1.本发明涉及功能材料技术领域,尤其涉及一种三维石墨烯功能复合层压材料及其制备方法和应用。
背景技术:
2.石墨烯具有优异的比表面积(ssa,约为3500m2/g)、抗拉强度(约为130gpa)、导热系数(约为5000wm-1 k-1
)、体电导率(约为303s/m)和本征载流子迁移率(105~107cm
2 v-1 s-1
),引起了研究者们极大的关注。然而在实际应用时,纳米级石墨烯粒子需要组装成一定的宏观结构,以满足各种智能设备和系统的使用,如作为微超级电容器的工作电极和传感元素灵活的电子产品等。与几何形状小且需要粘结剂/衬底支撑的宏观一维石墨烯结构(如石墨烯基长丝、纱线以及复合纤维)和二维石墨烯结构(如石墨烯基薄膜、纸张以及织物)相比,宏观三维石墨烯结构(气凝胶、水凝胶、泡沫、微球、层压结构/复合材料等)具有诸多有优异的特征,构建宏观三维石墨烯结构成为满足各种设备结构更新和功能升级的重要课题,如人造皮肤和肌肉、可穿戴电子产品、仿生表面、薄膜电池和软机器人。
3.为了制备三维石墨烯宏观结构,目前的加工策略基本分为液体组装法和催化模板法。液体组装法(yuxi xu,kaixuan sheng,chun li,gaoquan shi,self-assembled graphene hydrogel via a one-step hydrothermal process,acs nano,2010,4,7,4324-4330)通常依赖于氧化石墨烯(go)的自组装,由液态分散转变为三维自支撑固体网络。该方法面临许多复杂和冗长的步骤,从前驱体的分散准备(包括超声、超离心、化学稳定等)、结构成型(包括冰模板、湿法纺丝、溶液铸造等),到后处理(包括化学还原、高温退火、界面转移等),其中涉及的众多相关参数进一步提高了颗粒尺寸均匀性控制的难度。催化模板法(zongping chen,wencai ren,libo gao,bilu liu,songfeng pei,hui-ming cheng,three-dimensional flflexible and conductive interconnected graphene networks grown by chemical vapour deposition,nature materials,2011,6,10,424-428)可以避免分散和还原氧化石墨烯的过程,是依靠在3d模板上自底向上催化分解碳氢化合物来合成石墨烯单体。该方法同样涉及多步的化学和物理过程(如模板形成以及蚀刻、前驱体热解以及沉积),对温度、空间和气氛控制都非常苛刻。
4.激光诱导石墨烯(lig)是一种成本低、操作简便的宏观石墨烯制备方法,通过辐照诱导光热效应,将特定聚合物、天然生物质或非聚合物前驱体转化和组装石墨烯结构或器件。然而,基于lig技术在逐层形成宏观三维石墨烯结构时,不可避免地需要额外的工艺/处理的帮助,以确保结构的完整性。例如,sha等人(junwei sha,yilun li,rodrigo villegas salvatierra,tuo wang,pei dong,yongsung ji,seoung-ki lee,chenhao zhang,jibo zhang,robert h.smith,pulickel m.ajayan,jun lou,naiqin zhao,and james m.tour.three-dimensional printed graphene foams.acs nano 2017,6860)将蔗糖和镍混合的纳米颗粒作为lig的前驱体和3d模板,构建1
×1×
0.8cm3大小的3d泡沫。虽然有效地避免了加工时间长、温度高的问题,但镍模板的蚀刻过程是不可缺少的,这会造成镍模板约
48.8%的体积收缩。另外,luong等人(duy xuan luong,ajay k.subramanian,gladys a.lopez silva,jongwon yoon,savannah cofer,kaichun yang,peter samora owuor,tuo wang,zhe wang,jun lou,pulickel m.ajayan,james m.tour,laminated object manufacturing of 3d-printed laser induced graphene foams,adv.mater.2018,30)开发了一种层压对象工艺,通过额外的层粘接和粘结剂分解工艺来制造厘米大小的三维石墨烯泡沫(3d lig泡沫)。该方法虽然与自动化设置兼容,但依赖于多个激光源的混合熔合、铣切和退火过程,需要现场一个接一个地铺设不同的层,仍然具有尺寸有限(约为1cm3)和机械性能有限(例如弹性模量约为300kpa)的缺点。因此,目前基于lig技术构建宏观三维石墨烯结构,仍需要更多的空间来进一步提高加工效率和尺寸。
技术实现要素:
5.本发明的目的在于提供一种三维石墨烯功能复合层压材料及其制备方法和应用,本发明提供的方法操作简单,成本低,大大提高了三维石墨烯结构成型的效率,且便于实现大尺寸产品的制备。
6.为了实现上述发明目的,本发明提供以下技术方案:
7.本发明提供了一种三维石墨烯功能复合层压材料的制备方法,包括以下步骤:
8.提供激光诱导二维石墨烯材料和树脂料液,所述树脂料液包括热固性树脂与固化剂;
9.将所述激光诱导二维石墨烯材料于所述树脂料液中进行浸渍处理,得到浸渍二维石墨烯材料;
10.将若干层所述浸渍二维石墨烯材料进行热压成型,得到三维石墨烯功能复合层压材料。
11.优选地,所述激光诱导二维石墨烯材料的制备方法包括:激光诱导双面二维聚酰亚胺材料,得到激光诱导二维石墨烯材料;所述激光诱导的操作条件包括:扫描模式为矢量扫描模式或填充扫描模式,激光功率为0.25~25w,激光运行速度为2.54~254mm/s,每英寸像素为10~1000。
