1.本发明涉及纺织技术领域,特别涉及一种多组分护肤纱及其制备方法和应用。
背景技术:
2.海藻纤维具有护肤及消炎作用,复含的维生素和矿物质能补充抗氧化物,吸湿性好,手感柔软,相变粘胶纤维是一种蓄热调温功能粘胶纤维,海藻纤维与相变粘胶纤维混纺能达到纺织品可穿戴性与美容护肤性兼具的目的,可缓解皮肤不适症状,具有吸湿性好、手感柔软、补水保湿、护肤凉爽等优点,可用于制作夏季贴身内衣,在夏季起到护肤凉爽的功能,海藻纤维及相变粘胶纤维比强较低;与此同时,上述两种纤维混纺在生产过程中存在以下问题:梳棉粘卷,末并条缠罗拉、堵喇叭口,粗纱内外排重量产生差异,且外排粗纱定量越纺越轻,细纱工序飞圈严重,增加挡车工工作量,处理断头同时还要处理大量飞圈。
技术实现要素:
3.本发明的目的在于克服上述技术不足,提出一种多组分护肤纱及其制备方法和应用,解决现有技术中因梳棉粘卷,末并条缠罗拉、堵喇叭口,粗纱内外排重量产生差异,细纱工序飞圈严重等现象而导致得不到到品质优良的护肤纱的技术问题。
4.为达到上述技术目的,本发明采用如下技术方案:
5.一种多组分护肤纱,其由包括如下质量百分数的组分混纺得到:38%~60%海藻纤维、25%~42%相变粘胶纤维、15%~20%皮马棉纤维。
6.优选的,所述一种多组分护肤纱,其由包括如下质量百分数的组分混纺得到:40%海藻纤维、40%相变粘胶纤维、20%皮马棉纤维。
7.优选的,所述海藻纤维色黄,其性能指标为:比强2.29cn/dtex、断裂伸长率16.2%,线密度2.3dtex、长度38mm。
8.优选的,所述相变粘胶纤维色灰,其性能指标为:比强1.5cn/dtex、断裂伸长率23%、线密度1.7dtex、长度40mm。
9.优选的,所述皮马棉纤维的性能指标为:白棉三级,长度35mm以上,强力44cn/tex以上,马克隆值3.8~4.3,含杂3%以下。
10.上述一种多组分护肤纱的制备方法,包括如下步骤:在温度24~26℃,湿度65%~68%条件下,按照配比取海藻纤维、相变粘胶纤维和皮马棉纤维,依次经清花工序、梳棉工序、并条工序、粗纱工序、细纱工序和络筒工序;所述并条工序中,并条速度为197~250m/min,所述粗纱工序中,粗纱前罗拉速度为164~176转/min,所述细纱工序中,前罗拉速度为95~113转/min。
11.优选的,所述温度为25℃,所述湿度为65%。
12.优选的,所述海藻纤维、相变粘胶纤维和皮马棉纤维在使用前在68%湿度以下的条件下储存。
13.优选的,所述细纱工序中,细纱钢丝圈选用英联贝克钢丝圈,使用石蜡给钢丝圈润
滑,按照开磨程序进行过开磨。
14.所述一种多组分护肤纱在制备夏季贴身内衣中的应用。
15.与现有技术相比,本发明的有益效果是:
16.本发明将海藻纤维、相变粘胶纤维和皮马棉作为原料依次经清花、梳棉、并条、粗纱、细纱、络筒工序,并通过合理调节各工艺参数,混纺得到支数为40~60支的紧密赛络纺纱,克服了梳棉粘卷,末并条缠罗拉、堵喇叭口,粗纱内外排重量产生差异,细纱工序飞圈严重等问题,所得的多组分护肤纱吸湿性好、手感柔软、补水保湿、护肤凉爽等优点,可用于制作夏季贴身内衣。
具体实施方式
17.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.为避免赘述,本发明以下实施例中使用的原料及具体生产设备总结如下:
