1.本实用新型涉及卷烟机技术领域,尤其涉及一种卷烟机成型恒温模板。
背景技术:
2.卷接机组是当前国内卷烟企业的主流装置,该机型具有结构合理,性能稳定,操作方便,生产效率高,产品质量稳定等优点,但该卷烟机机型在使用过程中也出现了种种方面的问题,其中烟支成型就存在着很多问题,严重影响了烟支质量并增加了备件消耗。
3.在盘纸和烟丝进入卷烟机成型后,由布带带动盘纸向前运动,同时将烟丝包裹起来形成条烟支,在烟条经过成型装置成型通道时,通过成型、烙铁和大压板以及烟舌等的工作平面共同作用使烟条成型,但传统卷烟机成型时冷却效果一般,烟条在受到成型和烙铁工作面压缩后容易出现较大圆周标准偏差和皱纹等质量问题,进而影响到烟支重量、吸阻烟气组分和递送量。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在传统卷烟机成型时冷却效果一般,烟条在受到成型和烙铁工作面压缩后容易出现较大圆周标准偏差和皱纹等质量问题,进而影响到烟支重量、吸阻烟气组分和递送量的缺点,而提出的一种卷烟机成型恒温模板。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种卷烟机成型恒温模板,包括成型出口件和成型铰链,所述成型出口件的一端借助两个成型铰链安装有成型主体,所述成型主体远离成型出口件的一端借助两个成型铰链安装有成型入口件,所述成型主体和成型入口件的表面开设有料槽,所述成型入口件的表面设有冷却液入口管,所述冷却液入口管安装在成型入口件的表面,所述冷却液入口管的圆弧面连通有两个冷却管a,两个所述冷却管a安装在成型入口件的内部,所述成型主体对应两个冷却管a的位置安装有两个冷却管b,所述成型主体的表面安装有冷却液出口,所述冷却液出口与两个冷却管b相连通,达到了将冷却管a和冷却管b组成一个回路,可以将冷却液注入冷却液入口管中流经冷却管a和冷却管b最后从冷却液出口管流出的效果,进而可以借助冷却液对料槽中的烟丝进行充分冷却。
6.优选的,所述成型主体的表面开设有连孔,两个所述冷却管b借助连孔相连通,所述成型主体借助连孔插设有调节销,达到了可以控制两个冷却管b是否连通的效果,进而可以在需要将冷却管b中的冷却液排出时,可以两个冷却管b中的冷却液汇总直接流出。
7.优选的,所述成型入口件的上表面开设有入口槽,所述入口槽横截面为圆锥形,所述入口槽与成型入口件的料槽相连通,采用圆锥形入口槽达到了方便快速向料槽中下入烟丝的效果。
8.优选的,所述冷却管a的尺寸与冷却管b的尺寸相适配,所述冷却管a和冷却管b的内壁均呈螺纹状,达到了增大冷却管a和冷却管b与冷却液的接触面积,进而提高了冷却液的冷却效果。
9.优选的,所述成型出口件的内部设有两个冷却管c,两个所述冷却管c安装在成型出口件对应成型主体的冷却管b位置,所述成型出口件的表面开设有连接孔,两个所述冷却管c借助连接孔相连通,所述成型出口件借助连接孔安装有卡销,达到了可以将部分冷却液流经成型出口件,不仅可以对成型出口件进行一定程度的冷却,还可以延缓冷却液流出的时间,进而提高冷却液的冷却效率。
10.优选的,所述冷却管c的尺寸与冷却管b和冷却管a的尺寸相适配,所述冷却管c的内部呈螺纹状,达到了可以使冷却管a、冷却管b和冷却管c构成回路,使冷却液可以循环流动,提高冷却效果。
