1.本实用新型涉及机械加工技术领域,尤其涉及一种双通道自动压料机构。
背景技术:
2.目前市场上的箱包的包装机械种类繁多,在箱包进行包装前通常会使用压料机构对箱包压合成型,但是现有的压料机构的送料输送带结构复杂,无法根据不同规格的箱包来自由调整送料输送带的宽度大小,适用范围受到很大的局限性,使用兼容性差。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足,提供一种双通道自动压料机构,采用宽度调整组件来对应调整送料宽度,可兼容不同规格尺寸物料的自动化输送,适用范围广。
4.为实现上述目的,本实用新型的一种双通道自动压料机构,包括机架、装设于机架的第一压料装置以及与第一压料装置间隔且相对设置的第二压料装置,所述第一压料装置与第二压料装置均设置有压力传感器,所述机架的下方设置有与第一压料装置配合使用的第一送料装置以及与第二压料装置配合使用的第二送料装置,所述第一送料装置与第二送料装置结构相同,所述第一送料装置包括基座、活动设置于基座的第一送料组件、装设于基座外侧的第二送料组件以及装设于第一送料组件与第二送料组件之间的工作平台,所述基座设置有用于驱动第一送料组件靠近或远离第二送料组件以调整送料宽度的宽度调整组件。
5.优选的,所述宽度调整组件包括螺杆、装设于螺杆一端的调节手柄、装设于第一送料组件的丝杠螺母座以及装设于基座的轴承,所述螺杆沿基座的宽度方向设置并穿过第二送料组件再与第一送料组件连接,所述丝杠螺母座螺纹连接于螺杆,所述螺杆与轴承连接。
6.优选的,所述工作平台包括第一升降气缸以及装设于第一升降气缸两侧的第二升降气缸、第三升降气缸,所述第二升降气缸的动力输出端驱动连接有第一安装座以及装设于第一安装座的平移气缸,所述平移气缸的动力输出端驱动连接有定位挡块,所述第三升降气缸的动力输出端驱动连接有第二安装座,所述第二安装座设置有与定位挡块配合使用的定位杆。
7.优选的,所述第一送料组件与第二送料组件结构相同,所述第一送料组件包括立架、装设于立架的输送带以及用于驱动输送带转动的驱动电机,所述立架靠近工作平台的一侧设置有物料传感器。
8.优选的,所述第一压料装置与第二压料装置结构相同,所述第一压料装置包括基架、装设于基架的丝杠螺母机构、用于驱动丝杠螺母机构移动的伺服电机、连接于丝杠螺母机构输出端的压料座,所述压力传感器装设于压料座的底部。
9.本实用新型的有益效果:工作前,根据物料的具体规格尺寸,通过宽度调整组件驱动第一送料组件靠近或远离第二送料组件来对应调整第一送料组件与第二送料组件之间
的距离,进而调整好第一送料装置与第二送料装置的送料宽度,在工作时,由第一送料装置与第二送料装置运送物料,第一压料装置对第一送料装置的物料进行压合成型,工作平台对物料起到良好的支撑定位作用,有利于提高压合成型的工作效率与结构稳定性,第二压料装置对第二送料装置的物料进行压合成型,第一压料装置与第二压料装置同步作业效率高。本实用新型采用宽度调整组件来对应调整送料宽度,可兼容不同规格尺寸物料的自动化输送,适用范围广。
附图说明
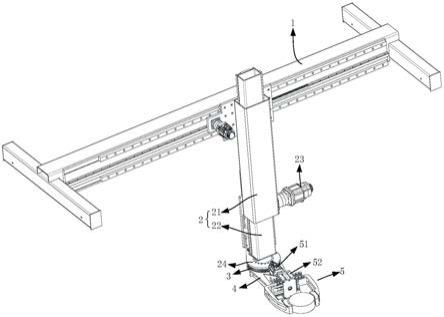
10.图1为本实用新型的结构示意图。
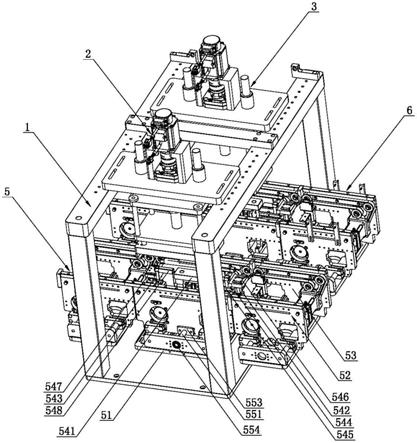
11.图2为本实用新型另一个角度的结构示意图。
12.附图标记包括:
13.1——机架
14.2——第一压料装置
ꢀꢀꢀꢀ
21——基架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22——丝杠螺母机构
15.23——伺服电机
ꢀꢀꢀꢀꢀꢀꢀ
24——压料座
16.3——第二压料装置
ꢀꢀꢀꢀ
4——压力传感器
17.5——第一送料装置
ꢀꢀꢀꢀ
51——基座
18.52——第一送料组件
ꢀꢀꢀ
521——立架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
522——输送带
19.523——驱动电机
ꢀꢀꢀꢀꢀꢀ
524——物料传感器
20.53——第二送料组件
21.54——工作平台
ꢀꢀꢀꢀꢀꢀꢀ
541——第一升降气缸
ꢀꢀ
542——第二升降气缸
22.543——第三升降气缸
ꢀꢀ
544——第一安装座
ꢀꢀꢀꢀ
545——平移气缸
23.546——定位挡块
ꢀꢀꢀꢀꢀꢀ
547——第二安装座
ꢀꢀꢀꢀ
548——定位杆
24.55——宽度调整组件
ꢀꢀꢀ
551——螺杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
552——调节手柄
25.553——丝杠螺母座
ꢀꢀꢀꢀ
554——轴承
26.6——第二送料装置。
具体实施方式
27.以下结合附图对本实用新型进行详细的描述。