12.优选地,所述热固性树脂包括环氧树脂、不饱和聚酯树脂、酚醛树脂、呋喃树脂、聚丁二烯树脂或有机硅树脂,所述热固性树脂与固化剂的质量比为1:(0.01~0.9)。
13.优选地,所述树脂料液中还包括稀释剂,所述树脂料液中热固性树脂与固化剂的总质量含量为1~80%。
14.优选地,所述浸渍处理的温度为20~30℃,时间为0.1~5h。
15.优选地,所述浸渍二维石墨烯材料的层数为1~1000层。
16.优选地,所述热压成型包括依次进行的第一热压成型、第二热压成型和第三热压成型;所述第一热压成型的温度为125~135℃,保温时间为0.5~1.5h,热压压强为1~7mpa;所述第二热压成型的温度为175~185℃,保温时间为2.5~3.5h,热压压强为1~7mpa;所述第三热压成型的温度为195~205℃,保温时间为0.5~1.5h,热压压强为1~7mpa。
17.优选地,所述热压成型采用的模具为平板式热压模具或非平板式热压模具。
18.本发明提供了上述技术方案所述制备方法制备得到的三维石墨烯功能复合层压
材料,包括若干层二维石墨烯材料以及复合在所述二维石墨烯材料表面的树脂基体材料,所述树脂基体材料由包括热固性树脂与固化剂的树脂料液形成。
19.本发明提供了上述技术方案所述三维石墨烯功能复合层压材料在应变传感、液体传感、散热、电磁波屏蔽或电磁波吸收中的应用。
20.本发明提供了一种三维石墨烯功能复合层压材料的制备方法,包括以下步骤:提供激光诱导二维石墨烯材料和树脂料液,所述树脂料液包括热固性树脂与固化剂;将所述激光诱导二维石墨烯材料于所述树脂料液中进行浸渍处理,得到浸渍二维石墨烯材料;将若干层所述浸渍二维石墨烯材料进行热压成型,得到三维石墨烯功能复合层压材料。本发明基于激光诱导二维石墨烯材料结合树脂渗透以及热压技术,可以方便地堆叠和塑造可变大小和形状的宏观三维石墨烯功能复合层压材料。本发明提供的方法操作简单,成本低,大大提高了三维石墨烯结构成型的效率,且便于实现大尺寸产品的制备。
21.进一步地,本发明提供的方法制备条件温和,不需要特殊气氛,而且通过调控加工条件,可轻松实现三维石墨烯复合层压材料尺寸以及形状的调控,同时赋予三维石墨烯功能复合层压材料多功能性,如优异的导电性、力学性能、传感性能、导热性能以及电磁屏蔽性能。
附图说明
22.图1为实施例1中热压成型过程中ag80环氧树脂的固化机理图;
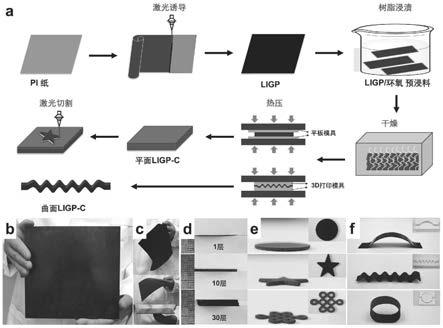
23.图2为实施例1中三维石墨烯复合层压材料的制备流程示意图及多样形状展示图;
24.图3为实施例2中激光诱导石墨烯纸与利用ag80环氧树脂制备的三维石墨烯复合层压材料的表征图;
25.图4为实施例2中激光诱导石墨烯纸与利用ag80环氧树脂、in2环氧树脂以及e51环氧树脂制备的三维石墨烯复合层压材料的性能测试图;
26.图5为实施例3中激光功率和树脂含量对单层三维石墨烯复合层压材料形貌和性能的影响图;
27.图6为实施例4中堆叠层数对三维石墨烯复合层压材料(树脂料液浓度为35wt%)形貌和性能的影响图;
28.图7为实施例5中不同热压成型压强条件下制备的三维石墨烯复合层压材料的表征图以及性能测试结果图;
29.图8为实施例6中堆叠层数对三维石墨烯复合层压材料(树脂料液浓度为15wt%)性能的影响图;
30.图9为实施例7中三维石墨烯复合层压材料的耐久性测试结果图;
31.图10为实施例8中三维石墨烯复合层压材料应用于检测纤维增强复合材料应变分布的情况图;
32.图11为实施例9中三维石墨烯复合层压材料应用于检测不同重量的情况图;
33.图12为实施例10中三维石墨烯复合层压材料应用于检测不同体积液体传感的情况图;
34.图13为实施例11中三维石墨烯复合层压材料应用于热界面材料传热的情况图;
35.图14为实施例12中三维石墨烯复合层压材料应用于屏蔽太赫兹波的情况图。
具体实施方式
36.本发明提供了一种三维石墨烯功能复合层压材料的制备方法,包括以下步骤:
37.提供激光诱导二维石墨烯材料和树脂料液,所述树脂料液包括热固性树脂与固化剂;
38.将所述激光诱导二维石墨烯材料于所述树脂料液中进行浸渍处理,得到浸渍二维石墨烯材料;
39.将若干层所述浸渍二维石墨烯材料进行热压成型,得到三维石墨烯功能复合层压材料。
40.本发明提供激光诱导二维石墨烯材料。在本发明中,所述激光诱导二维石墨烯材料的制备方法优选包括:激光诱导双面二维聚酰亚胺材料,得到激光诱导二维石墨烯材料。在本发明中,所述激光诱导采用的激光器优选包括紫外激光器、飞秒激光器、1.06μm光纤激光器、9.3μm二氧化碳红外激光器或10.6μm二氧化碳红外激光器,更优选为10.6μm二氧化碳红外激光器;所述10.6μm二氧化碳红外激光器的额定功率优选为10~150w,更优选为25~50w。在本发明中,所述激光诱导采用的扫描模式优选为矢量扫描模式或填充扫描模式,更优选为矢量扫描模式;所述矢量扫描模式的满载速度优选为254mm/s,所述填充扫描模式的满载速度优选为1270mm/s。在本发明中,所述激光诱导采用的激光功率优选为0.25~25w,更优选为0.75~2.5w;激光运行速度优选为2.54~254mm/s,更优选为50.8mm/s;每英寸像素(ppi)优选为10~1000,更优选为500。在本发明中,所述二维聚酰亚胺材料优选包括聚酰亚胺纸、聚酰亚胺膜或聚酰亚胺布,更优选为聚酰亚胺纸。在本发明中,所述聚酰亚胺纸采用本领域技术人员熟知的市售商品即可。在本发明中,所述聚酰亚胺纸的厚度优选为10~200μm,更优选为50~90μm。在本发明中,可选择相同或不同的激光参数对二维聚酰亚胺材料的双面进行激光诱导,优选采用相同的激光参数对二维聚酰亚胺材料的双面进行激光诱导。
