1.本发明属于尘掸生产加工技术领域,尤其涉及一种折叠式尘掸自动生产线。
背景技术:
2.市场上尘掸的种类众多,比如尘掸包括握把,握把一端设有一个尘掸头,但一个尘掸头的尘掸的扫尘范围小,而且操作起来不便利,现有的使用较多的是可折叠的尘掸,其收纳便利,除尘效果好。
3.折叠式尘掸在生产加工时,一般需要将多层无纺布以及纤维层铺设连接在一起之后,对其进行折叠,而后进行缝制连接,一般的尘掸生产线在对尘掸进行加工时,仅能进行单次折叠,对于一些要求较大厚度或者多层折叠的尘掸来说,无法完成,造成尘掸加工生产的局限性。
技术实现要素:
4.本发明实施例的目的在于提供一种折叠式尘掸自动生产线,旨在解决上述提出的问题。
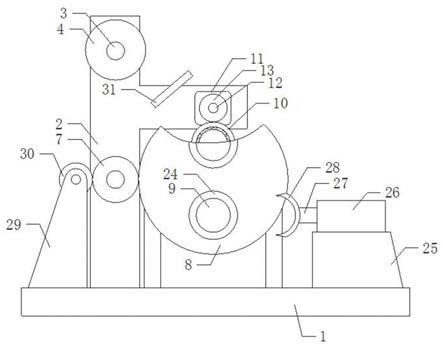
5.本发明是这样实现的,一种折叠式尘掸自动生产线的结构图,包括:加工台,加工台的一端输入有上下叠放至一起的超细纤维层布和无纺布,超细纤维层布铺设在无纺布上表面形成尘掸布条,沿着尘掸布条移动方向的加工台顶部设置有纵向超声波热熔焊接装置,纵向超声波热熔焊接装置用于将叠放至一起的无纺布和超细纤维层布进行焊接,确保稳定连接,焊接后的尘掸布条继续移动经过设置在加工台顶部的一次折叠件,一次折叠件抵压在尘掸布条的中部,然后将其单面平放折叠成双面纵放,实现折叠操作,同时在一次折叠件后侧的加工台上安装有横向超声波热熔焊接装置,横向超声波热熔焊接装置用于对经过的单次折叠后的尘掸布条进行热熔焊接加固,横向超声波热熔焊接装置后侧的加工台上设置有转向装置,转向装置的朝向两个方向分别设置有单次折叠尘掸布条输出机构与尘掸布条二次折叠机构,单次折叠尘掸布条输出机构用于将经过横向超声波热熔焊接装置热熔焊接后的尘掸布条输出,尘掸布条二次折叠机构用于对经过横向超声波热熔焊接装置热熔焊接后的尘掸布条再次进行折叠,单次折叠尘掸布条输出机构与尘掸布条二次折叠机构的后侧分别设置有切断机构一和切断机构二,用于将折叠后的尘掸布条进行等长度切断,形成独立单个的折叠尘掸。
6.本发明提供的一种折叠式尘掸自动生产线,通过在加工台上设置花纹压轮、纵向超声波热熔焊接装置用于将无纺布和超细纤维层布焊接至一起,然后通过一次折叠件对其进行一次折叠,实现自动化折叠尘掸的加工,然后通过横向超声波热熔焊接装置以及切断机构一进行再次焊接以及切断,实现自动化大批量的生产加工;
7.通过在将尘掸布条一次折叠之后再次通过调向板控制移动方向的结构关系,驱动尘掸布条经过二次折叠板与二次折叠槽进行二次折叠,实现折叠尘掸的多选择性加工方式。
附图说明
8.图1为一种折叠式尘掸自动生产线的结构示意图。
9.图2为图1中a1的放大结构示意图。
10.图3为一种折叠式尘掸自动生产线中纵向超声波热熔焊接装置的结构示意图。
11.图4为一种折叠式尘掸自动生产线中二次折叠箱与二次折叠板的配合结构示意图。
12.图5为一种折叠式尘掸自动生产线中切断机构的结构示意图。
13.图6为一种折叠式尘掸自动生产线中一次折叠件的结构示意图。
14.图7为一种折叠式尘掸自动生产线中翻面通道的结构示意图;
15.附图中:加工台10,花纹压轮11,压紧轮一12,纵向超声波热熔焊接装置13,双轮压实件14,一次折叠件15,横向超声波热熔焊接装置16,压紧轮二17,切断机构一18,压紧轮三19,切断机构二20,导向柱21,气缸一23,调向板24,二次折叠箱25,二次折叠板26,气缸二27,翻面通道28,翻转杆29,固定板30,一次折叠压板31,套杆32,升降机33,超声波焊接机构34,切断刀35,刀槽36,二次折叠槽37,传动带39,无纺布40,超细纤维层布41。
