1.本发明涉及一种双塔结构的醋酸乙酯清洁生产系统及生产工艺,是一种生产醋酸乙酯的绿色革新技术,属于有机化工领域。
背景技术:
2.醋酸乙酯(乙酸乙酯)是无色透明具有刺激性气味的液体,是一种用途广泛的精细化工产品,具有优异的溶解性、快干性,用途广泛。作为一种非常重要的有机化工原料和极好的工业溶剂,被广泛用于醋酸纤维、乙基纤维、氯化橡胶、乙烯树脂、乙酸纤维树酯、合成橡胶、涂料及油漆等的生产过程中。
3.传统的醋酸乙酯生产工艺以浓硫酸作为催化剂,反应温度常常在100℃以上,属先反应后分离工艺。这一方法存在诸多缺点,比如催化剂腐蚀性强,工艺复杂,能耗高,绿色化程度低等缺陷,并不能满足环境友好型的工业生产需求。一些现有的发明专利文献也公开了一些新型的醋酸乙酯反应-分离耦合工艺,但仍存在一些不足:如专利文献cn101255111a公开了以α~吡咯烷酮硫酸氢盐离子液体为催化剂的反应精馏工艺,但其进料为一锅法从塔釜进料,塔顶乙酸乙酯纯度偏低,且规模较小;专利文献cn102134191a公开了一种三塔结构的反应精馏生产乙酸乙酯工艺,但实际运行会存在能耗高,催化剂再生困难的问题;专利文献cn104119225a公开了一种单塔结构的乙酸乙酯反应-萃取-精馏工艺,但是其三废排放量高,绿色化程度低。
技术实现要素:
4.本发明的目的在于提供一种新的醋酸乙酯清洁生产系统及生产工艺,以克服传统以浓硫酸为催化剂生产醋酸乙酯过程中催化剂腐蚀性强、能耗高、工艺流程复杂以及voc排放量高等缺点。
5.为实现上述目的,本发明提供的技术方案为:
6.一种双塔结构的醋酸乙酯清洁生产系统,其特征在于,包括:
7.一座反应精馏主塔t101,包括各自设有进料口的上段、中段和下段,设所述上段、中段和下段的进料口分别为n
11
、n
12
和n
13
,所述的n
11
、n
12
和n
13
分别用于冰醋酸、离子液体和第一股乙醇的进料;
8.一座反应精馏副塔t102,包括各自设有进料口的上段和下段,设反应精馏副塔t102上段、下段的进料口分别为n
21
和n
22
,其中,进料口n
21
用于与反应精馏主塔t101的塔釜出料口连接,进料口n
22
用于第二股乙醇的进料;
9.一离子液体脱水单元c101,其进料口与反应精馏副塔t102的塔釜出料口连接,用于对反应精馏副塔t102塔釜出料的脱水;
10.一离子液体催化剂在线更新单元r101,主要用于离子液体催化剂的活性再生,其进料口与所述离子液体脱水单元c101的出料口连接,其出料口通过循环管路与反应精馏主塔t101的进料口n
12
连接。
11.作为优选:
12.所述反应精馏主塔t101的总理论板数为36至60块,以进料口n
11
、n
12
和n
13
所在的高度位置为分界,将反应精馏主塔t101自上至下划分为了精馏段、萃取段、反应段和提馏段,同时所述进料口n
11
、n
12
和n
13
的高度位置分别处于自上往下数板位数的第8-12块、第15-22块、第26-45块之间;
13.所述反应精馏副塔t102的总理论板数为30至40块,以进料口n
21
和n
22
所在的高度位置为分界,将反应精馏副塔t102自上至下划分为了精馏段、反应段和提馏段,所述进料口n
21
和n
22
的高度位置分别处于自上往下数板位数的第6-10块、第20-28块之间;
14.所述反应精馏主塔t101与反应精馏副塔t102内塔径的比值为2~3。
15.一种双塔结构的醋酸乙酯清洁生产工艺,基于如上所述的生产系统实施,其特征在于,包括以下步骤:
16.(1)将冰醋酸、离子液体和第一股乙醇分别从反应精馏主塔t101的上段进料口n
