一种双工位自锁夹紧器
【技术领域】
1.本发明属于机械加工制造领域,特别涉及一种双工位自锁夹紧器。
背景技术:
2.在实现钢板自动化焊接时,首先需要将钢板固定在变位机上,由于变位机在工作中需要旋转,如果钢板在变位机上固定不牢直接影响焊接机器人焊接的准确性及安全问题;并且钢板需要频繁地装、卸,因此需要采用自动化的装夹与脱夹方式。
3.中国专利申请号为201711237295.4公开了一种钢板夹紧装置,通过吊钩直接吊起压板压紧钢板的方式,该装置体积笨重、无自动化,且钢板装卸困难。中国专利申请号为201810618617.8公开了一种钢板的便携式夹紧装置,采用多螺杆夹紧的方式,但是这种夹紧方式对机器人的焊接有干涉,且是手动装、脱夹,效率低。
4.中国专利申请号为201822098451.x公开了一种钢板的切割用夹紧装置,可实现单面夹紧以及自动化,但对于旋转的平台以及工件重量较大时存在安全问题。
5.中国专利申请号为202021898419.0公开了一种钢板加工夹紧装置,可实现上底面以及横向端面夹紧,但是没有自动化以及夹具对作用在钢板上底面的作业有干涉,如焊接等作业。
6.针对焊接自动化的使用要求以及目前技术存在的局限性,本发明专利提出了一种双工位压紧、可自锁和自动化的夹紧器。
技术实现要素:
7.本发明的目的就是解决现有技术中的问题,提出一种双工位压紧、可自锁和自动化的夹紧器。
8.为实现上述目的,本发明提出了一种双工位自锁夹紧器,包括夹具压头、夹具主板和驱动机构,所述驱动机构上设有夹具主板,所述夹具主板上设有夹具压头,所述夹具压头具有压紧端a和压紧端b,夹紧时,所述压紧端a先抵住工件,然后压紧端a在工件的反作用下带动压紧端b向工件运动并压紧在工件上。
9.作为优选,所述夹具压头为c形结构。
10.作为优选,所述夹具主板的上端设有压头销轴座,所述夹具压头通过压头销轴与压头销轴座转动连接。
11.作为优选,所述压头销轴座的前端设有弹簧座,所述弹簧座上设有与夹具压头固定连接的压缩弹簧。
12.作为优选,所述夹具主板上设有导杆,所述导杆上设有与其相配合的导杆座,所述导杆座上设有若干安装孔i。
13.作为优选,所述夹具主板的上端设有与夹具压头相配合的开口。
14.作为优选,所述驱动机构上设有安装座,所述安装座上设有若干安装孔ii。
15.作为优选,所述驱动机构的驱动端设有叉形座,所述叉形座通过油缸销轴与油缸
销轴座转动连接,所述油缸销轴座与夹具主板固定连接。
16.作为优选,所述驱动机构为液压缸。
17.作为优选,还包括与液压缸连接的液压控制系统,所述液压控制系统具有液压锁紧回路。
18.本发明的有益效果:
19.1、本发明采用了液压缸推动夹具主板往复移动,夹具主板带动夹具压头动作,实现工件自动夹紧与松开;
20.2、本发明中采用活动夹具压头以及油缸往复可实现夹具自锁;
21.3、本发明采用了液压锁紧回路与夹具自锁两种方式保证了夹具压头对工件的双重压紧保护作用,实现夹紧的双重保护、安全可靠;
22.4、本发明通过螺栓即可与平台结合,安装方便、适用范围广;
23.5、本发明可实现装夹的自动化;
24.6、本发明通过压紧端a和压紧端b对工件进行双工位压紧,夹紧可靠,结构简单,可实现很大的夹紧作用。
25.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
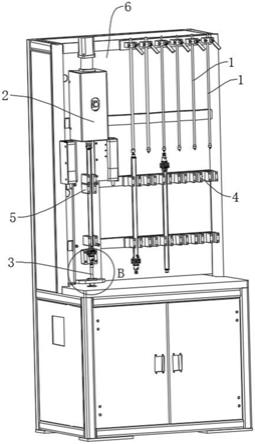
26.图1是本发明一种双工位自锁夹紧器的结构示意图;
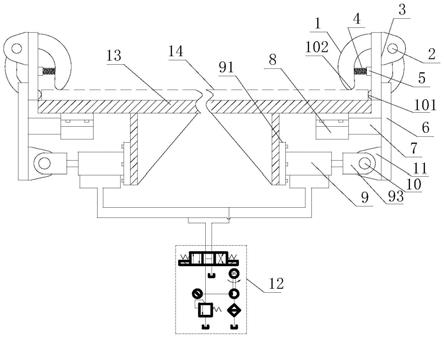
27.图2是本发明应用布局示意图。
28.图中:1-夹具压头、2-压头销轴、3-压头销轴座、4-压缩弹簧、5-弹簧座、6-夹具主板、7-导杆、8-导杆座、9-驱动机构、10-油缸销轴、11-油缸销轴座、12-液压控制系统、13-工件平台、14-工件、61-开口、81-安装孔i、91-安装座、92-安装孔ii、93-叉形座、101-压紧端a、102-压紧端b。
【具体实施方式】
29.参阅图1、2,本发明一种双工位自锁夹紧器,包括夹具压头1、夹具主板6和驱动机构9,所述驱动机构9上设有夹具主板6,所述夹具主板6上设有夹具压头1,所述夹具压头1具有压紧端a101和压紧端b102,夹紧时,所述压紧端a101先抵住工件14,然后压紧端a101在工件的反作用下带动压紧端b102向工件14运动并压紧在工件14上,所述夹具压头1为c形结构,所述夹具主板6的上端设有压头销轴座3,所述夹具压头1通过压头销轴2与压头销轴座3转动连接,所述压头销轴座3的前端设有弹簧座5,所述弹簧座5上设有与夹具压头1固定连接的压缩弹簧4,所述夹具主板6上设有导杆7,所述导杆7上设有与其相配合的导杆座8,所述导杆座8上设有若干安装孔i81,所述夹具主板6的上端设有与夹具压头1相配合的开口61,所述驱动机构9上设有安装座91,所述安装座91上设有若干安装孔ii92,所述驱动机构9的驱动端设有叉形座93,所述叉形座93通过油缸销轴10与油缸销轴座11转动连接,所述油缸销轴座11与夹具主板6固定连接,所述驱动机构9为液压缸,还包括与液压缸连接的液压控制系统12,所述液压控制系统12具有液压锁紧回路。
