1.本实用新型涉及塑料生产技术领域,具体为一种单工位全自动正负压成型装置。
背景技术:
2.单工位全自动正负压成型装置为一种具有上料,传送,加热,冲压,卸料一体的负压成型的设备,现有的单工位全自动正负压成型装置在使用时还存在一定缺陷,就比如;
3.如公开号cn209065050u的全自动正负压成型一体机,本实用新型公开了全自动正负压成型一体机,包括装置本体,所述装置本体的一侧设置有堆叠箱,所述装置本体的内部设置有第一输送带,所述第一输送带的另一端通过弧形滑轨与堆叠箱连接,所述堆叠箱内对称设置有两组正反转电机,两组所述正反转电机的输出轴通过联轴器转动连接有第一转轴,所述第一转轴的圆周上固定设置有托板,所述堆叠箱的底部设置有海绵垫,所述堆叠箱的底部四周设置有固定板,所述固定板上通过第二转轴转动连接有滑轮,所述装置本体位于堆叠箱的下方开设有与滑轮对应的滑道。本实用新型通过设置弧形滑轨、托板和海绵垫,防止成型的产品直接掉落到堆叠箱内,有效的减小了对产品的冲击力,避免了产品的损毁;
4.这种现有技术方案在使用时还存在以下问题:
5.1.控制器不方便检修;
6.2.上料机构不方便组装;
7.3.卸料传送机构不方便导向固定;
8.所以需要针对上述问题进行改进。
技术实现要素:
9.本实用新型提供如下技术方案:本实用新型的目的在于提供一种单工位全自动正负压成型装置,以解决上述背景技术提出的目前市场上的单工位全自动正负压成型装置存在许多缺陷,控制器不方便检修,上料机构不方便组装,卸料传送机构不方便导向固定的问题。
10.为实现上述目的,本实用新型提供如下技术方案:一种单工位全自动正负压成型装置,包括:
11.安装架,且安装架可以对设备进行安装,所述安装架一侧设置有上料机构,所述安装架内部安装有加热炉,所述安装架内部安装有传送机构,所述安装架顶部连接有调节架,所述调节架底端设置有控制器,所述安装架内部安装有成型机构,所述安装架内部安装有卸料机构,靠近卸料机构的所述安装架内部设置有卸料传送机构;
12.插槽,开设在所述调节架侧面,所述调节架端部套接有固定筒,靠近插槽的所述固定筒内壁开设有第一挤压槽;
13.插杆,贯穿连接在所述第一挤压槽与插槽的内部,靠近第一挤压槽的所述插杆侧面连接有挤压板,所述挤压板与第一挤压槽之间连接有第一弹簧,靠近插杆的所述固定筒侧面连接有螺纹环。
14.优选的,所述插槽、第一挤压槽与插杆之间为滑动连接,且插杆与挤压板为一体结构,并且挤压板与第一挤压槽之间通过第一弹簧构成伸缩结构,螺纹环螺纹滑动出插杆一端时挤压板可以通过第一弹簧自身弹力进行复位,挤压板复位后可以带动插杆进行移动,插杆移动时可以通过第一挤压槽与插槽进行滑动。
15.优选的,所述安装架还设置有旋转槽、旋转块、螺纹筒、螺纹杆、定位块、连接槽与定位槽;
16.旋转槽,开设在所述安装架的侧面,所述旋转槽内部嵌合有旋转块,螺纹筒转动的同时可以带动旋转块进行转动,旋转块转动时可以通过旋转槽进行旋转,所述旋转块侧面连接有螺纹筒,所述螺纹筒一端连接有螺纹杆;
17.定位块,连接在所述螺纹杆的端部,靠近螺纹杆的所述上料机构侧面开设有连接槽,靠近定位块的所述连接槽的内壁开设有定位槽。
18.优选的,所述定位块与螺纹杆之间为一体结构,且定位块与定位槽之间为滑动连接,并且螺纹杆与螺纹筒之间为螺纹连接,拉动螺纹杆可以通过连接槽进行滑动,螺纹杆滑动时可以带动定位块进行移动,定位块移动时可以通过定位槽进行滑动,螺纹杆滑动到螺纹筒一端时转动螺纹筒可以与螺纹杆进行螺纹滑动。
19.优选的,所述传送机构底部连接有连接板,所述连接板侧面连接有导向块,所述导向块顶部开设有卡合槽,所述卸料传送机构还设置有导向槽、第二挤压槽、卡合块、拉杆与第二弹簧;
20.导向槽,开设在所述卸料传送机构的两侧,拉动卸料传送机构可以带动导向槽与导向块进行滑动,当导向块滑动到导向槽内部时可以对卡合块的倾斜面进行挤压,所述导向槽内部开设有第二挤压槽,靠近卡合槽的所述第二挤压槽内部嵌合有卡合块;
