,行走模块带着记录盘移动。
33.优选的,处理器通过信号线连接定位模块和导航模块,定位模块对记录盘的位置进行定位,导航模块对记录盘的移动提供导向。
34.优选的,机箱底部设置了指示灯和蜂鸣器,指示灯包括合格指示灯和不合格指示灯,从而对操作员进行提示。
35.与现有技术相比,本发明具有以下有益效果:本发明采用记录盘对每一批零件的
加工过程中进行跟踪记录,能够方便及时发现质量问题,并且在出现问题时能够方便进行溯源。
附图说明
36.图1为本发明的记录盘的组成示意图。
具体实施方式
37.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
38.如图1所示的一种医疗产品五金配件的机械加工工艺方法,包括以下步骤:
39.s1、原料检验:原料质量的检验,登记和记录;
40.s2、开料记录:对原料进行开料,形成半成品,将半成品按照一定数量放置到一个记录盘内,对所用原料的记录保存到记录盘的芯片中,记录盘对半成品的重量进行称重,并且与参考数值进行比对,从而对放入的半成品数量和质量是否合格进行判断,合格则进入下一工序,不合格则通过记录盘底部设置的指示灯以及蜂鸣器进行提示,同时根据需要加工的零件编号从系统服务器中获得加工流程信息;
41.s3、加工流程:记录盘从管理主机获得需要进行加工的时间节点以及需要进行的加工流程,在预定的时间通过其底部设置的指示灯以及蜂鸣器进行提示,对原料进行相应的加工流程后,形成新的半成品和成品,将新的半成品放回记录盘中;
42.s4、称重比对:完成一个记录盘中所有的零件加工后,记录盘对零件进行称重,通过与预设的参考数值进行比对来判断是否合格,称重合格的则提示合格,称重不合格的提示为不合格,并且将错误的信息返回系统主机,合格的将完成时间以及进行的工艺进行记录;
43.s5、入库:加工完成一个记录盘内所有零件时对该记录盘进行入库,成品的入库登记:通过扫描记录盘内存储的信息获得零件信息,同时对零件进行编号入库。
44.原料的质量检验包括以下项目:
45.弯曲试验:弯曲、反复弯曲;
46.拉伸试验:高温、室温、低温拉伸试验;
47.硬度实验:洛氏硬度试验、布氏硬度试验、维氏硬度试验;
48.冲击试验:室温冲击试验、低温冲击试验、高温冲击测试;
49.压缩试验:压缩屈服点,抗压强度,规定非比例压缩应力,规定总压缩应力,压缩弹性模量;
50.焊接件机械性能测试:变形,断裂,粘连,蠕变,疲劳;
51.紧固件机械性能测试:拉伸试验,保证载荷,楔负载试验,扭矩试验,扩孔试验,扭矩系数,抗滑移系数;
52.性能测试:拉断荷重,应力松弛试验,镀锌量测试,附着力测试,浸铜试验;
53.其他:金属粉末防爆性检测、弹性模量、扭矩系数、导热系数、失效分析、盐雾试验、疲劳测试、sn曲线、金相分析、无损探伤、断裂伸长率、磁粉探伤、线膨胀系数;
54.原料的质量检验包括以下项目:
55.化学成分分析:主要分析金属材里的各种化学成分含量(碳,硅,锰,磷,硫,镍,铬,钼,铜,钒,钛,钨,铅,铌,汞,锡,镉,锑,铝,镁,铁,锌,氮,氢,氧);
56.金相测试:主要包括(非金属夹杂物、低倍组织、晶粒度、断口检验、镀层厚度、硬化层深度、脱碳层、灰口铸铁金相、球墨铸铁金相、金相切片分析;
57.镀层测试:常用方法为,镀层测厚-库仑法、镀层测厚-金相法、镀层测厚-涡流法、镀层测厚-射线荧光法、镀层成分分析和表面污点分析。
58.成品零件需要进行以下检验:
59.机械性能:主要包括(拉伸试验、高低温拉伸试验、压缩试验、剪切试验、扭转试验、弯曲试验、冲击试验、洛氏硬度试验、布氏硬度试验、维氏硬度试验、压扁试验;
60.腐蚀测试:包括中性盐雾试验、酸性盐雾试验、铜离子加速盐雾、二氧化硫腐蚀试验、硫化氢腐蚀试验、混和气体腐蚀实验、不锈钢10%草酸浸蚀试验、不锈钢硫酸-硫酸铁腐蚀试验、不锈钢65%硝酸腐蚀试验、不锈钢硝酸-氢氟酸腐蚀试验、不锈钢硫酸-硫酸铜腐蚀试验、不锈钢5%硫酸腐蚀试验;
61.无损探伤:包括超声波检测、射线检测、磁粉检测、渗透检测;
62.尺寸测试:包括尺寸测量、对称性、垂直度、平整度、圆跳动、同轴度、平行度、圆度、粗糙度;
63.焊接工艺评定:包括拉伸测试、弯曲测试(面弯背弯侧弯)、超声波检测、射线检测、磁粉检测、渗透检测、表面目测、宏观组织检测、焊缝硬度测试、冲击测试;
64.失效分析包括:失效分析的程序和步骤、对失效事件进行调查、确定肇事件或者首先失效件、仔细收集失效件残骸并妥善保管、收集失效件背景资料、确定失效分析方案并制定实施细节、检查、测试与分析。
65.记录盘包括托盘,托盘的底部为机箱,机箱内设置有处理器,处理器通过信号线连接存储器,存储器对工艺信息进行记录,处理器通过信号线连接有称重模块,称重模块对托盘内的零件进行称重,处理器通过信号线连接无线传输模块,无线传输模块与系统服务器信号连接。箱的底部设置有行走模块,处理器通过信号线连接行走控制模块,行走控制模块控制行走模块工作,行走模块带着记录盘移动。处理器通过信号线连接定位模块和导航模块,定位模块对记录盘的位置进行定位,导航模块对记录盘的移动提供导向。机箱底部设置了指示灯和蜂鸣器,指示灯包括合格指示灯和不合格指示灯,从而对操作员进行提示。
66.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。