41.本发明提供树脂料液,所述树脂料液包括热固性树脂与固化剂。在本发明中,所述热固性树脂优选包括环氧树脂、不饱和聚酯树脂、酚醛树脂、呋喃树脂、聚丁二烯树脂或有机硅树脂,更优选为环氧树脂;所述环氧树脂优选包括四缩水甘油二氨基二苯甲烷环氧树脂或双酚a环氧树脂,更优选为四缩水甘油二氨基二苯甲烷环氧树脂;所述四缩水甘油二氨基二苯甲烷环氧树脂(ag80环氧树脂)的环氧值优选为0.75~0.85,所述双酚a环氧树脂优选包括环氧值为0.23~0.38的双酚a环氧树脂(in2环氧树脂)或环氧值为0.48~0.54的双酚a环氧树脂(e51环氧树脂)。在本发明中,所述固化剂优选根据所述热固性树脂的种类选择,具体的,当采用ag80环氧树脂时,所述固化剂优选为二氨基二苯基砜(dds)或二氨基二苯甲烷(ddm),更优选为dds;当采用in2环氧树脂时,所述固化剂优选为at30固化剂;当采用e51环氧树脂时,所述固化剂优选为bc126固化剂。在本发明中,所述固化剂与热固性树脂的质量比优选为(0.01~0.9):1,更优选为(0.3~0.8):1,进一步优选为(0.45~0.65):1,更进一步优选为0.58:1。
42.在本发明中,所述树脂料液中除了热固性树脂与固化剂以外,还可以含有稀释剂;当所述树脂料液中含有稀释剂时,便于更好的进行浸渍处理;所述稀释剂优选包括丙酮、乙酸乙酯或异丙醇,更优选为丙酮。在本发明中,所述稀释剂的用量以使树脂料液中热固性树脂与固化剂的总质量含量在1~80%范围内为宜,更优选为5~35%。
43.在本发明中,所述树脂料液中除了热固性树脂与固化剂以外,或者除了热固性树脂、固化剂与稀释剂以外,还可以含有功能材料;所述功能材料优选包括增强材料、阻燃剂和增韧剂中的一种或几种;所述增强材料优选为纤维材料,所述纤维材料优选包括玻纤、碳纤维或芳纶纤维。本发明通过添加增强材料、阻燃剂以及增韧剂,相比纯热固性树脂,可以使最终所得三维石墨烯功能复合层压材料具有更好的力学性能和热稳定性、阻燃效果以及韧性。在本发明中,所述功能材料与热固性树脂记为树脂预浸料,所述树脂预浸料中热固性树脂的含量优选为40~70wt%,更优选为50~60wt%。
44.得到激光诱导二维石墨烯材料和树脂料液后,本发明将所述激光诱导二维石墨烯材料于所述树脂料液中进行浸渍处理,得到浸渍二维石墨烯材料。在本发明中,所述树脂料液的用量以保证激光诱导二维石墨烯材料充分浸渍为基准。在本发明中,所述浸渍处理的温度优选为20~30℃,具体可以为室温(25℃);时间优选为0.1~5h,更优选为0.5~1h。所述浸渍处理后,本发明优选将所得浸渍材料进行干燥,以去除溶剂;所述干燥的温度优选为50~100℃,更优选为70~80℃;时间优选为0.1~5h,更优选为0.5~1h。
45.得到浸渍二维石墨烯材料后,本发明将若干层所述浸渍二维石墨烯材料进行热压成型,得到三维石墨烯功能复合层压材料。在本发明中,所述浸渍二维石墨烯材料的层数优选为1~1000层,更优选为2~30层。在本发明中,当所述浸渍二维石墨烯材料的层数大于1层时,所述浸渍二维石墨烯材料优选为叠层进行热压成型;具体的,各层浸渍二维石墨烯材料为垂直叠层设置,没有任何位置上的偏移。在本发明中,所述热压成型优选包括依次进行的第一热压成型、第二热压成型和第三热压成型。在本发明中,所述第一热压成型的温度优选为125~135℃,更优选为130℃;保温时间优选为0.5~1.5h,更优选为1h;热压压强优选为1~7mpa,更优选为1~3mpa。在本发明中,所述第二热压成型的温度优选为175~185℃,更优选为180℃;保温时间优选为2.5~3.5h,更优选为3h;热压压强优选为1~7mpa,更优选为1~3mpa。在本发明中,所述第三热压成型的温度优选为195~205℃,更优选为200℃;保温时间优选为0.5~1.5h,更优选为1h;热压压强优选为1~7mpa,更优选为1~3mpa。本发明优选在热压机中进行所述热压成型。
46.在本发明中,所述热压成型采用的热压模具可以为平板式热压模具,即采用两个平板式热压模具对浸渍二维石墨烯材料进行热压成型,得到平面三维石墨烯功能复合层压材料,然后对其进行激光切割,可以得到不同形状的平面三维石墨烯功能复合层压材料。在本发明中,所述平板式热压模具的材质优选包括铝、钢或陶瓷,更优选为铝;所述平板式热压模具的厚度优选为3mm。在本发明中,所述ligp-c的具体形状可以通过cad或coredraw软件进行设计;所述激光切割的操作条件优选包括:激光功率优选为2.5~25w,更优选为5~10w;激光运行速度优选为2.54~50.8mm/s,更优选为12.7mm/s;ppi优选为10~1000,更优选为500~1000。
47.在本发明中,所述热压成型采用的热压模具也可以为非平板式热压模具,如根据需要采用特定形状的非平板式热压模具对浸渍二维石墨烯材料进行热压成型,得到不同形状的曲面三维石墨烯复合层压材料。在本发明中,所述非平板式热压模具的材质优选包括铝、钢或陶瓷;所述非平板式热压模具优选通过3d打印技术或机床切削技术制备得到。在本发明中,所述热压成型后,本发明优选将所得材料进行激光切割,以修剪毛边,得到不同形状的曲面三维石墨烯复合层压材料;所述激光切割的操作条件优选与上述对平面三维石墨
烯功能复合层压材料进行激光切割的操作条件一致,在此不再赘述。
48.本发明提供了上述技术方案所述制备方法制备得到的三维石墨烯功能复合层压材料,包括若干层二维石墨烯材料以及复合在所述二维石墨烯材料表面的树脂基体材料,所述树脂基体材料由包括热固性树脂与固化剂的树脂料液形成。在本发明中,所述三维石墨烯功能复合层压材料中,所述二维石墨烯材料与树脂基体材料的质量比优选为1:(0.02~3.35),更优选为1:(0.2~1.5)。在本发明中,所述三维石墨烯功能复合层压材料可以为平面结构,也可以为曲面结构,且尺寸便于根据实际需要调整。
49.本发明提供了上述技术方案所述三维石墨烯功能复合层压材料在应变传感、液体传感、散热、电磁波屏蔽或电磁波吸收中的应用。
50.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.实施例1:制备多种结构的大尺寸三维石墨烯复合层压材料