21.拉杆,贯穿连接在所述卡合块与第二挤压槽之间,所述卡合块与第二挤压槽之间连接有第二弹簧。
22.优选的,所述卡合块与第二挤压槽之间通过第二弹簧构成伸缩结构,且卡合块与卡合槽之间构成卡合结构,卡合块受到挤压时可以通过第二挤压槽进行滑动,卡合块滑动时可以对第二弹簧进行挤压,当卡合块挤压到第二挤压槽内部时导向块会带动卡合槽移动到卡合块的底部,当卡合槽移动到卡合块底部时卡合块可以通过第二弹簧自身弹力进行复位,卡合块复位后可以通过卡合槽进行卡合连接。
23.与现有技术相比,本实用新型的有益效果是:该单工位全自动正负压成型装置,当插杆一端滑出插槽时可以拉动控制器带动固定筒进行移动,固定筒移动时可以通过调节架进行滑动分离,方便控制器可以进行快速拆卸检修,当螺纹杆螺纹滑动到螺纹筒内部时可以将安装架与上料机构之间进行组装,方便上料机构可以进行快速组装,当卡合槽移动到卡合块底部时卡合块可以通过第二弹簧自身弹力进行复位,卡合块复位后可以通过卡合槽进行卡合连接,方便卸料传送机构可以进行导向固定。
24.1.转动螺纹环可以通过固定筒进行螺纹滑动,螺纹环螺纹滑动出插杆一端时挤压板可以通过第一弹簧自身弹力进行复位,挤压板复位后可以带动插杆进行移动,插杆移动时可以通过第一挤压槽与插槽进行滑动,当插杆一端滑出插槽时可以拉动控制器带动固定筒进行移动,固定筒移动时可以通过调节架进行滑动分离,方便控制器可以进行快速拆卸检修;
25.2.拉动螺纹杆可以通过连接槽进行滑动,螺纹杆滑动时可以带动定位块进行移动,定位块移动时可以通过定位槽进行滑动,螺纹杆滑动到螺纹筒一端时转动螺纹筒可以与螺纹杆进行螺纹滑动,螺纹筒转动的同时可以带动旋转块进行转动,旋转块转动时可以通过旋转槽进行旋转,当螺纹杆螺纹滑动到螺纹筒内部时可以将安装架与上料机构之间进行组装,方便上料机构可以进行快速组装;
26.3.拉动卸料传送机构可以带动导向槽与导向块进行滑动,当导向块滑动到导向槽内部时可以对卡合块的倾斜面进行挤压,卡合块受到挤压时可以通过第二挤压槽进行滑动,卡合块滑动时可以对第二弹簧进行挤压,当卡合块挤压到第二挤压槽内部时导向块会带动卡合槽移动到卡合块的底部,当卡合槽移动到卡合块底部时卡合块可以通过第二弹簧自身弹力进行复位,卡合块复位后可以通过卡合槽进行卡合连接,方便卸料传送机构可以进行导向固定。
附图说明
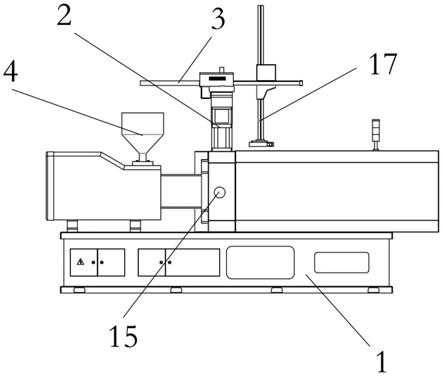
27.图1为本实用新型前视结构示意图;
28.图2为本实用新型侧视剖面结构示意图;
29.图3为本实用新型固定筒截面放大结构示意图;
30.图4为本实用新型a部放大结构示意图;
31.图5为本实用新型b部放大结构示意图。
32.图中:1、安装架;2、上料机构;3、加热炉;4、传送机构;5、调节架;6、控制器;7、成型机构;8、卸料机构;9、卸料传送机构;10、插槽;11、固定筒;12、第一挤压槽;13、插杆;14、挤压板;15、第一弹簧;16、螺纹环;17、旋转槽;18、旋转块;19、螺纹筒;20、螺纹杆;21、定位块;22、连接槽;23、定位槽;24、连接板;25、导向块;26、卡合槽;27、导向槽;28、第二挤压槽;29、卡合块;30、拉杆;31、第二弹簧。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.请参阅图1-5,本实用新型提供一种技术方案:一种单工位全自动正负压成型装置,包括:
35.安装架1,且安装架1可以对设备进行安装,安装架1一侧设置有上料机构2,安装架1内部安装有加热炉3,安装架1内部安装有传送机构4,安装架1顶部连接有调节架5,调节架5底端设置有控制器6,安装架1内部安装有成型机构7,安装架1内部安装有卸料机构8,靠近卸料机构8的安装架1内部设置有卸料传送机构9;
