1.本技术涉及管道切割的领域,尤其是涉及一种高品质电镀邦迪管快速切断设备。
背景技术:
2.邦迪管是指直径在4.6mm-10.6mm的细钢管。主要用作汽车、冰箱的导液管、导气管。邦迪管是用冷轧带钢薄板卷管、焊接、镀锌完成的,而目前很多的邦迪管的结构强度不高,在实际制作过程中,邦迪管通常需要进行剪切裁剪工序,以得到所需长度尺寸的管体。
3.邦迪管在加工完成后,为便于包装和运输,常将其卷置,当邦迪管在剪切使用时,通过剪切刀具将其剪断,以便于对剪断的邦迪管进行加工使用。
4.针对上述中的相关技术,发明人发现存在以下缺陷:从卷置的邦迪管束上剪切下的邦迪管通常为弯曲状,在使用前需要对再对弯曲的邦迪管进行拉直处理,操作较为不便,影响产品加工效率。
技术实现要素:
5.为了提高邦迪管的加工效率,本技术提供一种高品质电镀邦迪管快速切断设备。
6.本技术提供的一种高品质电镀邦迪管快速切断设备采用如下的技术方案:
7.一种高品质电镀邦迪管快速切断设备,包括工作台、拉直机构、用于输送邦迪管的输送机构、用于剪切邦迪管的切断机构和用于分离切断后的邦迪管的卸料机构,所述拉直机构、输送机构、切断机构和卸料机构均设置于工作台上,且邦迪管沿直线方向经过拉直机构、输送机构、切断机构和卸料机构,所述拉直机构包括用于对邦迪管在水平方向上拉直的横向拉直组件和用于对邦迪管在竖直方向上拉直的纵向拉直组件。
8.通过采用上述技术方案,横向拉直组件和纵向拉直组件配合,能够对输送机构输送的邦迪管进行拉直,再通过切断机构对邦迪管剪切,卸料机构使切断后的邦迪管实现分离,使邦迪管切断加工完成后能够处于直线状态,便于对邦迪管的后续加工,提高邦迪管的加工效率。
9.可选的,所述横向拉直组件包括水平支撑板和两组用于在水平方向上挤压邦迪管的第一夹紧件,所述水平支撑板设置于所述工作台上且与工作台的上表面相互平行。
10.通过采用上述技术方案,两组第一夹紧件对邦迪管在水平方向上进行挤压,从而能够减小邦迪管在水平方向上的弯曲度,实现对邦迪管的拉直。
11.可选的,所述纵向拉直组件包括竖直支撑板和两组用于在竖直方向上挤压邦迪管的第二夹紧件,所述竖直支撑板设置于所述工作台上且与工作台的上表面相互垂直。
12.通过采用上述技术方案,两组第一夹紧件对邦迪管在竖直方向上进行挤压,从而能够减小邦迪管在竖直方向上的弯曲度,进一步实现对邦迪管的拉直,提高邦迪管的拉直效果。
13.可选的,所述水平支撑板和竖直支撑板上均开设有垂直于邦迪管长度方向的条形槽,所述条形槽的内部滑动设置有滑动块,所述水平支撑板和竖直支撑板上均设置有驱动
滑动块在条形槽内部滑动的螺纹驱动件,所述第一夹紧件或第二夹紧件设置于滑动块上。
14.通过采用上述技术方案,螺纹驱动件驱动滑动块在条形槽的内部滑动,从而能够带动第一夹紧件或第二夹紧件运动,进而实现调节两组第一夹紧件或第二夹紧件之间的距离,以便于提高邦迪管的拉直效果。
15.可选的,所述输送机构包括两组输送带、用于驱动两组输送带沿邦迪管的长度方向转动的第一旋转驱动件和用于检测邦迪管输送长度的红外检测仪,两组所述输送带的外壁均与邦迪管的外周壁活动抵接,所述红外检测仪与第一旋转驱动件电性连接。
16.通过采用上述技术方案,第一旋转驱动件能够驱动输送带转动,且输送带的外壁与邦迪管的外壁抵接,从而输送带转动时能够牵引邦迪管运动,使邦迪管运动更为稳定,且通过红外检测仪检测邦迪管输送的长度,以便于控制邦迪管输送一定的长度后停机切割操作,加工出相同规格的邦迪管。
17.可选的,所述切断机构包括第一夹持组件和用于切割邦迪管的切割组件,所述第一夹持组件包括两组第一直线驱动件和设置于两个第一直线驱动件输出端的夹紧块,所述第一直线驱动件设置于所述工作台上,所述第一直线驱动件驱动夹紧块沿垂直于邦迪管的长度方向运动,所述夹紧块与邦迪管活动抵接。
