1.本发明涉及医用缝线技术领域,具体为一种超高强度医用缝线及其制备方法。
背景技术:
2.医用缝线是手术中十分重要的缝合材料,其使用的历史相当长。特别是本世纪,随着合成纤维工业的发展,越来越多的新原料应用于医用缝线。目前,不同种类、满足不同手术要求的缝线被广泛应用。
3.运动医学是一门将医学与体育运动相结合的综合性应用科学。研究与体育运动有关的医学问题,运用医学的知识和技术对体育运动参加者进行医学监督和指导,从而达到防治伤病、保障运动者的健康、增强体质和提高运动成绩的目的。
4.众所周知,在运动医学中缝线需具有高强度,韧带、肌腱涉及人体关节的运动,缝线为了避免不被关节运动拉断需要高强度;缝线还需具备高线结拉伸强度和低延伸率,由于韧带、肌腱涉及关节运动,在运动的过程中缝线会反复被拉伸,高线结拉伸强度才能保证缝合线结不被拉松,低延伸率缝线才能保证缝合线结不会失效。
5.但现运动医学中最常用的超高分子量聚乙烯缝线抗张强度虽然相较于之前更早的丝绸和尼龙线有了较大的提升,但是由于其在体能不能降解,不能被机体吸收,组织相容性较差,作为异物,使切口及缝合部位易发生排斥反应、炎症反应、感染、瘢痕过度增生等一系列切口并发症的发生。在感染的切口中,丝线张力明显降低,为治疗切口感染,往往需要不断地取出线头,伤口才能愈合,实用性差。因此,设计实用性强的一种超高强度医用缝线及其制备方法是很有必要的。
技术实现要素:
6.本发明的目的在于提供一种超高强度医用缝线及其制备方法,以解决上述背景技术中提出的问题。
7.为了解决上述技术问题,本发明提供如下技术方案:一种超高强度医用缝线及其制备方法,包括分线装置和编织装置,所述分线装置包括碳纤维原丝、专用分线工装和分线机,所述专用分线工装安装于分线机的右侧,所述分线机的左侧固定安装有线桶架,所述线桶架的上方安装有线桶,所述分线机的左侧安装有高温加热棒,所述高温加热棒处于线桶的上方。
8.根据上述技术方案,所述编织装置包括逆时针运动锭子、蜗杆涡轮和缝线主体,所述逆时针运动锭子的一侧连接有顺时针运动锭子,所述逆时针运动锭子的下方固定连接有角齿轮,所述角齿轮与蜗杆涡轮固定连接,所述蜗杆涡轮的右侧固定连接有齿轮b,所述齿轮b的上部连接有链条,所述链条的另一端连接有齿轮a,所述齿轮a的左侧固定连接有滚轮b,所述滚轮b的上方设置有滚轮a,所述滚轮a与滚轮b之间连接有皮带,所述滚轮a的左侧连接有提取轮。
9.根据上述技术方案,包括步骤一:分线;步骤二:编织;步骤三:清洗;步骤四:烘干;
步骤五:裁剪。
10.根据上述技术方案,所述步骤一为:
11.s1-1:将整捆碳纤维原丝置于专用分线工装之中;
12.s1-2:将空线桶置于线线桶架;
13.s1-3:将单根原丝按照预先安排好的路径被牵引至线桶处;
14.s1-4:在分线机中设置每一线桶中即将缠绕的碳纤维原丝的长度;
15.s1-5:启动设备,使碳纤维原丝沿着线桶中轴线高速旋转缠绕,达到设置长度后,在含氧环境下,将高温加热棒加热到400℃-500℃,将碳纤维原丝氧化后扯断。
16.根据上述技术方案,所述步骤二为:
17.s2-1:将多个碳纤维原丝经过分线工艺后,沿轴线方向绕满碳纤维原丝的线桶分别装入编织装置的顺时针运动锭子和逆时针运动锭子中;
18.s2-2:启动蜗杆涡轮。
19.根据上述技术方案,所述步骤三为:
20.s3-1:根据即将需要清洗的缝线主体的质量,向清洗设备水箱中加入适量纯化水,缝线主体的质量与纯化水体积之比为1g:250ml;
21.s3-2:使用清洗设备自带的电热棒将纯化水水温加热到80℃,并持续保温;
22.s3-3:再向热水中投入适量清洗剂,清洗剂与温水之间体积之比为1ml:100ml;
23.s3-4:充分搅拌,让清洗剂在纯化水中均匀分布;
24.s3-5:将编织成形的缝线主体全部散开,浸入已添加清洗剂的纯化水之中,同时确保缝线主体相互之间不会相互接触,缝线主体的表面与纯化水完全接触,保持1-2小时;
25.s3-6:取出缝线主体,释放清洗设备中纯化水,然后重复上述清洗步骤,一共清洗3-4次;
26.s3-7:将已用纯化水和清洁剂清洗3-4次的缝线主体散开,全部浸入75%浓度的酒精,缝线主体的质量与75%浓度的酒精体积之比为1g:50ml;