52.采用10.6μm二氧化碳红外激光器(额定功率为25w)对20张聚酰亚胺纸的双面进行激光诱导,得到20张激光诱导石墨烯纸;所述聚酰亚胺纸的厚度为90μm,面积为20
×
20cm2;对所述聚酰亚胺纸的双面进行激光诱导时,操作条件包括:矢量扫描模式(满载速度为254mm/s),激光功率为1w,激光运行速度为50.8mm/s,ppi为500;
53.将ag80环氧树脂(环氧值为0.75~0.85)、二氨基二苯基砜(dds)与丙酮混合,得到树脂料液;所述树脂料液中ag80环氧树脂和二氨基二苯基砜总含量为35wt%,所述ag80环氧树脂与dds的质量比为1:0.58;
54.将20张所述激光诱导石墨烯纸在所述树脂料液中于室温(25℃)条件下浸渍处理0.5h,之后取出在80℃条件下干燥0.5h,得到20张浸渍石墨烯纸;
55.将20张所述浸渍石墨烯纸叠层放置于热压机中,在压强为1mpa条件下,依次于130℃保温1h、180℃保温3h和200℃保温1h进行热压成型,得到三维石墨烯功能复合层压材料,厚度约为2.3mm,所述三维石墨烯功能复合层压材料中,激光诱导石墨烯纸的含量为41wt%;其中,当采用两个厚度为3mm的铝板作为平板式热压模具,得到平面三维石墨烯功能复合层压材料,然后在激光功率为5w、激光运行速度为12.7mm/s、ppi为1000的条件下进行激光切割,得到不同形状的平面三维石墨烯功能复合层压材料;当采用非平板式的3d打印模具,得到不同形状的曲面三维石墨烯功能复合层压材料。
56.图1为热压成型过程中ag80环氧树脂的固化机理图,如图1所示,热压成型过程中,ag80环氧树脂与dds发生反应,从而实现ag80环氧树脂的固化。
57.图2为三维石墨烯复合层压材料的制备流程示意图及多样形状展示图,其中,a为三维石墨烯功能复合层压材料的制备流程示意图;b为20张面积为20
×
20cm2的聚酰亚胺纸制备得到的三维石墨烯功能复合层压材料实物图;c为激光诱导石墨烯纸的实物图;d为采用上述相同工艺利用单张、10张以及30张聚酰亚胺纸制备得到的三维石墨烯功能复合层压材料实物图,厚度分别为0.12mm、1.2mm和3.4mm;e为不同形状的平面三维石墨烯功能复合层压材料的示意图;f为不同形状的曲面三维石墨烯功能复合层压材料的示意图。
58.实施例2:制备不同种类树脂料液浸渍的三维石墨烯复合层压材料
59.(1)按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液中ag80环氧树脂和二氨基二苯基砜总含量为15wt%,且将1张浸渍石墨烯纸放置于热压机中进行热压成型;所得平面三维石墨烯复合层压材料记为ligp/ag80-c。
60.图3为激光诱导石墨烯纸与利用ag80环氧树脂制备的三维石墨烯复合层压材料的表征图,其中,a为ligp的sem图像,b为ligp/ag80-c的sem图像,c为pi纸、ag80环氧树脂、ligp和ligp/ag80-c的拉曼光谱比较图,d为ligp和ligp/ag80-c的xps测试总谱图,e为c1s xps光谱图,f为o1s xps光谱图,g为n1s xps光谱图。从扫描电镜图来看,ligp/ag80-c表面仍然是多孔结构,尽管ligp上原来较细的骨架受到了部分破坏,与具有无特征拉曼位移的pi纸和ag80环氧树脂形成鲜明对比的是,ligp和ligp/ag80-c显示了三个类似的表征石墨烯本质特征的特征峰:在1350cm-1
处d峰与空位和弯曲的sp2键的存在有关;1580cm-1
处的g峰来自一级非弹性散射过程,2700cm-1
处的2d峰来自二级区边界声子;结果表明,激光诱导石墨烯在ag80环氧树脂中浸渍后未发生键断裂,而是与ag80环氧树脂发生了物理交联。根据xps谱图可知,与ligp相比,ligp/ag80-c的c/o比下降更为明显;在ligps集成到ligp/ag80-c的过程中,碳含量从93.08%明显降低到74.9%,氧含量从4.59%明显提高到24.7%,而氮含量保持相近,约为3%。这一结果进一步证实了热压成型后所得ligp/ag80-c中存在环氧树脂。
61.(2)按照(1)的方法制备平面三维石墨烯复合层压材料,不同之处仅在于将ag80环氧树脂替换为环氧值为0.23~0.38的双酚a环氧树脂(in2环氧树脂),固化剂为at30固化剂,in2环氧树脂与at30固化剂的质量比为1:0.3,树脂料液中in2环氧树脂与at30固化剂的总含量为15wt%;所得平面三维石墨烯复合层压材料记为ligp/in2-c;
62.按照(1)的方法制备平面三维石墨烯复合层压材料,不同之处仅在于将ag80环氧树脂替换为环氧值为0.48~0.54的双酚a环氧树脂(e51环氧树脂),固化剂为bc126固化剂,e51环氧树脂与bc126固化剂的质量比为1:0.84,树脂料液中e51环氧树脂与bc126固化剂的总含量为15wt%;所得平面三维石墨烯复合层压材料记为ligp/e51-c。
63.图4为激光诱导石墨烯纸与利用ag80环氧树脂、in2环氧树脂以及e51环氧树脂制备的三维石墨烯复合层压材料的性能测试图,其中,a为ligp与单层ligp/in2-c、ligp/e51-c、ligp/ag80-c层板电导率和灵敏性(gf因子)对比图,b为ligp与单层ligp/in2-c、ligp/e51-c、ligp/ag80-c层板的应力应变曲线。对比ligp与单层ligp/in2-c、ligp/e51-c、ligp/ag80-c的性能可见,虽然固化后的层合板在石墨烯和环氧颗粒之间具有优异的连接作用,但仍然存在普遍的电导率降低现象。具体的,三种层压复合材料具有相似的电导率(约为70s/m)和gf因子(约为1.6),均低于原始ligp的电导率(122s/m)和gf因子(4.15)。这是由于热压成型后激光诱导石墨烯的传导网络受到轻微破坏所致。随着树脂在石墨烯网络中填充和浸渍,部分不稳定的石墨烯结构从ligp上脱落。值得注意的是,与拉伸强度仅为4.2mpa的ligp相比,ligp/in2-c的拉伸强度约为7.3mpa,ligp/e51-c的拉伸强度约为10.1mpa,ligp/ag80-c的拉伸强度最高,达到12.2mpa。这是由于ag80环氧树脂的交联密度高,使ligp/ag80-c具有较高的拉伸强度,赋予其最优异的力学性能。此外,ag80环氧树脂的粘度较低(约为3.2