18.通过采用上述技术方案,第一直线驱动件驱动夹紧块运动,两组夹紧块相互靠近对邦迪管夹紧固定稳定,再通过切割组件对邦迪管进行切割,使邦迪管的切割端更加平整,切割效果更好。
19.可选的,所述切割组件包括第二旋转驱动件、切刀和第二直线驱动件,所述第二旋转驱动件活动设置于工作台上,所述切刀同轴设置于第二旋转驱动件的输出端,所述切刀的轴线与邦迪管平行,所述第二直线驱动件驱动第二旋转驱动件沿垂直于邦迪管的长度方向运动。
20.通过采用上述技术方案,第二直线驱动件驱动第二旋转驱动件在工作台上移动,第二旋转驱动件驱动切刀转动的同时向邦迪管靠近,使第二旋转驱动件上的切刀接触邦迪管,进而对邦迪管切割,实现自动切割,无需人工控制,切割效率更高。
21.可选的,所述卸料机构包括用于夹紧固定切断后的邦迪管的第二夹持组件和驱动第二夹持组件移动的第三直线驱动件,所述第三直线驱动件输出轴的轴线方向与邦迪管的长度方向相同。
22.通过采用上述技术方案,第二夹持组件对切断后的邦迪管的端部进行夹持,第二驱动件驱动第二夹持组件运动后,能够使切断后的邦迪管与待切割的邦迪管分离,便于对切断后的邦迪管进行收集。
23.综上所述,本技术包括以下至少有益技术效果:
24.1.通过横向拉直组件和纵向拉直组件配合,能够对输送机构输送的邦迪管进行拉直,再通过切断机构对邦迪管剪切,卸料机构使切断后的邦迪管实现分离,使邦迪管切断加工完成后能够处于直线状态,便于对邦迪管的后续加工,提高邦迪管的加工效率;
25.2.通过两组输送带对邦迪管进行夹紧,第一旋转驱动件能够驱动输送带转动,且输送带的外壁与邦迪管的外壁抵接,从而输送带转动时能够牵引邦迪管运动,使邦迪管运动更为稳定,且通过红外检测仪检测邦迪管输送的长度,便于控制切割邦迪管的长度;
26.3.通过第二夹持组件对切断后的邦迪管的端部进行夹持,第二驱动件驱动第二夹
持组件运动后,能够使切断后的邦迪管与待切割的邦迪管分离,便于对切断后的邦迪管进行收集。
附图说明
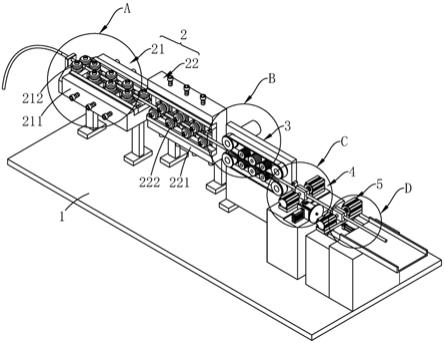
27.图1是本技术实施例的整体结构示意图;
28.图2是图1中a部放大示意图;
29.图3是图1中b部放大示意图;
30.图4是图1中c部放大示意图;
31.图5是图1中d部放大示意图。
32.附图标记:1、工作台;2、拉直机构;21、横向拉直组件;211、水平支撑板;212、第一夹紧件;213、滑动块;214、螺纹驱动件;22、纵向拉直组件;221、竖直支撑板;222、第二夹紧件;3、输送机构;31、输送带;32、第一旋转驱动件;33、红外检测仪;4、切断机构;41、第一夹持组件;411、第一直线驱动件;412、夹紧块;42、切割组件;421、第二旋转驱动件;422、切刀;423、第二直线驱动件;5、卸料机构;51、第二夹持组件;52、第三直线驱动件。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种高品质电镀邦迪管快速切断设备。
35.参照图1,高品质电镀邦迪管快速切断设备包括工作台1、拉直机构2、输送机构3、切断机构4和卸料机构5,拉直机构2、输送机构3、切断机构4和卸料机构5均设置于工作台1上,邦迪管沿直线方向经过拉直机构2、输送机构3、切断机构4和卸料机构5,通过拉直结构对邦迪管进行处理,使邦迪管在切割前变直,通过输送机构3能够输送邦迪管,牵引邦迪管持续输送,通过切断机构4对邦迪管进行切割,卸料机构5用于使切断后的邦迪管与待切割的邦迪管分离。