19.实施例所述海藻纤维和相变粘胶纤维购买于杭州维美家用纺织品有限公司。
20.所述海藻纤维,色黄,其性能指标:比强2.29cn/dtex、断裂伸长率16.2%,线密度2.3dtex、长度38mm;所述相变粘胶纤维,色灰,其性能指标:比强1.5cn/dtex、断裂伸长率23%、线密度1.7dtex、长度40mm;所述皮马棉指标:白棉三级,长度35mm以上,强力44cn/tex以上,马克隆值3.8-4.3,含杂3%以下。
21.生产线采用的设备包括:a002c型自动抓棉机、a036b豪猪开棉机、a092a型双棉箱给棉机、a076c型成卷机、a186梳棉机、fa317型/tm13型并条机、fa411a粗纱机、fa506细纱机、21c~s络筒机。
22.实施例1
23.一种多组分护肤纱,其通过以下工序步骤进行生产:
24.按质量百分比计,取40%海藻纤维、40%相变粘胶纤维、20%皮马棉纤维进行混纺:
25.(1)清花工序
26.海藻纤维和相变粘胶纤维在抓棉圆台上分别成卷,相变粘胶纤维卷干重定量为338g/m,海藻纤维卷干重342g/m。其中海藻纤维和相变粘胶纤维在生产加工前至少24小时打开包,纤维必须在湿度小于68%的室温下储存。清花生产时易堵洋琴,自调匀整显示超厚,提高a036打手速度,a036打手速度330转/min,纤维上台后过两道抓棉机,加大开松。将护肤纤维上台中经过a002抓棉机再进自动打包机,打包后再上台正式生产。
27.(2)梳棉工序
28.梳棉在a186梳棉机上生产,海藻纤维、相变粘胶纤维梳棉干重定量为16.9g/5m,道夫速度15转/min,盖板速度100mm/min,输出速度58m/min,温度控制在26℃,湿度控制在65-68%,避免粘缠现象,皮马棉梳棉干重定量为16.75g/5m。
29.(3)并条工序
30.并条经fa311、tm13并条机上生产,因三种纤维色差较大,海藻纤维和相变粘胶纤维分别经过预并,再与皮马棉精梳条进行并合,使混纺纤维充分混合,避免色差。牵伸条件
应尽可能温和,牵伸速度低,以减少热量的产生和收缩。
31.预并8根并合,干重定量17.7g/5米,预并隔距12mm
×
20mm,压辊速度197m/min;一并5根并合,并合分配为2根护肤纤维预并条、2根功能粘胶预并条、1根精梳皮马棉条,干重定量16.5g/5米,罗拉隔距12mm
×
20mm,压辊速度197m/min;二并、三并在带自调匀整的并条机上生产,二并8根并合,干重定量16.2g/5米,罗拉隔距12mm
×
20mm,压辊速度200m/min,喇叭口径3.8mm;三并8根并合,干重定量16g/5米,罗拉隔距12mm
×
20mm,压辊速度200m/min,喇叭口径3.8mm。并条工序中使用抗绕皮辊,皮辊用弹性复合性涂料(采用济宁开元纺织器材有限公司的渗透性涂料,分为a涂料和b涂料,此处的弹性复合性涂料由a涂料和b涂料按照为1:1.5的质量比混合得到),并条工序严控温湿度,湿度控制在65~68%,减少末并条缠罗拉、堵喇叭口现象。
32.(4)粗纱工序
33.粗纱在fa411粗纱机上生产,粗纱捻度4.5捻/10cm,罗拉隔距采用12mm
×
24mm
×
