1.本发明属于自净袋加工技术领域,具体涉及一种医药包装自净袋的加工工艺。
背景技术:
2.医用包装自净袋可用于医疗器械类产品的包装,可对其进行灭菌和无菌操作,灭菌前后能对产品进行保护并且灭菌后能在一定期限内维持系统内部无菌环境的包装系统。在自净袋的加工过程中,需要进行贴合、热封和切割工序,传统的方法是将薄膜依次送入贴合设备、热封设备和切割设备中分别进行处理,操作复杂,生产效率低,且生产线占地面积大、成本高,鉴于此,有必要对传统的医药包装自净袋的加工工艺做出改进。
技术实现要素:
3.为解决现有技术的不足,本发明的目的在于一种医药包装自净袋的加工工艺,将贴合、热封和切割结合为一体,占地面积小,设备投资少,且可以一次热封和切割出多个自净袋,提高生产效率。
4.为了实现上述目标,本发明采用如下的技术方案:一种医药包装自净袋的加工工艺,包括加工生产系统,加工生产系统包括第一放卷辊、第二放卷辊和加工装置,加工装置包括工作台和顶板,工作台顶部的四个边角处均垂直固定有支杆,支杆的顶端固定连接于顶板的底部,工作台和顶板之间沿薄膜移动方向依次设置有热封机构、冷却定型机构和切割机构,第一放卷辊和第二放卷辊均设置于加工装置的后端。
5.优选地,前述热封机构包括第一上热压板、第一下热压板、多个第二上热压板和多个第二下热压板,第一上热压板的顶端和第一下热压板的底端均通过第一伸缩杆连接第一驱动气缸,两个第一驱动气缸分别固定于顶板的底部和工作台的顶部。
6.优选地,前述多个第二上热压板设置于第一上热压板的前方,且由左至右均匀排列,多个第二下热压板设置于第一下热压板的前方,且由左至右均匀排列。
7.优选地,前述第二上热压板的顶端和第二下热压板的底端均通过第二伸缩杆连接第二驱动气缸,两个第二驱动气缸分别滑动连接于顶板的底部和工作台的顶部,以分别带动第二上热压板和第二下热压板的左右移动。
8.优选地,前述热封机构的后端还设置有贴合机构,贴合机构包括上贴合辊和下贴合辊。
9.优选地,前述冷却定型机构包括上冷却辊和下冷却辊,上冷却辊和下冷却辊的内部均设置有冷水腔,冷水腔的一端设置有注水口,通过对封边位置进行冷却,可避免因高温引起的卷边。
10.优选地,前述切割机构包括切割台、第一切割刀和多个第二切割刀,切割台设置于工作台上,第一切割刀的顶端通过第三伸缩杆连接第三驱动气缸,第三驱动气缸固定于顶板的底部。
11.优选地,前述多个第二切割刀位于第一切割刀的前端,且由左至右均匀排列,第二切割刀的顶端通过第四伸缩杆连接第四驱动气缸,第四驱动气缸滑动连接于顶板的底部,以带动第二切割刀的左右移动。
12.优选地,前述冷却定型机构和切割机构之间设置有牵引机构,牵引机构包括上牵引辊和下牵引辊。
13.一种医药包装自净袋的加工工艺,包括以下具体步骤:s1、上料:将经过杀菌后的第一薄膜卷和第二薄膜卷分别安装于第一放卷辊和第二放卷辊上,并将第一薄膜和第二薄膜的前端依次穿过贴合机构、热封机构、冷却定型机构和牵引机构;s2、贴合:第一薄膜和第二薄膜经上贴合辊和下贴合辊后贴合在一起,形成薄膜本体;s3、热封:根据所需自净袋的宽度调整好多个第二上热压板和第二下热压板的位置,薄膜本体移动至热封机构中,第一上热压板和第一下热压板相向移动,对薄膜本体进行第一次热封,形成底边,多个第二上热压板和第二下热压板同时相向移动,对本体进行第二次热封,形成多条侧边;s4、冷却定型:完成热封后薄膜薄膜本体进入上冷却辊和下冷却辊之间,对热封的底边和侧边进行冷却定型;s5、切割:冷却定型后的薄膜本体移动至切割台上,第一切割刀向下移动,对底边后侧的位置进行切割,多个第二切割刀分别对侧边中间位置进行切割,即可得到多个自净袋。
14.本发明的有益之处在于:本发明的医药包装自净袋的加工装置结构简单,容易操作,将贴合、热封和切割结合为一体,占地面积小,设备投资少,且可以一次热封和切割出多个自净袋,提高了生产效率;通过调整第二上热压板、第二下热压板和第二切割刀的位置,可以得到不同宽度的自净袋,满足多种需要。
附图说明
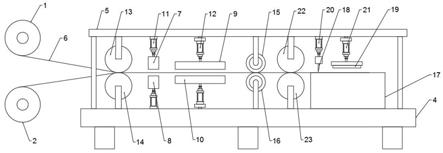