11.优选的,两个所述冷却管b和连接孔组成的横截面呈“h”形,所述冷却管c可借助成型铰链与冷却管b相连通,达到了可以控制冷却管c中的冷却液是否流通的效果。
12.优选的,所述成型主体的两端均设有底座,两个所述底座的表面均与成型主体滑动连接,所述底座的两臂均螺纹插设有螺杆,两个所述螺杆彼此靠近的一端均转动连接有压板,所述底座的下表面焊接有焊接板,所述焊接板靠近底座的一侧固定连接有滑轨,所述滑轨的内壁滑动连接有滑架,所述滑架的两臂均滑动插设有拉杆,所述拉杆的圆弧面套有弹簧,所述弹簧的两端分别与拉杆和滑架固定连接,达到了可以方便快速将成型出口件、成型主体和成型入口件快速定位,然后借助成型铰链进行快速安装的效果。
13.优选的,两个所述拉杆彼此靠近的一端均固定连接有橡胶垫,所述橡胶垫远离拉杆的一侧均匀设有防滑凸起,达到了提高拉杆表面摩擦力的效果。
14.优选的,所述滑轨和焊接板的表面开设有滑孔,所述滑孔的内壁滑动连接有滑块,所述滑块的上端与滑架固定连接,所述焊接板靠近滑块的一侧固定连接有固定板,所述固定板靠近滑块的一侧转动连接有驱动杆,所述驱动杆的圆弧面与滑块螺纹连接,达到了方便拉动成型出口件或成型入口件对准成型主体并固定的效果。
15.与现有技术相比,本实用新型的优点和积极效果在于,
16.1、本实用新型中,通过设置冷却液入口管,先将成型入口件、成型主体和成型出口件借助成型铰链安装在一起,然后将烟丝顺着入口槽放在料槽中,入口槽起到了方便快速将烟丝放入入口槽中的效果,然后将调节销插入成型主体的连孔中,接着将冷却液从冷却液入口管中通入,此时冷却液会进入两个冷却管a中,然后流经冷却管b,最后借助调节销汇总成一束冷却液流,最后从冷却液出口管中流出,达到了使冷却液在成型入口件和成型主体内部进行循环流动进行冷却的效果,通过设置冷却液入口管,达到了方便快速将冷却液在成型入口件和成型主体中流动的效果,进而达到了对烟丝进行降温的效果。
17.2、本实用新型中,通过设置冷却管c,在冷却液流经冷却管b后,借助调节销汇总后,部分汇总冷却液会直接从冷却液出口管中流出,剩余部分会从冷却管b流到冷却管c中,冷却液从冷却管c中流动借助连接孔流到另一个冷却管c中最后再从冷却液出口管中流出,通过设置冷却管c,达到了延长冷却液存留时间,进而可以对成型出口件进行一定程度降温的效果。
18.3、本实用新型中,通过设置底座,在准备将成型入口件借助成型铰链与成型主体进行安装时,先转动两个螺杆,使螺杆借助螺纹带动压板移动,两个压板此时会向彼此靠近的方向移动,两个压板会夹住成型主体,然后拉动两个拉杆,使两个拉杆带动两个橡胶垫向彼此远离的方向移动,然后将成型入口件放在两个橡胶垫之间,接着松开两个拉杆,此时弹
簧会给拉杆一个拉力,使两个橡胶垫将成型入口件夹住,接着转动驱动杆,驱动杆借助螺纹会带动滑块沿着滑孔的内壁滑动,滑块带动滑架移动,滑架此时会带动成型入口件向靠近成型主体的方向移动,达到了辅助成型入口件与成型主体进行定位的效果,进而达到了辅助操作人员快速对准进行安装的效果,以相同方法将成型出口件安装在成型主体上,通过设置底座,达到了方便辅助操作人员快速将成型入口件、成型出口件和成型主体之间进行快速定位辅助安装的效果。