×
103mpa
·
s),对石墨烯的润湿性较好,因此将ag80环氧树脂用于后续三维石墨烯复合层压材料性能调控的研究。
64.实施例3:单层三维石墨烯复合层压材料的性能调控
65.(1)按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液中ag80环氧树脂和二氨基二苯基砜总含量为15wt%,且将1张浸渍石墨烯纸放置于热压机中进行热压成型;其中,制备激光诱导石墨烯纸时激光功率分别为1w、1.05w、1.1w、1.15w,得到不同激光功率诱导的平面三维石墨烯复合层压材料;
66.(2)按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:将1张浸渍石墨烯纸放置于热压机中进行热压成型,且制备激光诱导石墨烯纸时激光功率为1.15w;其中,树脂料液中ag80环氧树脂和二氨基二苯基砜总含量分别为5wt%、15wt%、25wt%、35wt%,得到不同树脂含量浸渍的平面三维石墨烯复合层压材料。
67.图5为激光功率和树脂含量对单层三维石墨烯复合层压材料形貌和性能的影响图,包括不同激光功率照射下单层平面三维石墨烯复合层压材料的sem图像(a)、孔隙率(b)、电导率和灵敏性(gf因子)(c)、拉伸强度和厚度(d)以及不同树脂含量浸渍的单层平面三维石墨烯复合层压材料的sem图像(e)、孔隙率(f)、拉伸强度和厚度(g)、电导率和灵敏性(gf因子)(h)。下面结合图5对两种影响因素分别进行详细说明。
68.随着激光功率从1w提高到1.15w,三维石墨烯复合层压材料的孔隙率逐渐增加,这与原始ligp的情况类似。由于在更高的激光功率条件下形成了更高质量的石墨烯,三维石墨烯复合层压材料的电导率从69s/m大幅增加到123s/m,gf因子从1.59增加到3.35。这可以解释为随着能量输入的增加,pi脱气产生的孔洞越来越多,在低激光功率下从最初的片状纳米结构生成高度纤维状激光诱导石墨烯结构;在相同的应变载荷下,具有更多纤维性特征的三维石墨烯复合层压材料会导致导电石墨烯颗粒之间更多的滑移,从而导致更大的灵敏度,反映为更高的gf因子。随着激光功率从1w提高到1.15w,三维石墨烯复合层压材料的厚度相似,约为135μm,且拉伸强度相似,约为10.6mpa,这表明激光功率不是影响三维石墨烯复合层压材料力学性能的关键因素。因此,在厚度和力学性能相似的情况下,为了获得电学性能和压电灵敏度最佳的三维石墨烯复合层压材料,选择在激光功率为1.15w条件下进行后续三维石墨烯复合层压材料性能调控的研究。
69.在保持相同的激光功率(1.15w)和热压成型压强(1mpa)条件下,当树脂料液的浓度为5wt%时,保持原始孔隙率,随着树脂料液浓度增加到35wt%时,微孔隙结构减少,孔隙率显著衰减。同时,随着环氧树脂的大量渗透,三维石墨烯复合层压材料的gf因子明显降低。这可以解释为,增加的树脂具有更高的强度,导致石墨烯颗粒之间的滑移减少,从而导致在相同的应变载荷下,电阻变化明显减小。然而,随着环氧树脂含量的增加,三维石墨烯复合层压材料的拉伸强度从8.1mpa明显提高到23.7mpa,表明经环氧树脂浸渍是提高三维石墨烯复合层压材料力学性能的关键,且浓度最高(35wt%)时具有最高的力学性能(23.7mpa)。
70.实施例4:基于树脂料液浓度为35wt%时所得多层三维石墨烯复合层压材料的性能调控
71.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:制备激光诱导石墨烯纸时激光功率为1.15w;其中,分别将1张、2张、4张、6张、8张和10张浸渍石墨烯纸放置于热压机中进行热压成型,得到不同层数的平面三维石墨烯复合层压材料(树脂料液浓度为35wt%)。
72.图6为堆叠层数对三维石墨烯复合层压材料(树脂料液浓度为35wt%)形貌和性能
的影响图,其中,a为不同层数三维石墨烯复合层压材料的构造图,b为不同层数三维石墨烯复合层压材料的拉伸强度和厚度比较图,c为不同层数三维石墨烯复合层压材料的电导率和gf因子比较图,d为10层三维石墨烯复合层压材料横截面的sem图像,e为ligp、单层以及10层三维石墨烯复合层压材料的拉伸强度、电导率以及gf因子比较图。下面结合图6进行具体说明。
73.由图6中的a和b可知,由于热压过程中多层浸渍石墨烯纸堆叠在一起时,纤维状石墨烯结构很容易交叉嵌入,因此与单层三维石墨烯复合层压材料相比,2层三维石墨烯复合层压材料中存在交错区域,且多层三维石墨烯复合层压材料的厚度与层数之间存在明显的线性相关关系,其回归方程可以拟合为y=20 115x(y为厚度,x为层数),线性相关r=0.999,这意味着当两层三维石墨烯复合层压材料交叉嵌入时,交叉区域的厚度约为20μm。因此,多层三维石墨烯复合层压材料的热压成型过程伴随着层与层之间交叉区域的产生,越多层浸渍石墨烯纸的堆叠必然会使三维石墨烯复合层压材料产生更多的交叉区域。得益于三维石墨烯复合层压材料的交叉嵌入过程,交叉区域有更高密度的石墨烯,这可以通过产生致密的层间导电路径影响三维石墨烯复合层压材料的电性能。此外,力学试验结果显示,不同层数三维石墨烯复合层压材料的拉伸强度均约为23mpa,表明层数的增加不会影响力学性能。