28.如图1至图2所示,本实用新型的一种双通道自动压料机构,包括机架1、装设于机架1的第一压料装置2以及与第一压料装置2间隔且相对设置的第二压料装置3,所述第一压料装置2与第二压料装置3均设置有压力传感器4,所述机架1的下方设置有与第一压料装置2配合使用的第一送料装置5以及与第二压料装置3配合使用的第二送料装置6,所述第一送料装置5与第二送料装置6结构相同,所述第一送料装置5包括基座51、活动设置于基座51的第一送料组件52、装设于基座51外侧的第二送料组件53以及装设于第一送料组件52与第二送料组件53之间的工作平台54,所述基座51设置有用于驱动第一送料组件52靠近或远离第二送料组件53以调整送料宽度的宽度调整组件55。
29.工作前,根据物料的具体规格尺寸,通过宽度调整组件55驱动第一送料组件52靠近或远离第二送料组件53来对应调整第一送料组件52与第二送料组件53之间的距离,进而调整好第一送料装置5与第二送料装置6的送料宽度,在工作时,由第一送料装置5与第二送
料装置6运送物料,第一压料装置2对第一送料装置5的物料进行压合成型,工作平台54对物料起到良好的支撑定位作用,有利于提高压合成型的工作效率与结构稳定性,第二压料装置3对第二送料装置6的物料进行压合成型,第一压料装置2与第二压料装置3同步作业效率高。本实用新型采用宽度调整组件55来对应调整送料宽度,可兼容不同规格尺寸物料的自动化输送,适用范围广。
30.如图1和图2所示,本实施例的宽度调整组件55包括螺杆551、装设于螺杆551一端的调节手柄552、装设于第一送料组件52的丝杠螺母座553以及装设于基座51的轴承554,所述螺杆551沿基座51的宽度方向设置并穿过第二送料组件53再与第一送料组件52连接,所述丝杠螺母座553螺纹连接于螺杆551,所述螺杆551与轴承554连接。具体地,第一送料组件52活动设置于基座51,通过调节手柄552驱动螺杆551转动,螺杆551转动时即可经由丝杠螺母座553连带第一送料组件52朝靠近或远离第二送料组件53的方向移动,螺杆551沿基座51的宽度方向设置并穿过丝杠螺母座553再与轴承554连接,进而使得第一送料组件52靠近或远离第二送料组件53以调整送料宽度,即可满足运送不同尺寸大小的物料,适用范围广,调整效果好。
31.如图1和图2所示,本实施例的工作平台54包括第一升降气缸541以及装设于第一升降气缸541两侧的第二升降气缸542、第三升降气缸543,所述第二升降气缸542的动力输出端驱动连接有第一安装座544以及装设于第一安装座544的平移气缸545,所述平移气缸545的动力输出端驱动连接有定位挡块546,所述第三升降气缸543的动力输出端驱动连接有第二安装座547,所述第二安装座547设置有与定位挡块546配合使用的定位杆548。具体地,经由第一送料组件52与第二送料组件53共同配合运送物料,第一升降气缸541支撑抬起物料,使物料远离第一送料组件52与第二送料组件53,第二升降气缸542通过第一安装座544驱动平移气缸545上升,与此同时,第三升降气缸543通过第二安装座547驱动定位杆548上升,使得定位杆548与定位挡块546的位置保持在同一水平线上,平移气缸545通过定位挡块546推动物料,促使物料抵接贴合于定位杆548,进而实现定位挡块546与定位杆548对物料的位置固定作用,有利于提高压合成型效果。
32.如图1和图2所示,本实施例的第一送料组件52与第二送料组件53结构相同,所述第一送料组件52包括立架521、装设于立架521的输送带522以及用于驱动输送带522转动的驱动电机523,所述立架521靠近工作平台54的一侧设置有物料传感器524。具体地,第一送料组件52与第二送料组件53彼此相对设置,由驱动电机523驱动输送带522转动来运送物料,物料传感器524用于感应检测物料的存在并反馈到控制系统,经由控制系统控制工作平台54的运作,智能操控化程度高。
33.如图1和图2所示,本实施例的第一压料装置2与第二压料装置3结构相同,所述第一压料装置2包括基架21、装设于基架21的丝杠螺母机构22、用于驱动丝杠螺母机构22移动的伺服电机23、连接于丝杠螺母机构22输出端的压料座24,所述压力传感器4装设于压料座24的底部。具体地,伺服电机23通过丝杠螺母机构22带动压料座24上下移动,通过压料座24对物料进行压合成型操作,装设于压料座24底部的压力传感器4可实时监控压力变化情况,避免对物料因施压力度过大而造成磨损毁坏,提高生产质量。
34.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为
对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。