具体实施方式
16.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
17.以下结合具体实施例对本发明的具体实现进行详细描述。
18.如图1-2所示,为本发明实施例提供的一种折叠式尘掸自动生产线的结构图,包括:加工台10,加工台10的一端输入有上下叠放至一起的超细纤维层布41和无纺布40,超细纤维层布41铺设在无纺布40上表面形成尘掸布条,沿着尘掸布条移动方向的加工台10顶部设置有纵向超声波热熔焊接装置13,纵向超声波热熔焊接装置13用于将叠放至一起的无纺布40和超细纤维层布41进行焊接,确保稳定连接,焊接后的尘掸布条继续移动经过设置在加工台10顶部的一次折叠件15,一次折叠件15抵压在尘掸布条的中部,然后将其单面平放折叠成双面纵放,实现折叠操作,同时在一次折叠件15后侧的加工台10上安装有横向超声波热熔焊接装置16,横向超声波热熔焊接装置16用于对经过的单次折叠后的尘掸布条进行热熔焊接加固,横向超声波热熔焊接装置16后侧的加工台10上设置有转向装置,转向装置的朝向两个方向分别设置有单次折叠尘掸布条输出机构与尘掸布条二次折叠机构,单次折叠尘掸布条输出机构用于将经过横向超声波热熔焊接装置16热熔焊接后的尘掸布条输出,尘掸布条二次折叠机构用于对经过横向超声波热熔焊接装置16热熔焊接后的尘掸布条再次进行折叠,单次折叠尘掸布条输出机构与尘掸布条二次折叠机构的后侧分别设置有切断机构一18和切断机构二20,用于将折叠后的尘掸布条进行等长度切断,形成独立单个的折叠尘掸。
19.在本发明实施例中,所述无纺布40宽度大于超细纤维层布41宽度,便于超细纤维层布41能够稳定的贴合热熔焊接在无纺布40上表面;
20.在本发明的一个实例中,为了防止无纺布40与超细纤维层布41在热熔焊接前,能够保持充分的贴合,通过在纵向超声波热熔焊接装置13前侧的加工台10上设置有压紧轮一
12,同时在压紧轮一12的前侧设置有花纹压轮11,花纹压轮11用于对经过的超细纤维层布41进行穿透式花纹切割,便于后续在进行使用时,利用超细纤维的疏松,提高除尘的能力,所述传动带39与压紧轮一12相同的一端通过传动带39转动连接,便于二者同步运行。
21.作为本发明的一种优选实施例,位于纵向超声波热熔焊接装置13后侧的加工台10上设置有双轮压实件14,双轮压实件14用于对热熔焊接后的尘掸布条进行多次滚压,保持焊接后的稳定,参阅图3,所述纵向超声波热熔焊接装置13设置为矩形框架结构,纵向超声波热熔焊接装置13外顶部安装有升降机33,升降机33的下侧输出端连接有超声波焊接机构34,通过启动升降机33运行控制超声波焊接机构34循环升降,实现对经过的无纺布40和超细纤维层布41的超声波热熔焊接。
22.参阅图6,作为本发明的一种优选实施例,所述一次折叠件15包括有架设在加工台10顶部两侧的套杆32,套杆32上套装有三角形结构的一次折叠压板31,一次折叠压板31的底端一角设置为弧形结构,在重力的作用下,对经过的尘掸布条的中部进行下压,同时在一次折叠压板31后侧的加工台10上设置有多组间距依次减小的导向柱21,下压后的尘掸布条在多组导向柱21的导向压合下,逐渐的进行折叠,且形成竖直放置移动状态,而后经过横向超声波热熔焊接装置16对其进行热熔焊接。