74.由图6中的c可知,随着浸渍石墨烯纸层数的增加,由于层间导电路径数量的增加,可以观察到维石墨烯复合层压材料的电导率更高。相邻层交叉区域的高密度纤维状石墨烯在承受应变载荷时,也倾向于在石墨烯颗粒之间产生更多的相对滑移,确保三维石墨烯复合层压材料具有更高的gf因子,这反映在更大的阻力变化和更快的反应。值得注意的是,当拉伸应变仅为0.5%时,多层三维石墨烯复合层压材料的gf因子随浸渍石墨烯纸层数的变化从0.4显著提高到15.7,这表明超灵敏的三维石墨烯复合层压材料有望实现。
75.由图6中的d可知,环氧树脂完全融合,确保ligp层间没有明显的差距。
76.由图6中的e可知,ligp具有较高的电导率(129s/m)和gf因子(8.1),但拉伸强度(4.6mpa)较差。尽管单层三维石墨烯复合层压材料具有良好的拉伸强度(23.7mpa),但同时也伴随着gf因子的降低(0.39)。值得注意的是,10层三维石墨烯复合层压材料具有较高的拉伸强度(24.7mpa)、电导率(143s/m)和gf因子(15.7),在传感和检测领域具有很大的应用潜力。
77.实施例5:不同热压成型压强下三维石墨烯复合层压材料的性能调控
78.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:制备激光诱导石墨烯纸时激光功率为1.1w,且树脂料液浓度为15wt%,并将1张浸渍石墨烯纸放置于热压机中进行热压成型;其中,热压成型时压强分别为1mpa、2mpa、3mpa、4mpa、5mpa和6mpa,得到不同热压成型压强条件下制备的三维石墨烯复合层压材料。
79.图7为不同热压成型压强条件下制备的三维石墨烯复合层压材料的表征图以及性能测试结果图,其中,a为1mpa条件下制备的三维石墨烯复合层压材料的sem图像,b为3mpa条件下制备的三维石墨烯复合层压材料的sem图像,c为5mpa条件下制备的三维石墨烯复合层压材料的sem图像,d为不同热压成型压强条件下制备的三维石墨烯复合层压材料的电导率以及gf因子变化图,e为不同热压成型压强条件下制备的三维石墨烯复合层压材料的拉伸强度以及厚度变化图。结果显示,在激光功率(1.1w)和树脂料液浓度(15wt%)相同的条
件下,不同热压成型压强(1~6mpa)条件下制备的三维石墨烯复合层压材料具有类似的厚度(约为135μm)、拉伸强度(约为10.3mpa)、导电率(约为130s/m)和传感灵敏系数(gf因子约为3.2),表明热压成型压强不是可用于调节三维石墨烯复合层压材料机械性能、电学性能和压阻特性的关键因素。
80.实施例6:基于树脂料液浓度为15wt%时所得多层三维石墨烯复合层压材料的性能调控
81.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:制备激光诱导石墨烯纸时激光功率为1.15w,且树脂料液浓度为15wt%;其中,分别将1张、2张、4张、6张、8张和10张浸渍石墨烯纸放置于热压机中进行热压成型,得到不同层数的平面三维石墨烯复合层压材料。
82.图8为堆叠层数对三维石墨烯复合层压材料(树脂料液浓度为15wt%)性能的影响图,其中,a为不同层数三维石墨烯复合层压材料的电导率和gf因子比较图,b为不同层数三维石墨烯复合层压材料的拉伸强度和厚度比较图。结果显示,当树脂料液浓度为15wt%时,多层三维石墨烯复合层压材料的厚度与层数之间存在明显的线性相关关系,回归方程为y=28 114x(y为厚度,单位为μm;x为层数),线性相关r=0.996,进一步表明交叉区域的平均厚度约28μm;力学试验结果显示,不同层数三维石墨烯复合层压材料的拉伸强度均约为10.6mpa,表明层数的增加不会影响力学性能。而且当树脂料液浓度为15wt%时,随着层数的增加,层与层之间形成的石墨烯交叉嵌入结构增多,使三维石墨烯复合层压材料的电导率和gf因子也有增加趋势,从单层到10层,电导率从124s/m提高至157s/m,gf因子从3.3提高至18.5。
83.实施例7:三维石墨烯复合层压材料的耐久性测试
84.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液浓度为15wt%,且将1张浸渍石墨烯纸放置于热压机中进行热压成型。
85.将本实施例中激光诱导石墨烯纸以及平面三维石墨烯复合层压材料分别剪裁成1
×
1cm2的尺寸,然后分别进行如下处理:置于水中进行5h超声处理;800次手指摩擦;丙酮浸泡12h,浓度为1mol/l的氢氧化钠水溶液浸泡12h,浓度为3mol/l的硫酸浸泡12h;用四探针法对处理前后样品的电阻进行测试。
86.图9为三维石墨烯复合层压材料的耐久性测试结果图,其中,超声处理测试后,激光诱导石墨烯纸以及平面三维石墨烯复合层压材料的实物图以及方阻变化分别如图9中的a和b所示,手指摩擦测试以及化学试剂浸泡实验后,激光诱导石墨烯纸以及平面三维石墨烯复合层压材料的方阻变化分别如图9中的b和c所示。下面结合图9进行详细说明。
87.如图9中的a所示,在不同时间的超声波作用下,激光诱导石墨烯纸(ligp)的水分散液由无色逐渐变浑浊变暗,相应的ligp的颜色由黑色变浅。这是因为在超声过程中石墨烯会逐渐从ligp脱落到水分散液中,这意味着石墨烯与ligp之间的连接较弱。因此,随着石墨烯的脱落,超声波处理后ligp的方阻逐渐增大,如图9中的b所示。当超声处理240min时,没有可以检测到的ligp电信号。然而,三维石墨烯复合层压材料在水中进行相同的超声处理测试后几乎没有颜色变化,即使在超声处理300min后,三维石墨烯复合层压材料的方阻几乎没有变化(变化率小于3%)。这是因为通过ag80环氧树脂的浸渍,增强了石墨烯和ag80环氧树脂颗粒之间的连接作用,从而确保了三维石墨烯复合层压材料在超声环境下使用时
的优异耐久性。
88.如图9中的c所示,无论擦拭时间如何,三维石墨烯复合层压材料几乎不会刮掉任何颗粒转移到白色手套上。因此,即使经过800次擦拭,方阻仍能够保持其原有水平(约为137ωcm-2
