1.本发明属于光缆制造领域,尤其涉及一种增强件铠装光缆及其制备方法。
背景技术:
2.增强件铠装光缆具有优良的机械性能,主要用于湖泊、河流等复杂环境的光缆铺设。
3.现有的加强件铠装光缆:1、光缆先在光缆护套生产线进行一次护套后,再通过笼绞机生产线将增强建铠装层绕包在一次护套上,最后再次返回护套生产线进行二次护套,生产工艺繁琐、生产工序多。 2、笼绞机生产线生产线速度较慢,次品率高、产出率低;3、一次护套与二次护套之间的增强件铠装层无阻水设计,长时间在水中浸泡存在生锈、断裂的风险;4、同等拉力条件下,绕包式增强件较直放式增强件所需数量多,成本高。
技术实现要素:
4.为了克服上述现有技术的不足之处,本发明提供一种增强件铠装光缆及其制备方法,结构和制造工艺简单、生产效率高、光缆抗拉强度强、加强件铠装层具有阻水功能。
5.为实现上述目的,本发明采用如下技术方案:一种增强件铠装光缆,包括处于中心处的中心加强件、松套管、光纤或光纤带、纤膏、阻水材料、捆绑扎纱、金属带铠装层、增强件铠装层、外护套层,所述中心加强件外设有多个环绕成一圈的松套管,部分或全部松套管内设有光纤或光纤带,光纤或光纤带之间填充有纤膏,前述松套管之间填充有阻水材料,并通过捆绑扎纱包覆,所述捆绑扎纱外设有金属带铠装层,金属带铠装层外设有外护套层,外护套层为单层护套,其中设有增强件铠装层。
6.在上述技术方案中,所述增强件铠装层为环绕成一圈的若干增强件,各增强件之间平行布置。
7.在上述技术方案中,所述中心加强件外表面设有垫层。
8.在上述技术方案中,所述捆绑扎纱内设有填充绳。
9.在上述技术方案中,所述增强件为金属材料或非金属材料。
10.一种增强件铠装光缆的制备方法,包括以下步骤:
11.1)在中心加强件周围均匀布置松套管,该松套管内分布有光纤或光纤带和纤膏;
12.2)均匀布置的松套管通过捆绑扎纱缠绕固定在中心加强件上,并将阻水材料填充或覆盖在松套管和捆绑扎纱的表面;
13.3)通过护套生产线对步骤2中的捆绑扎纱进行纵包金属带铠装层;
14.4)若干增强件以恒定的张力放出,经过转向轮及汇线板均匀分布后,进入挤出模具,穿过挤出模芯上的增强件过线孔后,通过挤出模具形成成品,增强件铠装层则分布在外护套层内。
15.在上述技术方案中,所述中心加强件外布置有填充绳。
16.在上述技术方案中,步骤4中,若干增强件通过多路主动增强件放线单元以恒定的
张力放出。
17.在上述技术方案中,步骤4中,所述挤出模具包括挤出模芯、导引模和挤出外模,所述导引模插入到挤出模芯内,该导引模上设有若干导引管和导引模过线孔,导引管与导引模过线孔配合,将增强件导入到挤出模芯,所述挤出模芯上设有与导引模上相同数量的增强件过线孔,该挤出模芯与挤出外模配合。
18.在上述技术方案中,所述导引模外圆上设有定位键,挤出模芯上设有定位槽,定位槽与定位键配合,使导引模过线孔与增强件过线孔完全对正。
19.本发明的有益效果是:
20.1、光缆在光缆护套生产线进行护套时,直接将增强件铠装层直放在护套层内;较原工艺路线节省两次生产流程;
21.2、无需经过笼绞机生产线进行增强件铠装,解决了绞笼机生产线速度较慢,次品率高、产出率低的问题;
22.3、增强件铠装层与外护套层紧密粘合,解决了原有生产工艺一次护套与二次护套之间的增强件铠装层无阻水设计,长时间在水中浸泡存在生锈、断裂的风险;
23.4、同等拉力条件下,本发明直放式增强件较绕包式增强件所需数量少,成本低。
附图说明
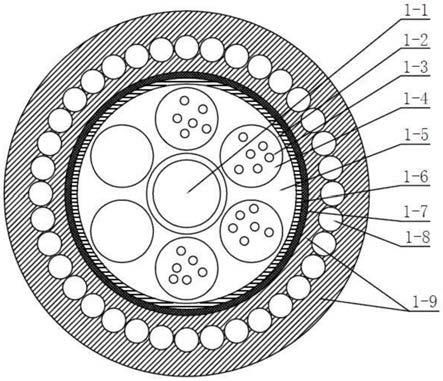
24.图1为本发明的增强件铠装光缆的横截面示意图。
25.图2为本发明增强件与外护套层加工示意图。
26.图3为图2中挤出模具的挤出模芯的截面图。
27.图4为图3的a向视图。
28.图5为图2中挤出模具的导引模的截面图。
29.图6为图2中挤出模具的挤出外模的截面图。
30.其中:1-1.中心加强件,1-2.松套管,1-3.光纤或光纤带,1-4. 纤膏,1-5.阻水材料,1-6.捆绑扎纱,1-7.金属带铠装层,1-8.增强件铠装层,1-9.外护套层,2-1.多路主动增强件放线单元,2-2.转向轮,2-3.汇线板,2-4.挤出模具,2-5.护套生产线,2-4-1.增强件过线孔,2-4-2.定位槽,2-4-3.挤出模芯,2-4-4.定位键,2-4-5.导引管,2-4-6.导引模,2-4-7.导引模过线孔,2-4-8.挤出外模。