11
、中段进料口n
12
和下段进料口n
13
连续进料,并将反应生成的醋酸乙酯产品d1从反应精馏主塔t101的塔顶采出;
17.(2)用泵连续将反应精馏主塔t101的塔釜出料w1打入反应精馏副塔t102的上段进料口n
21
,同时将第二股乙醇从反应精馏副塔t102的下段进料口n
22
进料;
18.(3)从反应精馏副塔t102的塔顶采出乙酸乙酯-水-乙醇的共沸物d2,用泵连续将其从下段进料口n
13
打入反应精馏主塔t101中,同时从反应精馏副塔t102的塔釜采出塔釜出料w2;
19.(4)用泵将塔釜物料w2打入脱水单元c101中进行脱水,再将脱水后的物料w3连续打入离子液体在线更新单元r101中,用泵将离子液体w4连续从进料口n
12
送回反应精馏主塔t101中;
20.上述过程中:
21.进入反应精馏主塔t101的冰醋酸流股f
11
和离子液体流股f
12
的体积流量比值为1:(0.7~1.2),流股f
11
中的冰醋酸流量与第一个乙醇流股f
13
中的乙醇组分的摩尔流量比r1为1.02~1.06;
22.进入反应精馏副塔t102的第二个乙醇流股f
22
中的乙醇组分流量与进入反应精馏主塔t101的流股f
11
中的冰醋酸的摩尔流量比值r2为(r1-1.0)值的x倍,即r2=x(r1-1.0),x的取值为1.3~3.0;
23.所述第一个乙醇流股、第二个乙醇流股为体积百分比为90~100%的乙醇。
24.在上述方案的基础上:
25.进一步的,所述第一个乙醇流股、第二个乙醇流股均为95%乙醇。
26.进一步的,所述反应精馏主塔t101的塔顶操作压力为常压,塔顶的操作回流比为1.5~3.5,塔顶冷凝器操作温度为40~76℃,塔釜操作温度为115~122℃;所述反应精馏副塔t102的塔顶操作压力为常压,塔顶的操作回流比为2.5~5.0,塔顶冷凝器操作温度为40~70℃,塔釜操作温度为114~121℃;离子液体催化剂在线更新单元r101单元的操作压力为常压,操作温度为80~120℃。
27.进一步的,所述离子液体脱水单元c101是由2~3台蒸发设备串联组成多效蒸发机组,其中第一效的操作压力为1.0-2.0bar、操作温度为135~145℃,末效的操作压力为8~
12kpa、操作温度为90~110℃。
28.进一步的,当生产系统连续运行约3~6个月后出现离子液体活性下降到预设值时,将离子液体再生液以系统流程中所运行的离子液体质量流量的1/50~1/20的流速连续打入r101进行再生,间歇再生所需时间与系统流程中离子液体循环一周所用时间相同,所用的离子液体再生液由与目标阴离子相同的混合酸和部分新鲜离子液体混合而成,目标阴离子的混合酸质量分数为20~50wt%,新鲜离子液体质量分数为50~80wt%。
29.进一步的,所述离子液体的阳离子是以下阳离子种类中的两种及以上混合:
30.质子化的三烷基铵[(r1)3nh],其中r1为直链饱和烷基,碳原子数为:2~4;
[0031]
质子化的n-烷基咪唑[r2him],其中r2为直链饱和烷基,碳原子数为:1~4;
[0032]
质子化的烷基吡啶,其中r3为直链饱和烷基,碳原子数为:1~4;
[0033]
质子化的1,3-二甲基丙撑脲[dmpu];
[0034]
质子化的1,3-二甲基-2-咪唑啉酮[dmi];
[0035]
水合氢离子h3o
;
[0036]
上述前五种类阳离子的结构式分别为:
[0037][0038]
所述离子液体的阴离子由以下阴离子种类中的两种及以上混合:
[0039]
硫酸氢根[hso4]-;