19.4、本实用新型中,冷却液流经路径为,冷却液从成型入口件中的a进入,同时流向b和c,再同时流入成型主体中的d和e,e中的冷却液通过f流向d,d中的冷却液经过冷却液出口管时其中一部分通过z流向g,一部分冷却液从z直接流出,g中的冷却液流向成型出口件中的通道h,由h至i再从i流向j,j中的冷却液通流向成型主体中的通道k,最后都从通道z流出。
附图说明
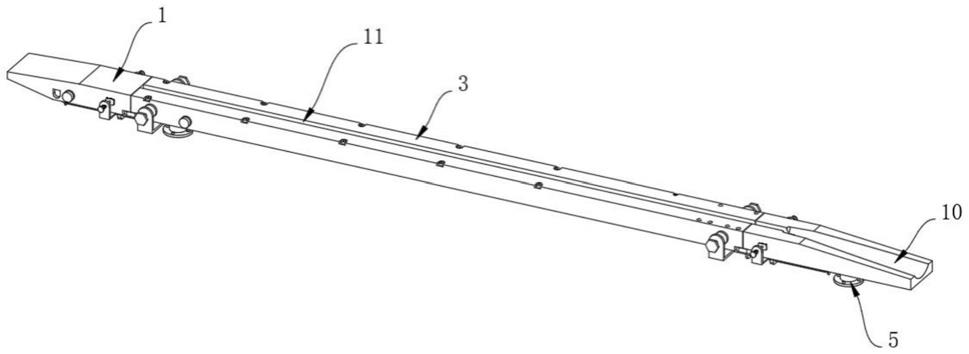
20.图1为本实用新型提出一种卷烟机成型恒温模板的立体结构示意图;
21.图2为本实用新型提出一种卷烟机成型恒温模板图1下方的结构示意图;
22.图3为本实用新型提出一种卷烟机成型恒温模板成型出口件的结构示意图;
23.图4为本实用新型提出一种卷烟机成型恒温模板成型入口件的结构示意图;
24.图5为本实用新型提出一种卷烟机成型恒温模板图1横截面的结构示意图;
25.图6为本实用新型提出一种卷烟机成型恒温模板成型主体下方的结构示意图;
26.图7为本实用新型提出一种卷烟机成型恒温模板底座的结构示意图;
27.图8为本实用新型提出一种卷烟机成型恒温模板图7下方的结构示意图。
28.图例说明:1、成型出口件;2、成型铰链;3、成型主体;4、成型入口件;5、冷却液入口管;6、冷却管a;7、冷却管b;8、冷却液出口管;9、调节销;10、入口槽;11、料槽;12、冷却管c;13、卡销;14、连接孔;15、螺杆;16、压板;17、焊接板;18、滑轨;19、滑架;20、拉杆;21、橡胶垫;22、弹簧;23、滑块;24、固定板;25、驱动杆;26、滑孔;27、底座。
具体实施方式
29.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
30.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
31.实施例1,如图1-8所示,本实用新型提供了一种卷烟机成型恒温模板,包括成型出口件1和成型铰链2,成型出口件1的一端借助两个成型铰链2安装有成型主体3,成型主体3远离成型出口件1的一端借助两个成型铰链2安装有成型入口件4,成型主体3和成型入口件4的表面开设有料槽11,成型入口件4的表面设有冷却液入口管5,成型出口件1的内部设有两个冷却管c12,成型主体3的两端均设有底座27。
32.下面具体说一下其冷却液入口管5、冷却管c12和底座27的具体设置和作用。
33.如图3和图4所示,冷却液入口管5安装在成型入口件4的表面,冷却液入口管5的圆弧面连通有两个冷却管a6,两个冷却管a6安装在成型入口件4的内部,成型主体3对应两个冷却管a6的位置安装有两个冷却管b7,成型主体3的表面安装有冷却液出口,冷却液出口与两个冷却管b7相连通,达到了将冷却管a6和冷却管b7组成一个回路,可以将冷却液注入冷却液入口管5中流经冷却管a6和冷却管b7最后从冷却液出口管8流出的效果,进而可以借助冷却液对料槽11中的烟丝进行充分冷却,成型主体3的表面开设有连孔,两个冷却管b7借助连孔相连通,成型主体3借助连孔插设有调节销9,达到了可以控制两个冷却管b7是否连通的效果,进而可以在需要将冷却管b7中的冷却液排出时,可以两个冷却管b7中的冷却液汇总直接流出,成型入口件4的上表面开设有入口槽10,入口槽10横截面为圆锥形,入口槽10与成型入口件4的料槽11相连通,采用圆锥形入口槽10达到了方便快速向料槽11中下入烟丝的效果,冷却管a6的尺寸与冷却管b7的尺寸相适配,冷却管a6和冷却管b7的内壁均呈螺纹状,达到了增大冷却管a6和冷却管b7与冷却液的接触面积,进而提高了冷却液的冷却效果。