具体实施方式
31.下面结合附图及具体实施例对本发明作进一步说明。
32.如图1所示的一种增强件铠装光缆,包括处于中心处的中心加强件1-1、松套管1-2、光纤或光纤带1-3、纤膏1-4、阻水材料1-5、捆绑扎纱1-6、金属带铠装层1-7、增强件铠装层1-8、外护套层1-9,所述中心加强件1-1外设有多个环绕成一圈的松套管1-2,部分或全部松套管1-2内设有光纤或光纤带1-3,光纤或光纤带1-3之间填充有纤膏1-4,前述松套管1-2之间填充有阻水材料1-5,并通过捆绑扎纱1-6包覆,所述捆绑扎纱1-6外设有金属带铠装层1-7,金属带铠装层1-7外设有外护套层1-9,外护套层1-9中设有增强件铠装层1-8。
33.在上述技术方案中,所述增强件铠装层1-8为环绕成一圈的若干增强件,各增强件之间平行布置。
34.在上述技术方案中,所述中心加强件1-1外表面设有垫层。
35.在上述技术方案中,所述捆绑扎纱1-6内设有填充绳。当中心加强件1-1的直径过大,而松套管的数量不需要太多时,需要通过填充绳来替换松套管的位置,使松套管和填充绳将中心加强件环绕一圈。
36.在上述技术方案中,所述增强件为金属材料或非金属材料。
37.如图2至图6所示一种增强件铠装光缆的制备方法,包括以下步骤:
38.1)在中心加强件1-1周围均匀布置松套管1-2,该松套管1-2内分布有光纤或光纤带1-3和纤膏1-4;
39.2)均匀布置的松套管1-2通过捆绑扎纱1-6缠绕固定在中心加强件1-1上,并将阻水材料1-5填充或覆盖在松套管1-2和捆绑扎纱 1-6的表面;
40.3)通过护套生产线2-5对步骤2中的捆绑扎纱1-6进行纵包金属带铠装层1-7;
41.4)若干增强件以恒定的张力放出,经过转向轮2-2及汇线板2-3 均匀分布后,进入挤出模具2-4,穿过挤出模芯2-4-3上的增强件过线孔后2-4-1,通过挤出模具形成成品,增强件铠装层1-8则分布在外护套层1-9内。
42.在上述技术方案中,所述中心加强件1-1外布置有填充绳。松套管内布置光纤或光纤带,在松套管不需要很多时候采用填充绳。
43.在上述技术方案中,步骤4中,若干增强件通过多路主动增强件放线单元2-1以恒定的张力放出。
44.在上述技术方案中,步骤4中,所述挤出模具包括挤出模芯2-4-3、导引模2-4-6和挤出外模2-4-8,所述导引模2-4-6插入到挤出模芯 2-4-3内,该导引模上设有若干导引管2-4-5和导引模过线孔2-4-7,导引管与导引模过线孔配合,将增强件导入到挤出模芯,所述挤出模芯上设有与导引模上相同数量的增强件过线孔2-4-1,该挤出模芯与挤出外模配合2-4-8。
45.在上述技术方案中,所述导引模外圆上设有定位键2-4-4,挤出模芯上设有定位槽2-4-2,定位槽2-4-2与定位键2-4-4配合,使导引模过线孔与增强件过线孔完全对正。
46.各路增强件均采用平行放置,且在经过挤出模芯和挤出外模后,与外护套层紧密粘结;增强件铠装层的组成部分增强件,通过多路主动增强件放线单元以恒定的张力放出,经转向轮导向,进入汇线板均匀分布后,进入挤出模具最终护套一次成型的生产线布局;
47.增强件铠装层的组成部分增强件通过多路主动增强件放线单元以恒定的张力放出,经转向轮”导向,进入汇线板均匀分布后,进入挤出模具;
48.在挤出内模上根据增强件铠装层的增强件数量,进行增强件过线孔的开孔处理;增强件铠装层经过导引管、导引模过线孔进入、增强件过线孔;导引模定位槽与导引槽定位键的设计,用于在导引模”安装在挤出模芯内时,保证导引模过线孔与增强件过线孔完全对正;
49.在中心加强件周围均匀分布松套管,松套管”内分布有光纤或光纤带”和纤膏或阻水粉,松套管由捆绑扎纱缠绕固定在中心加强件及周围,再将阻水材料填充或覆盖在松套管和捆绑扎纱表面;然后在护套生产线首先对上面的半成品进行纵包金属带铠装层,增强件通过多路主动增强件放线单元以恒定的张力放出,经转向轮导向,进入汇线板均匀分布后,进入挤出模具;增强件经过导引模上的导引管、导引模过线孔进入增强件过线孔;导引
模定位槽与导引槽定位键的设计,用于在导引模安装在挤出模芯内时,保证导引模过线孔与增强件过线孔完全对正,外护套层”经过挤出模芯和挤出外模的成型处理,均匀的覆盖在金属带铠装层上,并将增强件铠装层包裹在内。
50.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