35mm,后区牵伸1.2倍,钳口隔距7mm,粗纱干重定量为3.66克/10米。粗纱前罗拉速度164转/min,使用抗绕皮辊,皮辊用变色型涂料(采用济宁开元纺织器材有限公司的渗透性涂料,分为a涂料和b涂料,此处的弹性复合性涂料由a涂料和b涂料按照为1:10的质量比混合得到)。控制粗纱伸长率在0-1%,合理选择粗纱前后排假捻器,减少前后排粗纱张力差异,前排捻陷比后排严重。前排假捻器高度不变,升高后排假捻器高度,以加大前排粗纱导纱角,使前排假捻数多于后排,避免粗纱内外排重量产生差异。保持车间内温湿度相对稳定,在满足纺纱工艺条件下减少意外牵伸。
34.(5)细纱工序
35.细纱在fa506型细纱机上采用紧密赛络纺生产,罗拉隔距为18mm
×
37mm,后区牵伸倍数为1.18倍,钳口隔距2.5mm,前罗拉直径27mm,前罗拉转速95r/min,捻度99捻/10cm,优选钢领钢丝圈型号,避免细纱工序飞圈严重,增加挡车工工作量,细纱钢丝圈选用英联贝克钢丝圈,使用石蜡帮助钢丝圈润滑,按照开磨程序进行过开磨。
36.(6)络筒工序
37.单纱络筒在日本村田的自动络筒机上生产,电清参数:棉结n:350%、短粗s:150%
×
1.5cm、长粗l:35%
×
30cm、细节t:-35%
×
30cm;生产出海藻纤维/相变粘胶纤维/jp 14.8tex紧赛的单纱,该单纱即为多组分护肤纱。
38.实施例2
39.本实施例的生产方法与实施例1相同,区别点仅在于粗纱干重定量2.4克/10米,粗纱捻度5.6捻/10cm,细纱重量牵伸54.9倍,捻度126捻/10cm,生产出海藻纤维/相变粘胶纤维/jp 9.8tex紧赛的单纱。
40.对比例1
41.本对比例的生产方法与实施例1相同,区别点仅在于使用100%海藻纤维进行纯纺,生产出海藻纤维14.8tex紧赛的单纱。
42.对比例2
43.本对比例的生产方法与实施例1相同,区别点仅在于各工序控制在湿度为60%,生产出海藻纤维/相变粘胶纤维/jp 14.8tex紧赛的单纱。
44.对比例3
45.本对比例的生产方法与实施例1相同,区别点仅在于粗纱捻度4.5捻/10cm,罗拉隔距采用12mm
×
24mm
×
35mm,生产出海藻纤维/相变粘胶纤维/jp 14.8tex紧赛的单纱。
46.对比例4
47.本对比例的生产方法与实施例1相同,区别点仅在于细纱钳口3mm,带压力棒。用轴承pg1/2-3854钢领,生产出海藻纤维/相变粘胶纤维/jp 14.8tex紧赛的单纱。
48.性能测试
49.对实施例1~2和对比例1~4生产出的护肤纱进行相关性能的测试,测试结果见表1。
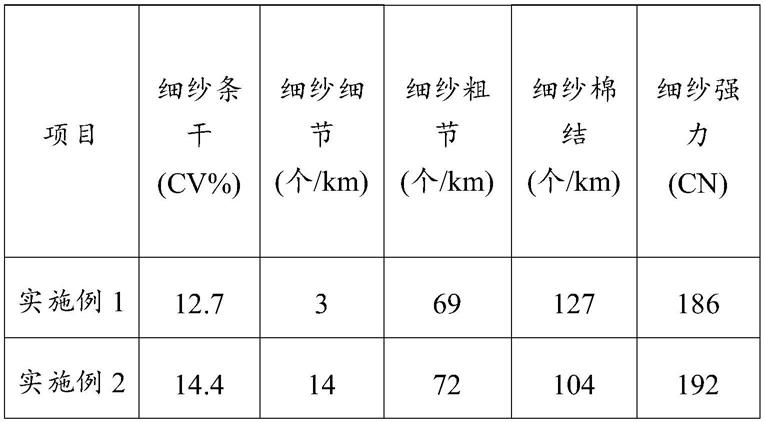
50.表1实施例1~2及对比例1~4生产出的护肤纱的性能测试结果
[0051][0052][0053]
由上表的数据可知,实施例1、2中得到的多组分护肤纱具有较好的细纱条干、细纱棉结和细纱强力。因此,通过本发明提供的方法可以得到品质较好的多组分护肤纱,且该多组分护肤纱的号数为9.8-14.8tex。
[0054]
同时,本发明生产的多组分护肤纱,有吸湿性好、手感柔软、补水保湿、护肤凉爽等优点,可用于制作夏季贴身内衣。
[0055]
以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。