[0040]
磺酸根[r
4-so3]-,其中r4为碳原子数为1~4的直链烷烃;
[0041]
对甲基苯磺酸根[ch3phso3]-;
[0042]
三氟甲基磺酸根[cf3so4]-;
[0043]
磷酸二氢根[h2po4]-。
[0044]
进一步的,将初始进入反应精馏主塔t101的冰醋酸流股f
11
、离子液体流股f
12
以及第一个乙醇流股f
13
先经过预热器预热,其预热温度分别为70~80℃,80~90℃以及65~75℃;当生产系统开车运行2小时后,关闭预热器,改为冷液进料。
[0045]
进一步的,所述离子液体的选用法则包括:
[0046]
(1)室温下是液体;
[0047]
(2)室温下粘度不超过1000mpa.s;
[0048]
(3)在甲醇溶剂中以二甲基黄为显色剂测定的哈密顿酸值为0.7~2.0。
[0049]
有益效果:
[0050]
本发明生产工艺是在专门开发的双塔结构生产系统中进行的,在反应精馏主塔醋酸过量、反应精馏副塔乙醇过量的情况下,实现高纯度醋酸乙酯的生产。本发明生产系统不仅适用于纯乙醇,也适用于乙醇水溶液。本发明工艺原料适用范围广,离子液体催化剂与乙酸乙酯分相,经过简单脱除水分及在线再生后可重新循环回用,简化了分离流程和节省了分离工序的投资,反应精馏过程的耦合大大降低了醋酸乙酯生产的能耗,另外本发明工艺voc排放少,经生化处理后可直接排放,使本发明称为具有节能减排、绿色化程度很高的新
型工艺。
附图说明
[0051]
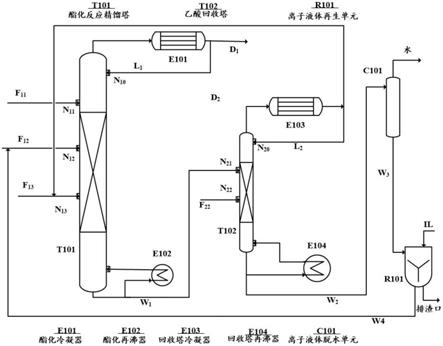
图1为本发明生产系统及工艺的流程图。
具体实施方式
[0052]
现在结合附图对本发明作进一步详细的说明。
[0053]
本发明利用离子液体的高催化性能以及与乙酸乙酯不互溶等特点,提出了一种新的生产醋酸乙酯清洁生产工艺。本发明工艺过程是在离子液体催化下,以冰醋酸与乙醇为原料酯化直接生成醋酸乙酯,其反应原理如下:
[0054][0055]
该反应是在本发明专门开发的双塔结构系统中进行,在反应主塔醋酸过量、反应副塔乙醇过量的情况下,实现反应精馏主塔塔顶醋酸乙酯的浓度达到98%以上,过程的转化率不小于99%,醋酸乙酯选择性等于100%。
[0056]
如图1所示的一种双塔结构的醋酸乙酯清洁生产系统,包含一座催化乙酸和90~100%乙醇进行反应精馏的反应精馏主塔t101、一座回收挥发性有机物的反应精馏副塔t102、一座离子液体脱水单元c101和一座离子液体催化剂在线更新单元r101。
[0057]
所述反应精馏主塔t101设有上段、中段和下段,所述上段、中段和下段的进料口分别为n
11
、n
12
和n
13
,其中,n
11
用于冰醋酸的进料,n
12
用于离子液体的进料,n
13
用于第一股95%乙醇的进料。
[0058]
反应精馏副塔t102设有上段和下段,所述上段和下段的进料口分别为n
21
和n
22
,其中,进料口n
21
与反应精馏主塔t101的塔釜出料口连接,进料口n
22
用于第二股95%乙醇的进料
[0059]
所述子液体脱水单元c101,其进料口与反应精馏副塔t102的塔釜出料口连接,用于对反应精馏副塔t102塔釜出料的脱水。
[0060]
所述离子液体催化剂在线更新单元r101主要用于离子液体的活性再生,其进料口与所述离子液体脱水单元c101的出料口连接,其出料口通过循环管路与反应精馏主塔t101的进料口n
12
连接。
[0061]
作为优选的实施方案:
[0062]
所述反应精馏主塔t101的总理论板数一般设为36至60块,以进料口n