23.作为本发明的一种优选实施例,转向装置包括有设置在横向超声波热熔焊接装置16后侧气缸一23,气缸一23的输出端朝向尘掸布条二次折叠机构连接有调向板24,启动气缸一23运行控制调向板24朝向尘掸布条二次折叠机构移动,对一次折叠后的尘掸布条经过尘掸布条二次折叠机构进行二次折叠,在气缸一23停止运行时,调向板24处于收缩,一次折叠后的尘掸布条在正常的运行下,朝向单次折叠尘掸布条输出机构移动输出;
24.参阅图1、2、4,所述尘掸布条二次折叠机构包括有固定在加工台10上的二次折叠箱25,二次折叠箱25的内部开设有二次折叠槽37,二次折叠槽37两侧设置为开口状,且其中一侧开口的外部对应设置有二次折叠板26,二次折叠板26远离二次折叠箱25的一端连接有固定在加工台10上的气缸二27,启动气缸二27朝向二次折叠槽37内部移动,将经过的气缸二27与二次折叠槽37之间的尘掸布条挤压至二次折叠槽37内部,然后尘掸布条继续移动,穿过二次折叠槽37的另一个开口后输出,形成二次折叠,尘掸布条二次折叠机构后侧的加工台10上设置有纵向超声波热熔焊接装置13,用于对二次折叠后的尘掸布条进行热熔焊接;
25.所述二次折叠板26的由两段宽度小于二次折叠槽37的板体组成,先与尘掸布条接触的一段设置为倾斜状,另一段设置为与二次折叠槽37外侧平行的水平段,通过两段板体逐渐的挤压尘掸布条至二次折叠槽37内部,实现稳定快速的尘掸二次折叠操作;
26.单次折叠尘掸布条输出机构包括有倾斜设置的翻面通道28,翻面通道28用于对纵向折叠后的尘掸布条进行横向翻转处理,便于后续对尘掸布条进行切断处理,翻面通道28后侧的加工台10上设置有压紧轮二17,通过压紧轮二17对翻转后的尘掸布条进行压紧,然后经过切断机构一18进行切断;
27.所述二次折叠箱25的输出端设置有压紧轮三19,压紧轮三19用于对二次折叠后的尘掸布条进行压紧,然后经过切断机构二20进行切断。
28.参阅图5,作为本发明的一种优选实施例,所述翻面通道28包括有两组平行放置的翻转杆29,翻转杆29的两端转动设置有固定在加工台10上的固定板30,通过将纵向放置的
一次折叠的尘掸布条经过两组翻转杆29之间实现翻转操作。
29.参阅图7,作为本发明的一种优选实施例,切断机构一18与切断机构二20结构相同,均包括有固定在加工台10上的矩形框架,矩形框架的顶部设置有升降机33,升降机33的底端连接有切断刀35,切断刀35对应的矩形框架的内顶部开设有刀槽36,通过切断刀35与刀槽36配合,对经过的尘掸布条进行切断操作。
30.本发明上述实施例中提供了一种折叠式尘掸自动生产线,运行时,将无纺布40与超细纤维层布41叠放至一起置于加工台10的一端,然后先通过传动带39进行压花后通过压紧轮一12进行压紧,然后继续移动穿过纵向超声波热熔焊接装置13的底部进行超声波热熔焊接后再次通过双轮压实件14进行压实,然后通过一次折叠件15对其进行一次折叠操作,然后通过横向超声波热熔焊接装置16将单次折叠后的尘掸布条进行热熔焊接,而后根据折叠的要求以及厚度,选择通过翻面通道28翻转后通过切断机构一18切断输出,或者通过调向板24的推动朝向二次折叠板26与二次折叠槽37的方向移动进行二次折叠,然后进行热熔焊接以及切断输出。
31.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。