36.参照图1和图2,为便于对邦迪管拉直,拉直机构2包括用于对邦迪管在水平方向上拉直的横向拉直组件21和用于对邦迪管在竖直方向上拉直的纵向拉直组件22,横向拉直组件21包括水平支撑板211和两组用于在水平方向上挤压邦迪管的第一夹紧件212,水平支撑板211通过支架固定安装于工作台1上且与工作台1的上表面相互平行,纵向拉直组件22包括竖直支撑板221和两组用于在竖直方向上挤压邦迪管的第二夹紧件222,竖直支撑板221通过支架固定安装于工作台1上且与工作台1的上表面相互垂直,水平支撑板211和竖直支撑板221上均开设有垂直于邦迪管长度方向的条形槽,条形槽的内部滑动连接有滑动块213,水平支撑板211和竖直支撑板221上均设置有驱动滑动块213在条形槽内部滑动的螺纹驱动件214,螺纹驱动件214为螺纹杆,螺纹杆穿设滑动块213且与滑动块213螺纹连接,螺纹杆与水平支撑板211或者竖直支撑板221转动连接,通过转动螺纹杆能够驱动滑动块213在条形槽的内部滑动,第一夹紧件212或第二夹紧件222均固定安装于对应的滑动块213上,通过驱动第一夹紧件212或第二夹紧件222运动,进而实现调节两组第一夹紧件212或第二夹紧件222之间的距离,以便于调节邦迪管的拉直的程度。
37.参照图1和图3,为便于输送邦迪管,输送机构3包括两组输送带31、用于驱动两组输送带31沿邦迪管的长度方向转动的第一旋转驱动件32和用于检测邦迪管输送长度的红
外检测仪33,第一旋转驱动件32包括第一电机和两组转动轮,输送带31套设于两组转动轮之间,一组转动轮同轴固定安装于电机输出轴上,通过电机驱动转动轮转动能够带动输送带31转动,两组输送带31的外壁均与邦迪管的外周壁活动抵接,从而使输送带31转动时能够牵引邦迪管运动,红外检测仪33与第一电机电性连接,通过红外检测仪33检测邦迪管输送的长度,以便于控制邦迪管输送一定的长度后停机切割操作。
38.参照图1和图4,为便于对邦迪管进行切割,切断机构4包括第一夹持组件41和用于切割邦迪管的切割组件42,第一夹持组件41包括两组第一直线驱动件411和固定连接于两个第一直线驱动件411输出端的夹紧块412,第一直线驱动件411固定安装于工作台1上,第一直线驱动件411驱动夹紧块412沿垂直于邦迪管的长度方向运动,第一直线驱动件411驱动夹紧块412与邦迪管活动抵接,第一直线驱动件411为第一气缸,切割组件42包括第二旋转驱动件421、切刀422和第二直线驱动件423,第二旋转驱动件421滑动连接于工作台1上,切刀422同轴固定连接于第二旋转驱动件421的输出端,切刀422的轴线与邦迪管平行,第二旋转驱动件421为第二电机,通过第二电机能够驱动切刀422转动,第二直线驱动件423为第二气缸,第二气缸驱动第二电机沿垂直于邦迪管的长度方向运动,第二旋转驱动件421驱动切刀422转动的同时向邦迪管靠近,使第二旋转驱动件421上的切刀422接触邦迪管,以对邦迪管进行切割。
39.参照图1和图5,卸料机构5包括用于夹紧固定切断后的邦迪管的第二夹持组件51和驱动第二夹持组件51移动的第三直线驱动件52,第三直线驱动件52包括滑动板和第三气缸,第三气缸的输出轴的轴线方向与邦迪管的长度方向相同,滑动板固定连接于第三气缸的输出端,第二夹持组件51设置于滑动板上,第二夹持组件51的结构和第一夹持组件41相同,通过对切断的邦迪管进行夹持,第三气缸驱动滑动板运动能够带动第二夹持组件51运动,从而能够使切断后的邦迪管与待切割的邦迪管分离,便于对切断后的邦迪管进行收集。
40.本技术实施例高品质电镀邦迪管快速切断设备的实施原理为:该设备使用时,接通电源,通过两组第一夹紧件212对邦迪管在水平方向上挤压固定,两组第二夹紧件222对邦迪管在竖直方向上挤压固定,从而能够使邦迪管拉直,通过第一旋转驱动件32启动输送带31转动,两组输送带31转动能够驱动邦迪管进行输送,并通过红外检测仪33检测邦迪管输送的距离,通过第一夹持组件41对邦迪管夹紧,便于切割组件42对邦迪管进行切割,再通过第二夹持组件51对切断后的邦迪管夹紧,第三直线驱动件52驱动第二夹持组件51运动,以实现将切断后的邦迪管与待切割的邦迪管分离。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。