30.本发明工作过程:
31.本发明一种双工位自锁夹紧器在工作过程中,将本申请安装在工件平台13上,工
件14吊入工件平台13后,液压控制系统12控制液压缸的活塞杆收缩通过夹具主板6带动夹具压头1的压紧端a101抵住工件横向端面;夹具压头1在横向端面的反作用下绕压头销轴2旋转使夹具压头1的压紧端b102压住工件14上表面,从而使工件14的两个工位被夹具压头1压住,并且相互锁紧,当工件14处于锁紧状态时液压控制系统12处于回路锁紧状态。脱夹时,液压控制系统12控制液压缸的活塞杆伸出推动夹具主板6,带动压紧端a101脱离工件14横向端面,压紧端a101所受反作用消失,夹具压头1在压缩弹簧4的推力作用下绕压头销轴2旋转使压紧端b102脱离工件14上表面,从而使工件14的两个工位都脱离夹具,实现脱夹。
32.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
技术特征:
1.一种双工位自锁夹紧器,其特征在于:包括夹具压头(1)、夹具主板(6)和驱动机构(9),所述驱动机构(9)上设有夹具主板(6),所述夹具主板(6)上设有夹具压头(1),所述夹具压头(1)具有压紧端a(101)和压紧端b(102),夹紧时,所述压紧端a(101)先抵住工件(14),然后压紧端a(101)在工件的反作用下带动压紧端b(102)向工件(14)运动并压紧在工件(14)上。2.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述夹具压头(1)为c形结构。3.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述夹具主板(6)的上端设有压头销轴座(3),所述夹具压头(1)通过压头销轴(2)与压头销轴座(3)转动连接。4.如权利要求3所述的一种双工位自锁夹紧器,其特征在于:所述压头销轴座(3)的前端设有弹簧座(5),所述弹簧座(5)上设有与夹具压头(1)固定连接的压缩弹簧(4)。5.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述夹具主板(6)上设有导杆(7),所述导杆(7)上设有与其相配合的导杆座(8),所述导杆座(8)上设有若干安装孔i(81)。6.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述夹具主板(6)的上端设有与夹具压头(1)相配合的开口(61)。7.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述驱动机构(9)上设有安装座(91),所述安装座(91)上设有若干安装孔ii(92)。8.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述驱动机构(9)的驱动端设有叉形座(93),所述叉形座(93)通过油缸销轴(10)与油缸销轴座(11)转动连接,所述油缸销轴座(11)与夹具主板(6)固定连接。9.如权利要求1所述的一种双工位自锁夹紧器,其特征在于:所述驱动机构(9)为液压缸。10.如权利要求9所述的一种双工位自锁夹紧器,其特征在于:还包括与液压缸连接的液压控制系统(12),所述液压控制系统(12)具有液压锁紧回路。
技术总结
本发明公开了一种双工位自锁夹紧器,包括夹具压头、夹具主板和驱动机构,所述驱动机构上设有夹具主板,所述夹具主板上设有夹具压头,所述夹具压头具有压紧端A和压紧端B,夹紧时,所述压紧端A先抵住工件,然后压紧端A在工件的反作用下带动压紧端B向工件运动并压紧在工件上,与现有技术相比,能够双工位压紧,可自锁和自动化操作。锁和自动化操作。锁和自动化操作。
技术研发人员:费跃波 狄梁辉 林海峰 袁成 钱波 赵孟军
受保护的技术使用者:浙矿重工股份有限公司
技术研发日:2022.01.25
技术公布日:2022/5/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。