27.s3-8:保证缝线主体的表面与75%浓度的酒精完全接触,静置10~15分钟;
28.s3-9:取出缝线主体,将酒精倒入专用收纳装置,重复上述清洗步骤,一共清洗2-3次;
29.s3-10:将已用酒精清洗2-3次的缝线主体散开,全部浸入纯化水中,缝线主体的质量与纯化水体积之比为1g:250ml;
30.s3-11:保证缝线主体的表面与纯化水完全接触,静置10~15分钟;
31.s3-12:后取出缝线主体,释放纯化水,重复上述清洗步骤,一共清洗2-3次。
32.根据上述技术方案,所述步骤四为:
33.s4-1:将已用纯化水清洗后的缝线主体放入多层镂空不锈钢托盘,缝线主体平铺于托盘中,保证相互之间不堆叠;
34.s4-2:将缝线主体随镂空不锈钢托盘一起进入电热鼓风干燥箱,设置干燥温度60℃,同时打开鼓风,烘干时间设置为3~6小时。
35.根据上述技术方案,所述步骤五为:
36.s5-1:将已烘干的缝线主体缠绕于专用裁剪工装之上,确保缝线绷紧;
37.s5-2:用毛刷蘸取少量固化胶,涂抹于工装之上的缝线主体中部,静置5~10分钟;
38.s5-3:用剪刀沿着固化胶涂抹方向对缝线主体进行裁剪,将裁剪后缝线取下,得到可直接进行包装的成品缝线。
39.根据上述技术方案,所述顺时针运动锭子和逆时针运动锭子均设置有两组,所述顺时针运动锭子和逆时针运动锭子两两配合,所述顺时针运动锭子和逆时针运动锭子的运动轨迹为螺旋形轨迹,所述顺时针运动锭子和逆时针运动锭子的运动轨迹形成闭合圆形回线。
40.与现有技术相比,本发明所达到的有益效果是:本发明由多股碳纤维纱线通过有规律的方法相互缠绕,得到缝线的主体,再根据实际需要,对缝线主体表面进行相应的处理后得到,使用不同规格的碳纤维原丝做原料线,配合多锭高速编织机,编织出不同规格的成品线,相较于目前市面上普遍采用的超高分子量聚乙烯缝线的强度更高,耐腐蚀性能更强,耐摩擦性能更好、促进改善血液循环等优点,能广泛应用于运动医学中,比如肌腱、韧带、半月板等对缝线力学性能要求较高的软组织缝合领域。
附图说明
41.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
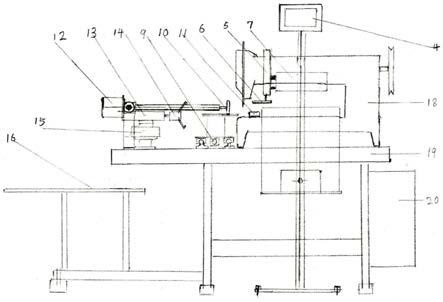
42.图1是本发明的分线结构示意图;
43.图2是本发明的编织结构示意图;
44.图3是本发明顺时针运动锭子和逆时针运动锭子的运行轨迹结构示意图;
45.图4是本发明缝线主体的纵向结构示意图;
46.图5是本发明缝线主体的横向结构示意图;
47.图6是本发明与现有超高分子量聚乙烯缝线抗张强度的对比示意图
48.图中:1、碳纤维原丝;2、专用分线工装;4、线桶;5、线线桶架;6、高温加热棒;7、皮带;8、齿轮a;9、齿轮b;10、蜗杆涡轮;11、角齿轮;12、顺时针运动锭子;13、逆时针运动锭子;14、缝线主体;15、提取轮;16、滚轮a;17、滚轮b;18、螺旋形轨迹;19、闭合圆形回线;20、链条。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.请参阅图1-6,本发明提供技术方案:一种超高强度医用缝线及其制备方法,包括分线装置和编织装置,分线装置包括碳纤维原丝1、专用分线工装2和分线机,专用分线工装2安装于分线机的右侧,分线机的左侧固定安装有线桶架5,线桶架5的上方安装有线桶4,分线机的左侧安装有高温加热棒6,高温加热棒6处于线桶4的上方;
51.编织装置包括逆时针运动锭子13、蜗杆涡轮10和缝线主体14,逆时针运动锭子13的一侧连接有顺时针运动锭子12,逆时针运动锭子13的下方固定连接有角齿轮11,角齿轮11与蜗杆涡轮10固定连接,蜗杆涡轮10的右侧固定连接有齿轮b9,齿轮b9的上部连接有链
条20,链条20的另一端连接有齿轮a8,齿轮a8的左侧固定连接有滚轮b17,滚轮b17的上方设置有滚轮a16,滚轮a16与滚轮b17之间连接有皮带7,滚轮a16的左侧连接有提取轮15;
52.包括步骤一:分线;步骤二:编织;步骤三:清洗;步骤四:烘干;步骤五:裁剪;
53.步骤一为:
54.s1-1:将整捆碳纤维原丝1置于专用分线工装2之中;
55.s1-2:将空线桶4置于线线桶架5;
56.s1-3:将单根原丝按照预先安排好的路径被牵引至线桶4处;