11
、n
12
和n
13
所在的高度位置为分界,将反应精馏主塔t101自上至下划分为了精馏段、萃取段、反应段和提馏段,同时所述进料口n
11
、n
12
和n
13
所在的高度位置又分别处于主塔自上往下数板位数的第8-12块、第15-22块、第26-45块之间;
[0063]
所述反应精馏副塔t102的总理论板数一般设为30-40块,以进料口n
21
和n
22
所在的高度位置为分界,将反应精馏副塔t102的反应区自上至下划分为了精馏段、反应段和提馏段,进料口n
21
和n
22
所在的高度位置又分别处于副塔自上往下数板位数的第6-10块、第20-28块之间;
[0064]
所述反应精馏副塔t102与反应精馏主塔t101内塔径的比值为2~3。
[0065]
基于以上系统设计,本发明设计了如下工艺流程:
[0066]
一种双塔结构的醋酸乙酯清洁生产工艺,包括以下步骤:
[0067]
(1)将冰醋酸、离子液体和第一股乙醇分别从反应精馏主塔t101的上段进料口n
11
、中段进料口n
12
和下段进料口n
13
连续进料,并将反应生成的醋酸乙酯产品d1从反应精馏主塔t101的塔顶采出;
[0068]
(2)用泵连续将反应精馏主塔t101的塔釜出料w1(主要含离子液体、水和少量未反应乙酸)打入反应精馏副塔t102的上段进料口n
21
,同时将第二股乙醇从反应精馏副塔t102的下段进料口n
22
进料;
[0069]
(3)从反应精馏副塔t102的塔顶采出乙酸乙酯-水-乙醇的共沸物d2,用泵连续将其从下段进料口n
13
打入反应精馏主塔t101中,同时从反应精馏副塔t102的塔釜采出塔釜出料w2;
[0070]
(4)用泵将塔釜物料w2打入脱水单元c101中进行脱水,再将脱水后的物料w3连续打入离子液体在线更新单元r101中,用泵将更新后的离子液体w4连续从进料口n
12
送回反应精馏主塔t101中,完成离子液体催化剂的循环使用。
[0071]
本发明工艺中对离子液体催化剂的选择比较广泛,工艺流程中所用的离子液体催化剂的阴离子部分可以由硫酸氢根、磺酸根、磷酸二氢根等中的两种及以上混合构成,阳离子部分为由质子化的n-烷基咪唑(im)、吡啶、烷基吡啶、n,n'-二甲基咪唑啉酮(dmi)、n,n'-二甲基丙烯撑脲(dmpu)、水(即水合质子h3o
)等中的两种及以上混合构成,这样的离子液体催化剂有很多,但本发明选用的原则是:离子液体催化剂为室温下粘度不超过1000mpa
·
s且在甲醇溶剂中以二甲基黄为显色剂测定的哈密顿酸值(h)为0.7~2.0的液体。
[0072]
下面结合具体实施例的工艺参数说明本发明工艺的实施过程,下述的各实施例中:
[0073]
初始进入反应精馏主塔t101的冰醋酸流股f
11
、离子液体流股f
12
以及第一个95%乙醇流股f
13
先经过预热器预热,其预热温度分别为70~80℃,80~90℃以及65~75℃,当生产系统开车运行2小时后,关闭预热器,改为冷液进料。反应精馏主塔t101和反应精馏副塔t102均采用全规整填料塔,规整填料材质选用陶瓷或塑料。所述第一个乙醇流股(即前述的第一股乙醇)、第二个乙醇流股(即前述的第二股乙醇)均采用95%乙醇。
[0074]
实施例1:
[0075]
所述反应精馏主塔t101的内径为1000mm,共有55块塔板,塔高18m;反应精馏副塔t102的内径为500mm,共有34块塔板,塔高为9m。
[0076]
反应精馏主塔t101中:冰醋酸的进料温度为75℃,进料口n
11