15.图1是本发明的结构示意图;图2是本发明中第二上热压板和第二下热压板的结构示意图;图3是本发明中薄膜本体的俯视图。
16.图中附图标记的含义:1、第一放卷辊,2、第二放卷辊,4、工作台,5、顶板,6、薄膜本体,6.1、底边,6.2、侧边,7、第一上热压板,8、第一下热压板,9、第二上热压板,10、第二下热压板,11、第一驱动气缸,12、第二驱动气缸,13、上贴合辊,14、下贴合辊,15、上冷却辊,16、下冷却辊,17、切割台,18、第一切割刀,19、第二切割刀,20、第三驱动气缸,21、第四驱动气缸,22、上牵引辊,23、下牵引辊。
具体实施方式
17.以下结合附图和具体实施例对本发明作具体的介绍。
18.参见图1~3,本发明的一种医药包装自净袋的加工工艺,包括加工生产系统,加工生产系统包括第一放卷辊1、第二放卷辊2和加工装置,加工装置包括工作台4和顶板5,工作
台4顶部的四个边角处均垂直固定有支杆,支杆的顶端固定连接于顶板5的底部,工作台4和顶板5之间沿移动方向依次设置有热封机构、冷却定型机构和切割机构,第一放卷辊1和第二放卷辊2均设置于加工装置的后端。
19.热封机构包括第一上热压板7、第一下热压板8、多个第二上热压板9和多个第二下热压板10,第一上热压板7的顶端和第一下热压板8的底端均通过第一伸缩杆连接第一驱动气缸11,两个第一驱动气缸11分别固定于顶板5的底部和工作台4的顶部。多个第二上热压板9设置于第一上热压板7的前方,且由左至右均匀排列,多个第二下热压板10设置于第一下热压板8的前方,且由左至右均匀排列。第二上热压板9的顶端和第二下热压板10的底端均通过第二伸缩杆连接第二驱动气缸12,两个第二驱动气缸12分别滑动连接于顶板5的底部和工作台4的顶部,以分别带动第二上热压板9和第二下热压板10的左右移动,其中的滑动连接方式可选用滑块和导轨,因属于现有技术中常用的技术方案,故不做具体说明。
20.热封机构的后端还设置有贴合机构,贴合机构包括上贴合辊13和下贴合辊14。
21.冷却定型机构包括上冷却辊15和下冷却辊16,上冷却辊15和下冷却辊16的内部均设置有冷水腔,冷水腔的一端设置有注水口。
22.切割机构包括切割台17、第一切割刀18和多个第二切割刀19,切割台17设置于工作台4上,第一切割刀18的顶端通过第三伸缩杆连接第三驱动气缸20,第三驱动气缸20固定于顶板5的底部。多个第二切割刀19位于第一切割刀18的前端,且由左至右均匀排列,第二切割刀19的顶端通过第四伸缩杆连接第四驱动气缸21,第四驱动气缸21滑动连接于顶板5的底部,以带动第二切割刀19的左右移动,其中的滑动连接方式可选用滑块和导轨,因属于现有技术中常用的技术方案,故不做具体说明。
23.冷却定型机构和切割机构之间设置有牵引机构,牵引机构包括上牵引辊22和下牵引辊23。
24.一种医药包装自净袋的加工工艺,包括以下具体步骤:s1、上料:将经过杀菌后的第一卷和第二卷分别安装于第一放卷辊1和第二放卷辊2上,并将第一和第二的前端依次穿过贴合机构、热封机构、冷却定型机构和牵引机构;s2、贴合:第一和第二经上贴合辊13和下贴合辊14后贴合在一起,形成薄膜本体6;s3、热封:根据所需自净袋的宽度调整好多个第二上热压板9和第二下热压板10的位置,薄膜本体6移动至热封机构中,第一上热压板7和第一下热压板8相向移动,对薄膜本体6进行第一次热封,形成底边6.1,多个第二上热压板9和第二下热压板10同时相向移动,对薄膜本体6进行第二次热封,形成多条侧边6.2;s4、冷却定型:完成热封后薄膜本体6进入上冷却辊15和下冷却辊16之间,对热封的底边6.1和侧边6.2进行冷却定型;s5、切割:冷却定型后的薄膜本体6移动至切割台17上,第一切割刀18向下移动,对底边6.1后侧的位置进行切割,多个第二切割刀19分别对侧边6.2中间位置进行切割,切割位置见图3,图中虚线为切割线,切割完成后即可得到多个自净袋。
25.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。