34.其整个冷却液入口管5达到的效果为,通过设置冷却液入口管5,先将成型入口件4、成型主体3和成型出口件1借助成型铰链2安装在一起,然后将烟丝顺着入口槽10放在料槽11中,入口槽10起到了方便快速将烟丝放入入口槽10中的效果,然后将调节销9插入成型主体3的连孔中,接着将冷却液从冷却液入口管5中通入,此时冷却液会进入两个冷却管a6中,然后流经冷却管b7,最后借助调节销9汇总成一束冷却液流,最后从冷却液出口管8中流出,达到了使冷却液在成型入口件4和成型主体3内部进行循环流动进行冷却的效果,通过设置冷却液入口管5,达到了方便快速将冷却液在成型入口件4和成型主体3中流动的效果,进而达到了对烟丝进行降温的效果。
35.如图5和图6所示,两个冷却管c12安装在成型出口件1对应成型主体3的冷却管b7位置,成型出口件1的表面开设有连接孔14,两个冷却管c12借助连接孔14相连通,成型出口件1借助连接孔14安装有卡销13,达到了可以将部分冷却液流经成型出口件1,不仅可以对成型出口件1进行一定程度的冷却,还可以延缓冷却液流出的时间,进而提高冷却液的冷却效率,冷却管c12的尺寸与冷却管b7和冷却管a6的尺寸相适配,冷却管c12的内部呈螺纹状,达到了可以使冷却管a6、冷却管b7和冷却管c12构成回路,使冷却液可以循环流动,提高冷却效果,两个冷却管b7和连接孔14组成的横截面呈“h”形,冷却管c12可借助成型铰链2与冷却管b7相连通,达到了可以控制冷却管c12中的冷却液是否流通的效果。
36.其整个冷却管c12达到的效果为,通过设置冷却管c12,在冷却液流经冷却管b7后,借助调节销9汇总后,部分汇总冷却液会直接从冷却液出口管8中流出,剩余部分会从冷却管b7流到冷却管c12中,冷却液从冷却管c12中流动借助连接孔14流到另一个冷却管c12中最后再从冷却液出口管8中流出,通过设置冷却管c12,达到了延长冷却液存留时间,进而可以对成型出口件1进行一定程度降温的效果,冷却液流经路径为,冷却液从成型入口件4中的a进入,同时流向b和c,再同时流入成型主体3中的d和e,e中的冷却液通过f流向d,d中的冷却液经过冷却液出口管8时其中一部分通过z流向g,一部分冷却液从z直接流出,g中的冷却液流向成型出口件1中的通道h,由h至i再从i流向j,j中的冷却液通流向成型主体3中的通道k,最后都从通道z流出。
37.如图7和图8所示,两个底座27的表面均与成型主体3滑动连接,底座27的两臂均螺
纹插设有螺杆15,两个螺杆15彼此靠近的一端均转动连接有压板16,底座27的下表面焊接有焊接板17,焊接板17靠近底座27的一侧固定连接有滑轨18,滑轨18的内壁滑动连接有滑架19,滑架19的两臂均滑动插设有拉杆20,拉杆20的圆弧面套有弹簧22,弹簧22的两端分别与拉杆20和滑架19固定连接,达到了可以方便快速将成型出口件1、成型主体3和成型入口件4快速定位,然后借助成型铰链2进行快速安装的效果,两个拉杆20彼此靠近的一端均固定连接有橡胶垫21,橡胶垫21远离拉杆20的一侧均匀设有防滑凸起,达到了提高拉杆20表面摩擦力的效果,滑轨18和焊接板17的表面开设有滑孔26,滑孔26的内壁滑动连接有滑块23,滑块23的上端与滑架19固定连接,焊接板17靠近滑块23的一侧固定连接有固定板24,固定板24靠近滑块23的一侧转动连接有驱动杆25,驱动杆25的圆弧面与滑块23螺纹连接,达到了方便拉动成型出口件1或成型入口件4对准成型主体3并固定的效果。