所在的高度位置,即进料的位置对应第8块塔板;离子液体进料温度为85℃,进料位置对应第16块塔板;95%乙醇进料温度为70℃,进料位置对应第30块塔板。
[0077]
进入反应精馏主塔t101的冰醋酸流股f
11
和离子液体流股f
12
的体积流量(单位为m3/h)的比值为1:1.1,冰醋酸流股f
11
中冰醋酸组分流量(单位为kmol/h)与第一个95%乙醇流股f
13
中的乙醇组分流量(单位为kmol/h)的比值r1为1.05。
[0078]
反应精馏主塔t101塔顶冷凝液回流比为2(即塔顶液相回流量l1与采出流量d1的比值),塔顶冷凝器中冷凝液出口温度为60℃,产品出口温度为35℃。反应精馏主塔t101塔釜液的主要成分为离子液体、水和醋酸。反应精馏主塔t101的塔釜液经袋式过滤器过滤后打入反应精馏副塔t102位于第8块塔板处的进料口n
21
,操作温度为120℃。
[0079]
反应精馏副塔t102中,第二股95%乙醇通过位于第23块塔板处的进料口n
21
向塔内进料,进料温度为25℃。反应精馏副塔t102的塔顶回流比为3.5(即塔顶液相回流量l2与采出流量d2的比值),其冷凝器的冷凝液出口温度为55℃。反应精馏副塔t102中,第二个95%乙醇流股f
22
中的乙醇组分流量(kmol/h)与进入反应精馏主塔t101的f
11
中的冰醋酸流量(kmol/h)比值为0.1。反应精馏副塔t102的塔釜液在储罐达到一定液位后打入离子液体脱水单元c101,离子液体脱水单元的进料量为0.1m3/h。
[0080]
本实施例中,所述离子液体脱水单元c101是由2~3台蒸发设备串联组成多效蒸发机组。蒸发机组第一效的操作温度为140℃,第二效的操作压力为9kpa,操作压力为100℃。
[0081]
本实施例工艺所用的离子液体催化剂阳离子为质子化的乙基咪唑[ehim],质子化的三乙胺[et3nh],水合氢离子h3o
;阴离子为hso
4-和h2po
4-。
[0082]
结果分析:
[0083]
本实施例生产系统年产高纯度醋酸乙酯20kt/a(即从反应精馏主塔t101塔顶采出的产品),从塔顶得到的醋酸乙酯产品含量为98%,系统能耗为1.15t水蒸气/t酯,废水中有机物含量为650ppm。
[0084]
本实施例中,离子液体在线更新单元r101是一台带搅拌桨和换热夹套的搪玻璃搅拌釜,操作压力为常压,釜的顶部有多个进料口,釜底设有出料口和排渣口各一个,主要用于离子液体的活性再生,同时还用于完成对离子液体调整温度、匀浆、间歇补料、间歇沉淀除渣等其它更新操作。
[0085]
实施例2~6:
[0086]
在实施例2到实施例6中:
[0087]
反应精馏主塔t101冰醋酸的进料温度为70℃,进料位置对应第10块塔板;离子液体进料温度为85℃,进料位置对应第17块塔板;95%乙醇进料温度为75℃,进料位置对应第35块塔板;塔顶冷凝液的温度为55℃。
[0088]
所述的实施例2到实施例6改变了部分工艺条件,采用了不同离子液体配方作为催化剂,其余操作条件同实施例1,结果见表1。
[0089]
表1.不同工艺条件对应的结果
[0090][0091]
实施例7~10:
[0092]
在实施例7到实施例10中:
[0093]
反应精馏主塔t101冰醋酸进料温度为70℃,进料位置对应第11块塔板;离子液体进料温度为80℃,进料位置对应第18块塔板;95%乙醇进料温度为75℃,进料位置对应第40块塔板;塔顶冷凝液的温度为60℃。
[0094]
所述的实施例7到实施例10改变部分工艺条件,采用不同离子液体配方为催化剂,其余操作条件同实施例1,结果见表2。