57.s1-4:在分线机中设置每一线桶4中即将缠绕的碳纤维原丝1的长度;
58.s1-5:启动设备,使碳纤维原丝1沿着线桶4中轴线高速旋转缠绕,达到设置长度后,在含氧环境下,将高温加热棒6加热到400℃-500℃,将碳纤维原丝1氧化后扯断,;
59.步骤二为:
60.s2-1:将多个碳纤维原丝1经过分线工艺后,沿轴线方向绕满碳纤维原丝1的线桶4分别装入编织装置的顺时针运动锭子12和逆时针运动锭子13中;
61.s2-2:启动蜗杆涡轮10,蜗杆涡轮10通过一个传动轴带动齿轮b9,齿轮b9通过链条20带动齿轮a8,齿轮a8通过传动轴带动滚轮b17,滚轮b17通过皮带7带动滚轮a16,滚轮a16通过传动轴带动提取轮15转动,提取轮15转动后能对编织完成后的缝线主体14起到提拉和缠绕收纳的作用,蜗杆涡轮10通过另一个传动轴带动角齿轮11,多个角齿轮11之间啮合连接,不断高速转动,带动上面的顺时针运动锭子12和逆时针运动锭子13运动,将线桶4中的缝线相互缠绕,完成缝线主体14的编织;
62.步骤三为:
63.s3-1:根据即将需要清洗的缝线主体14的质量,向清洗设备水箱中加入适量纯化水,缝线主体14的质量与纯化水体积之比为1g:250ml;
64.s3-2:使用清洗设备自带的电热棒将纯化水水温加热到80℃,并持续保温;
65.s3-3:再向热水中投入适量清洗剂,清洗剂与温水之间体积之比为1ml:100ml;
66.s3-4:充分搅拌,让清洗剂在纯化水中均匀分布;
67.s3-5:将编织成形的缝线主体14全部散开,浸入已添加清洗剂的纯化水之中,同时确保缝线主体14相互之间不会相互接触,缝线主体14的表面与纯化水完全接触,保持1-2小时;
68.s3-6:取出缝线主体14,释放清洗设备中纯化水,然后重复上述清洗步骤,一共清洗3-4次;
69.s3-7:将已用纯化水和清洁剂清洗3-4次的缝线主体14散开,全部浸入75%浓度的酒精,缝线主体14的质量与75%浓度的酒精体积之比为1g:50ml;
70.s3-8:保证缝线主体14的表面与75%浓度的酒精完全接触,静置10~15分钟;
71.s3-9:取出缝线主体14,将酒精倒入专用收纳装置,重复上述清洗步骤,一共清洗2-3次;
72.s3-10:将已用酒精清洗2-3次的缝线主体14散开,全部浸入纯化水中,缝线主体14的质量与纯化水体积之比为1g:250ml;
73.s3-11:保证缝线主体14的表面与纯化水完全接触,静置10~15分钟;
74.s3-12:后取出缝线主体14,释放纯化水,重复上述清洗步骤,一共清洗2-3次;
75.步骤四为:
76.s4-1:将已用纯化水清洗后的缝线主体14放入多层镂空不锈钢托盘,缝线主体14平铺于托盘中,保证相互之间不堆叠;
77.s4-2:将缝线主体14随镂空不锈钢托盘一起进入电热鼓风干燥箱,设置干燥温度60℃,同时打开鼓风,烘干时间设置为3~6小时;
78.步骤五为:
79.s5-1:将已烘干的缝线主体14缠绕于专用裁剪工装之上,确保缝线绷紧;
80.s5-2:用毛刷蘸取少量固化胶,涂抹于工装之上的缝线主体14中部,静置5~10分钟;
81.s5-3:用剪刀沿着固化胶涂抹方向对缝线主体14进行裁剪,将裁剪后缝线取下,得到可直接进行包装的成品缝线;
82.顺时针运动锭子12和逆时针运动锭子13均设置有两组,顺时针运动锭子12和逆时针运动锭子13两两配合,顺时针运动锭子12和逆时针运动锭子13的运动轨迹为螺旋形轨迹18,顺时针运动锭子12和逆时针运动锭子13的运动轨迹形成闭合圆形回线19,顺时针运动锭子12和逆时针运动锭子13相继沿着螺旋形轨迹18按着一个方向运动,而剩下的顺时针运动锭子12和逆时针运动锭子13沿着另一个方向的螺旋形轨迹18运动,当顺时针运动锭子12和逆时针运动锭子13相遇时相互交错,因而两组顺时针运动锭子12和逆时针运动锭子13上装载的线桶4的丝也就相互交错,碳纤维原丝1相互交织形成了管状的编织结构,进而得到缝线主体14;
83.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
84.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。