)。相比之下,石墨烯很容易从整洁的三维石墨烯复合层压材料中转移出来,随着擦拭时间的增加,方阻增大明显,从103ωcm-2
增大到143ωcm-2
。这一结果证明了石墨烯与ag80环氧树脂颗粒之间的强连接使得三维石墨烯复合层压材料具有优异的耐久性,可以承受手指摩擦。
89.如图9中的d所示,不同化学试剂的浸泡对三维石墨烯复合层压材料的方阻影响不大,但对激光诱导石墨烯纸的影响更为明显。特别是在naoh水溶液中浸泡后,激光诱导石墨烯纸的电阻增加了500倍。这可能是因为石墨烯表面的环氧涂层使其能够抵抗酸、碱、有机环境,从而保持稳定的电阻信号。
90.以上试验充分证明了三维石墨烯复合层压材料在超声波环境、摩擦环境和化学试剂浸泡环境下具有优异的耐久性,表明其在恶劣环境下仍有良好的应用前景。
91.实施例8:三维石墨烯复合层压材料应用于检测纤维增强复合材料的应变分布
92.三维石墨烯复合层压材料具有优异的机械、电气、超敏感性能和耐久性,可剪缩形状,可作为传感器阵列用于绘制纤维增强聚合物(frp)基板的应变分布,具体实验步骤如下:
93.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:将1张浸渍石墨烯纸放置于热压机中进行热压成型,同时将制备得到的平面三维石墨烯复合层压材料经激光切割得到25个对称螺旋形传感器元件,按5
×
5矩阵形式将其固定在200
×
200
×
2mm3纤维增强聚合物衬底(具体为玻璃纤维增强环氧板,frp板)上,得到传感器阵列系统,然后将frp衬底的底部放置支架,研究frp衬底在中心线和对角线两个方向上的应变分布情况。
94.图10为三维石墨烯复合层压材料应用于检测纤维增强复合材料应变分布的情况图,其中,传感器阵列系统的示意图如a所示,实物照片如b所示,中心线受力示意图如c所示,对角线受力示意图如d所示;当纤维增强复合材料沿着中心线(e,f,g)和对角线(h,i,j)依次经受不同的力呈现出最大弯曲程度时(ω=20mm,ω=40mm,ω=60mm),用有限元分析(左)拟合出来的材料受力分布,用三维石墨烯复合层压材料的传感器阵列系统进行实时的电阻检测。下面结合图10进行具体说明。
95.如图10中e的插页所示,当玻璃钢通过固定中心线并向下压缩,左右边缘承受最大弯矩(ω=20mm)的弯曲力时,会产生显著的变形。通过有限元分析,揭示了结构顶面应变分布规律。如图10中e的左侧所示,机械应变呈对称分布,随与中心线距离的增加而逐渐减小。采用开关控制系统对传感器阵列进行监测,当主机结构按照有限元法设定的相同条件进行变形时,可以快速地逐个获得各传感器单元的电阻变化情况。如图10中e的右侧所示,δr/r0分布呈现抛物线特征,沿中心位置的传感器元件δr/r0水平最高(高达1.7%),而远离中心位置的传感器元件δr/r0水平逐渐降低(下降到0.39%)。
96.当弯矩依次增大到40mm和60mm时,图10中的f和g分别显示了类似的应变和δr/r0的抛物线分布。令人惊讶的是,随着弯矩的增加,中心位置的δr/r0的最高水平持续增加,达到142.3%。当将受力加载方式改为沿对角线弯曲时,由有限元分析(fea)确定的顶面应
变分布与δr/r0分布也有较高的相似度。具体的如图10中的h所示,当弯矩为20mm时,最大应变和δr/r0(约为0.63%)发生在对角线区域或接近对角线区域,随着位置对称的向左下角和右上角偏离对角线区域,应变和δr/r0的值逐渐降低,直到应变最小时,δr/r0约为0.11%。当弯矩依次增大到40mm和60mm时,如图10中的i和g所示,中心位置的最大δr/r0分别增大到18.37%和45.61%。因此,三维石墨烯复合层压材料可以有效监测复合材料在不同方向(中心线和对角方向)或不同弯矩(ω=20mm、ω=40mm、ω=60mm)下的应变分布;三维石墨烯复合层压材料能够绘制局部区域,具有可扩展尺寸的特点,在未来智能传感器件、结构健康监测和现代复合材料汽车安全控制等领域展现出可观的应用前景。
97.实施例9:三维石墨烯复合层压材料应用于检测不同重量
98.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液浓度为15wt%,且将10张浸渍石墨烯纸放置于热压机中进行热压成型,同时将制备得到的平面三维石墨烯复合层压材料经激光切割成6
×
1cm2的尺寸,置于两个架子上,构造成桥梁结构检测不同砝码重量。
99.图11为三维石墨烯复合层压材料应用于检测不同重量的情况图,结果显示,三维石墨烯复合层压材料可以用来模拟桥梁结构,将5~30g砝码引起的应变转化为实时的电学信号,因此可以灵敏的应用于检测不同重量的物体,并具有良好的循环稳定性。
100.实施例10:三维石墨烯复合层压材料应用于检测不同体积液体传感
101.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液浓度为15wt%,且将1张浸渍石墨烯纸放置于热压机中进行热压成型,同时将制备得到的平面三维石墨烯复合层压材料经激光切割成1
×
2cm2的尺寸,两端连接电极,保持中间测试面积为1
×
1cm2,检测不同体积的丙酮。
102.图12为三维石墨烯复合层压材料应用于检测不同体积液体传感的情况图,结果显示,基于三维石墨烯复合层压材料表面具有一定的孔隙结构,当将5μl的丙酮滴于三维石墨烯复合层压材料表面时,电阻快速增大,随着丙酮的挥发电阻减小到初始状态,且具有良好的循环稳定性;当改变丙酮体积从5μl到100μl时,发现随着丙酮体积的增大,电阻信号最大值增大,主要是由于液体含量的增多在三维石墨烯复合层压材料表面扩散的面积增大,从而引起电阻信号增大的更多,证实三维石墨烯复合层压材料在传感检测液体体积方面展现出良好的应用前景。
103.实施例11:三维石墨烯复合层压材料应用于热界面材料传热