36.插槽10,开设在调节架5侧面,调节架5端部套接有固定筒11,靠近插槽10的固定筒11内壁开设有第一挤压槽12,插杆13,贯穿连接在第一挤压槽12与插槽10的内部,靠近第一挤压槽12的插杆13侧面连接有挤压板14,挤压板14与第一挤压槽12之间连接有第一弹簧15,靠近插杆13的固定筒11侧面连接有螺纹环16。
37.插槽10、第一挤压槽12与插杆13之间为滑动连接,且插杆13与挤压板14为一体结构,并且挤压板14与第一挤压槽12之间通过第一弹簧15构成伸缩结构。
38.参阅图1,3可知,转动螺纹环16可以通过固定筒11进行螺纹滑动,螺纹环16螺纹滑动出插杆13一端时挤压板14可以通过第一弹簧15自身弹力进行复位,挤压板14复位后可以带动插杆13进行移动,插杆13移动时可以通过第一挤压槽12与插槽10进行滑动,当插杆13一端滑出插槽10时可以拉动控制器6带动固定筒11进行移动,固定筒11移动时可以通过调节架5进行滑动分离。
39.安装架1还设置有旋转槽17、旋转块18、螺纹筒19、螺纹杆20、定位块21、连接槽22与定位槽23,旋转槽17,开设在安装架1的侧面,旋转槽17内部嵌合有旋转块18,旋转块18侧面连接有螺纹筒19,螺纹筒19一端连接有螺纹杆20,定位块21,连接在螺纹杆20的端部,靠近螺纹杆20的上料机构2侧面开设有连接槽22,靠近定位块21的连接槽22的内壁开设有定位槽23。
40.定位块21与螺纹杆20之间为一体结构,且定位块21与定位槽23之间为滑动连接,并且螺纹杆20与螺纹筒19之间为螺纹连接。
41.参阅图1,4可知,拉动螺纹杆20可以通过连接槽22进行滑动,螺纹杆20滑动时可以带动定位块21进行移动,定位块21移动时可以通过定位槽23进行滑动,螺纹杆20滑动到螺纹筒19一端时转动螺纹筒19可以与螺纹杆20进行螺纹滑动,螺纹筒19转动的同时可以带动旋转块18进行转动,旋转块18转动时可以通过旋转槽17进行旋转,当螺纹杆20螺纹滑动到螺纹筒19内部时可以将安装架1与上料机构2之间进行组装。
42.传送机构4底部连接有连接板24,连接板24侧面连接有导向块25,导向块25顶部开设有卡合槽26,卸料传送机构9还设置有导向槽27、第二挤压槽28、卡合块29、拉杆30与第二弹簧31,导向槽27,开设在卸料传送机构9的两侧,导向槽27内部开设有第二挤压槽28,靠近卡合槽26的第二挤压槽28内部嵌合有卡合块29,拉杆30,贯穿连接在卡合块29与第二挤压槽28之间,卡合块29与第二挤压槽28之间连接有第二弹簧31。
43.卡合块29与第二挤压槽28之间通过第二弹簧31构成伸缩结构,且卡合块29与卡合槽26之间构成卡合结构。
44.参阅图1,2,5可知,拉动卸料传送机构9可以带动导向槽27与导向块25进行滑动,当导向块25滑动到导向槽27内部时可以对卡合块29的倾斜面进行挤压,卡合块29受到挤压时可以通过第二挤压槽28进行滑动,卡合块29滑动时可以对第二弹簧31进行挤压,当卡合块29挤压到第二挤压槽28内部时导向块25会带动卡合槽26移动到卡合块29的底部,当卡合槽26移动到卡合块29底部时卡合块29可以通过第二弹簧31自身弹力进行复位,卡合块29复位后可以通过卡合槽26进行卡合连接。
45.工作原理:在使用该单工位全自动正负压成型装置时,首先转动螺纹环16可以通过固定筒11进行螺纹滑动,螺纹环16螺纹滑动出插杆13一端时挤压板14可以通过第一弹簧15自身弹力进行复位,挤压板14复位后可以带动插杆13进行移动,插杆13移动时可以通过第一挤压槽12与插槽10进行滑动,当插杆13一端滑出插槽10时可以拉动控制器6带动固定筒11进行移动,固定筒11移动时可以通过调节架5进行滑动分离,使控制器6可以进行快速拆卸检修,本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
46.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来
说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。