38.其整个底座27达到的效果为,通过设置底座27,在准备将成型入口件4借助成型铰链2与成型主体3进行安装时,先转动两个螺杆15,使螺杆15借助螺纹带动压板16移动,两个压板16此时会向彼此靠近的方向移动,两个压板16会夹住成型主体3,然后拉动两个拉杆20,使两个拉杆20带动两个橡胶垫21向彼此远离的方向移动,然后将成型入口件4放在两个橡胶垫21之间,接着松开两个拉杆20,此时弹簧22会给拉杆20一个拉力,使两个橡胶垫21将成型入口件4夹住,接着转动驱动杆25,驱动杆25借助螺纹会带动滑块23沿着滑孔26的内壁滑动,滑块23带动滑架19移动,滑架19此时会带动成型入口件4向靠近成型主体3的方向移动,达到了辅助成型入口件4与成型主体3进行定位的效果,进而达到了辅助操作人员快速对准进行安装的效果,以相同方法将成型出口件1安装在成型主体3上,通过设置底座27,达到了方便辅助操作人员快速将成型入口件4、成型出口件1和成型主体3之间进行快速定位辅助安装的效果。
39.实施例2,在实施例1的基础上,两个底座27的表面均与成型主体3滑动连接,底座27的两臂均螺纹插设有螺杆15,两个螺杆15彼此靠近的一端均转动连接有压板16,底座27的下表面焊接有焊接板17,焊接板17靠近底座27的一侧固定连接有滑轨18,滑轨18的内壁滑动连接有滑架19,滑架19的两臂均滑动插设有拉杆20,拉杆20的圆弧面套有弹簧22,弹簧22的两端分别与拉杆20和滑架19固定连接,达到了可以方便快速将成型出口件1、成型主体3和成型入口件4快速定位,然后借助成型铰链2进行快速安装的效果,两个拉杆20彼此靠近的一端均固定连接有橡胶垫21,橡胶垫21远离拉杆20的一侧均匀设有防滑凸起,达到了提高拉杆20表面摩擦力的效果,滑轨18和焊接板17的表面开设有滑孔26,滑孔26的内壁滑动连接有滑块23,滑块23的上端与滑架19固定连接,焊接板17靠近滑块23的一侧固定连接有固定板24,固定板24靠近滑块23的一侧转动连接有驱动杆25,驱动杆25的圆弧面与滑块23螺纹连接,在准备将成型入口件4借助成型铰链2与成型主体3进行安装时,先转动两个螺杆15,使螺杆15借助螺纹带动压板16移动,两个压板16此时会向彼此靠近的方向移动,两个压板16会夹住成型主体3,然后拉动两个拉杆20,使两个拉杆20带动两个橡胶垫21向彼此远离的方向移动,然后将成型入口件4放在两个橡胶垫21之间,接着松开两个拉杆20,此时弹簧22会给拉杆20一个拉力,使两个橡胶垫21将成型入口件4夹住,接着转动驱动杆25,驱动杆25借助螺纹会带动滑块23沿着滑孔26的内壁滑动,滑块23带动滑架19移动,滑架19此时会带动成型入口件4向靠近成型主体3的方向移动,达到了辅助成型入口件4与成型主体3进行定位的效果,进而达到了辅助操作人员快速对准进行安装的效果,以相同方法将成型出口
件1安装在成型主体3上。
40.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。