[0095]
表2.不同工艺条件对应的结果
[0096][0097][0098]
实施例11~15:
[0099]
在实施例11到实施例15中:
[0100]
反应精馏主塔t101冰醋酸进料温度为78℃,进料位置在第12块塔板处;离子液体进料温度为85℃,进料位置在第20块塔板处;95%乙醇进料温度为70℃,进料位置在第42块塔板处;塔顶冷凝液的温度为65℃。
[0101]
所述的实施例11~15,改变了部分工艺条件,并采用不同离子液体配方为催化剂,其余操作条件同实施例1,结果见表3。
[0102]
表3.不同工艺条件对应的结果
[0103][0104][0105]
上述各表中,部分阴阳离子缩写如下:
[0106]
[2-mhpy]:2-甲基吡啶;
[0107]
[3-mhpy]:3-甲基吡啶;
[0108]
[4-mhpy]:4-甲基吡啶;
[0109]
[mhim]:甲基咪唑;
[0110]
[ehim]:1-乙基咪唑;
[0111]
[et3nh]:三乙胺;
[0112]
[bu3nh]:三丁胺;
[0113]
[ch3phso3]-:对甲基苯磺酸根;
[0114]
[dmi]:1,3-二甲基-2-咪唑啉酮。
[0115]
上述各实施例中,实施例2~9反应精馏主、副塔所用填料为陶瓷填料,其余实施例所用填料的材质为塑料。
[0116]
上述的各实施例中,当有从副塔t102的塔顶采出的共沸物d2从n
13
进料口进入主塔t101中,需调整流股f
13
的流量时,调整的法则是:f
11
中的冰醋酸流量(kmol/h)与来自于流股f
13
和d2中的乙醇组分的总和流量(kmol/h)的比值依然维持在r1值。
[0117]
当生产系统连续运行约3~6个月后出现离子液体活性下降到预设值时,可将离子液体再生液以系统流程中所运行的离子液体质量流量的1/50~1/20的流速连续打入r101进行再生,间歇再生所需时间与系统流程中离子液体循环一周(约4-6小时)所用时间相同;所用的离子液体再生液由与目标阴离子相同的混合酸和部分新鲜离子液体混合而成,目标阴离子的混合酸质量分数为20~50wt%,新鲜离子液体质量分数为50~80wt%。
[0118]
例如,上述的实施例1,在整个工艺连续运行三个月后离子液体活性下降时,将离子液体再生液以30kg/h的流速打入r101进行再生。再生时间为4h,再生温度控制在80~120℃。所用的离子液体再生液由与目标阴离子相同的混合酸和部分新鲜离子液体混合而成。目标阴离子的混合酸质量分数为20~50wt%,新鲜离子液体质量分数为50~80wt%。本发明生产系统及工艺生产的乙酸乙酯产品从反应精馏主塔t101的塔顶获得(即流股d1),产品纯度按质量分数计可达98~99.95%;副产物水从离子液体脱水单元c101排出,水中的cod含量小于1000ppm,可经简单的生化处理后达标排放;仅有极少量的固液混合废渣(主要是由黏附的离子液体、从原料带入或反应生成的不挥发性杂质、及装置中的陶瓷填料碎片或金属表面溶解下来的金属盐等构成)间歇从离子液体在线更新单元r101中排出,每年排出的废渣体积数与整个工艺装置中循环运行的离子液体体积数(譬如,对一个年产2万吨/年的工艺装置,循环中的总离子液体体积约为6m3)相比小于3%;除了这股几可忽略的废渣需要填埋或其它无害化处理外,整个工艺过程无其它三废排放,过程的清洁程度很高。整个流程的能耗小于1.2吨水蒸汽/吨产品。
[0119]
上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