104.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液浓度为15wt%,且将10张浸渍石墨烯纸放置于热压机中进行热压成型,同时将制备得到的平面三维石墨烯复合层压材料经激光切割成2
×
2cm2的尺寸,然后置于热台上,用红外热成像仪实时检测温度变化,并与ag80环氧树脂进行对比。
105.图13为三维石墨烯复合层压材料应用于热界面材料传热的情况图,其中,a为利用热台加热三维石墨烯复合层压材料以及ag80环氧树脂的示意图,b为热台设定温度100℃时,三维石墨烯复合层压材料以及ag80环氧树脂的升温速率图,c为红外热成像仪实时检测升温情况图。结果显示,将ag80和三维石墨烯复合层压材料同时置于100℃热台上进行加热,三维石墨烯复合层压材料具有更快的升温速率,升温到相同温度,三维石墨烯复合层压材料用时更短。
106.此外,通过激光闪射法测试所述三维石墨烯复合层压材料以及ag80环氧树脂的热扩散系数,结果显示,三维石墨烯复合层压材料的热扩散系数为0.56mm2/s,是ag80环氧树脂(0.25mm2/s)的两倍多。
107.实施例12:三维石墨烯复合层压材料应用于电磁屏蔽领域屏蔽太赫兹波
108.按照实施例1的方法制备平面三维石墨烯复合层压材料,不同之处在于:树脂料液浓度为15wt%,且将1张浸渍石墨烯纸放置于热压机中进行热压成型,同时将制备得到的平面三维石墨烯复合层压材料经激光切割成3
×
2cm2的尺寸,置于太赫兹时域光谱仪,通过电脑控制旋转电机可以旋转样品的方位角和探测臂,初始旋转样品架角度为45
°
,可以得到在太赫兹波45
°
入射角下的透射信号,记录数据后,旋转样品探测收集臂到太赫兹波入射角与反射角相同的角度,可以得到在太赫兹波45
°
入射角下的反射信号,记录数据后,对反射信号和透射信号进行傅里叶变换,即可计算出样品对太赫兹波的吸收率;按照上述方法测试太赫兹波入射角为30
°
以及60
°
条件下的太赫兹反射信号和透射信号。
109.图14为三维石墨烯复合层压材料应用于屏蔽太赫兹波的情况图,包括三维石墨烯复合层压材料在30
°
、45
°
以及60
°
三种不同太赫兹波入射角下得到的太赫兹反射信号图(a)和透射信号图(b),结果显示,三维石墨烯复合层压材料对太赫兹波具有较好的吸收和反射效能,在电磁屏蔽领域显示出潜在的应用前景。
110.由以上实施例可知,本发明至少具有以下优势:
111.1、ligp-c制备方法层面
112.(1)本发明采用激光诱导-树脂渗透-热压工艺实现三维石墨烯复合层压材料(ligp-c)的制备,方法简单,低成本,效率高,不需要特殊气氛,制备环境温和,可实现大尺寸产品快速制备。
113.(2)本发明通过调节加工工艺参数,便于调控ligp-c的尺寸以及性状。具体的,通过开放式的激光打印平台,可以实现ligp-c面积维度的尺寸拓展;通过调节浸渍二维石墨烯材料的堆叠层数,可以实现ligp-c厚度维度的尺寸拓展;通过电脑软件自定义的形状设计,将平面ligp-c进行切割,可以使平面ligp-c具有不同形状;通过非平板式热压模具的设计,一步热压成型后可以使曲面ligp-c具有不同形状。
114.(3)本发明通过调节加工工艺参数,可实现ligp-c性能调控,得到多功能ligp-c。具体的,通过调节制备激光诱导二维石墨烯材料时的激光参数,实现ligp-c的导电性可调节;通过调节树脂料液的浓度,改变浸渍树脂含量,实现ligp-c的力学强度可调节,协同调控其导电性和传感性;通过调节浸渍二维石墨烯材料的堆叠层数,实现ligp-c的传感性可调节。
115.2、ligp-c产品层面
116.(1)ligp-c产品尺寸以及性状可根据实际需要调整。
117.(2)ligp-c产品性能满足多样化要求,且性能可控,兼具高力学性能、导电性能、传感性能、导热性能和电磁屏蔽性能。
118.(3)ligp-c产品耐多种恶劣环境干扰,经受长时间的超声处理、摩擦实验或化学试剂浸泡后,依然能够维持稳定的性能,具体见实施例7。
119.3、ligp-c应用层面
120.(1)ligp-c可构建成特色形状的独立器件,嵌入/贴附在其它材料中,可以检测其
冲击或损伤情况。具体的,ligp-c具有优异的应变传感灵敏性,作为一个传感器件可以通过将材料的受冲击或损伤引起的应变(应力)变化转化为电阻信号变化,从而实现快速检测该材料冲击和受损情况。如实施例8利用该原理,实现快速检测功能复合材料板使用过程中,承受不同应力下产生的应变分布情况。
121.(2)ligp-c作为具有一定力学强度的传感单元,可以用于检测不同重物的重量。具体的,ligp-c具有优异的应变传感灵敏性和力学强度,当自身承受不同重物时,可以根据不同重力引起的形变检测到对应电阻信号变化。如实施例9利用该原理,ligp-c承受不同重量砝码加载时,快速产生不同强度的电阻信号变化,实现不同砝码重量的检测。
122.(3)ligp-c可以应用于检测不同体积液体传感。具体的,ligp-c表面具有一定的孔隙结构和优异的导电性,可以通过将不同体积液体在其表面扩散和挥发过程转化为电阻升高后降低的动态变化,并通过电阻升高的最高值区别对应液体体积大小。如实施例10利用该原理,可以迅速的检测不同体积的丙酮在ligp-c表面的扩散和挥发过程。
123.(4)ligp-c可以应用于热界面材料传热。具体的,ligp-c具有优异的导热性,可以作为热界面材料,将热源快速的传递到空气介质中,实现快速散热。如实施例11利用该原理,与纯环氧树脂相比,ligp-c可以快速传递热台产生的热量,实现快速散热。
124.(5)ligp-c可以应用于不同波段(微波波段、太赫兹波段)的电磁屏蔽和吸收。具体的,ligp-c具有优异的导电性,对不同波段的电磁波可以产生很好的反射和吸收,从而实现对不同波段的屏蔽和隐身。如实施例12中证明ligp-c对太赫兹波的吸收和反射效能显著。
125.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
