1.本发明涉及法兰锻辗成型技术领域,尤其涉及一种风力发电塔筒法兰锻辗成形方法。
背景技术:
2.风电塔筒就是风力发电的塔杆,在风力发电机组中主要起支撑作用,同时吸收机组震动;法兰又叫法兰凸缘盘或突缘,法兰是轴与轴之间相互连接的零件,用于管端之间的连接;在风电塔中,法兰起到了至关重要的作用,为保证风电塔的正常运行,所以亟需一种风力发电塔筒法兰锻辗成形方法。
3.但是,现有的风力发电塔筒法兰锻辗成形方法,功能单一,工艺粗糙,加工过程尺寸保证不稳定,超差情况时有发生,质量状态不稳定,法兰返修率高,报废率高,使用效果差。
技术实现要素:
4.本发明的目的是为了解决现有的风力发电塔筒法兰锻辗成形方法,功能单一,工艺粗糙,加工过程尺寸保证不稳定,超差情况时有发生,质量状态不稳定,法兰返修率高,报废率高,使用效果差的缺点,而提出的一种风力发电塔筒法兰锻辗成形方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种风力发电塔筒法兰锻辗成形方法,包括以下步骤:
7.s1:选取板料作为法兰坯料,通过车床对法兰坯料进行第一次车工,车出法兰大致形状;
8.s2:通过加热炉对法兰坯料进行加热,待加热完成后取出坯料,并通过固定机构对法兰坯料进行定位;
9.s3:用碾环机对法兰坯料进行第一次扩径碾压,碾出法兰坯料孔径;
10.s4:通过液压机对法兰坯料进行冲压,若温度低于1000摄氏度则需要加热后再次冲压;
11.s5:冲压完成后用碾环机对法兰坯料进行第二次扩径碾压,扩径碾压完成后静置坯料,使坯料降温;
12.s6:对法兰坯料进行超声波检测;
13.s7:对通过车床对法兰坯料进行二次车工,主要对法兰坯料的端面与弧面进行加工,使法兰坯料的端面与弧面更加平整;
14.s8:通过铣床对法兰坯料进行铣削,主要削平法兰坯料的顶侧弧形边角;
15.s9:通过钳工对法兰坯料的毛刺进行清理,使法兰坯料的表面更加平整;
16.s10:通过车床的扩孔钻对法兰坯料表面进行开槽;
17.s11:对法兰坯料进行固定,并通过数控铣床对法兰坯料进行开孔;
18.s12:通过数控铣床对s11中开设有的孔进行精加工,使孔径达到所需规格;
19.s13:钳工对法兰坯料进行打磨,去除所有毛刺;
20.s14:成品检测入库。
21.优选的,所述s2中,加热炉的温度设置在1200-1250摄氏度,加热时间设置为120分钟。
22.优选的,所述s1中,板料为冲压件,且由wcb(碳钢)制成。
23.优选的,所述s10中,多个孔为等间距设置,且孔径为φ35mm。
24.优选的,所述法兰成品的直径为3380mm,孔径为φ3080mm。
25.优选的,所述s6中超声波检测,主要检测所述s5中法兰坯料是否有内部缺陷。
26.本发明中,所述的一种风力发电塔筒法兰锻辗成形方法,选用冲压件板料作为法兰坯料,在成型过程中对法兰坯料进行冲压,保证了成品质量;
27.本发明中,所述的一种风力发电塔筒法兰锻辗成形方法,成型过程中对法兰坯料进行质量检测,防止有缺陷的坯料进入下一步工艺,避免了质检入库时产品质量不合格的情况,造成额外的经济损失;
28.本发明设计合理,可以对法兰加工合格率高,可以保证产品质量,增加了使用寿命,用户满意度高,值得推广使用。
附图说明
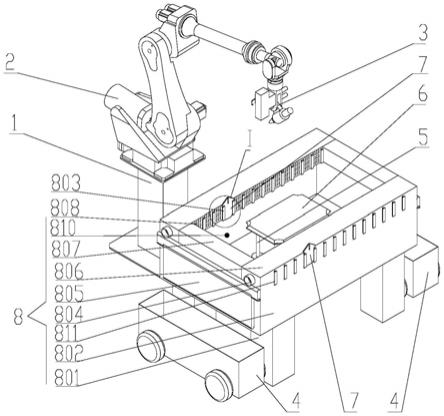
29.图1为本发明提出的一种风力发电塔筒法兰锻辗成形方法的立体结构示意图;
30.图2为本发明提出的一种风力发电塔筒法兰锻辗成形方法的主视图;
31.图3为本发明提出的一种风力发电塔筒法兰锻辗成形方法的俯视图;
32.图4为本发明提出的一种风力发电塔筒法兰锻辗成形方法的主视的剖视结构示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.参照图1-4,本方案提供的一种实施例:一种风力发电塔筒法兰锻辗成形方法,包括以下步骤:
35.s1:选取板料作为法兰坯料,通过车床对法兰坯料进行第一次车工,车出法兰大致形状;
36.s2:通过加热炉对法兰坯料进行加热,待加热完成后取出坯料,并通过固定机构对法兰坯料进行定位;
37.s3:用碾环机对法兰坯料进行第一次扩径碾压,碾出法兰坯料孔径;
38.s4:通过液压机对法兰坯料进行冲压,若温度低于1000摄氏度则需要加热后再次冲压;
39.s5:冲压完成后用碾环机对法兰坯料进行第二次扩径碾压,扩径碾压完成后静置坯料,使坯料降温;
40.s6:对法兰坯料进行超声波检测;
41.s7:对通过车床对法兰坯料进行二次车工,主要对法兰坯料的端面与弧面进行加
工,使法兰坯料的端面与弧面更加平整;
42.s8:通过铣床对法兰坯料进行铣削,主要削平法兰坯料的顶侧弧形边角;
43.s9:通过钳工对法兰坯料的毛刺进行清理,使法兰坯料的表面更加平整;
44.s10:通过车床的扩孔钻对法兰坯料表面进行开槽;
45.s11:对法兰坯料进行固定,并通过数控铣床对法兰坯料进行开孔;
46.s12:通过数控铣床对s11中开设有的孔进行精加工,使孔径达到所需规格;
47.s13:钳工对法兰坯料进行打磨,去除所有毛刺;
48.s14:成品检测入库。
49.本实施例中,s1中,板料为冲压件,且由wcb(碳钢)制成。
50.本实施例中,s2中,加热炉的温度设置在1200-1250摄氏度,加热时间设置为120分钟。
51.本实施例中,s10中,多个孔为等间距设置,且孔径为φ35mm。
52.本实施例中,法兰成品的直径为3380mm,孔径为φ3080mm。
53.本实施例中,s6中超声波检测,主要检测s5中法兰坯料是否有内部缺陷。
54.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种风力发电塔筒法兰锻辗成形方法,其特征在于:包括以下步骤:s1:选取板料作为法兰坯料,通过车床对法兰坯料进行第一次车工,车出法兰大致形状;s2:通过加热炉对法兰坯料进行加热,待加热完成后取出坯料,并通过固定机构对法兰坯料进行定位;s3:用碾环机对法兰坯料进行第一次扩径碾压,碾出法兰坯料孔径;s4:通过液压机对法兰坯料进行冲压,若温度低于1000摄氏度则需要加热后再次冲压;s5:冲压完成后用碾环机对法兰坯料进行第二次扩径碾压,扩径碾压完成后静置坯料,使坯料降温;s6:对法兰坯料进行超声波检测;s7:对通过车床对法兰坯料进行二次车工,主要对法兰坯料的端面与弧面进行加工,使法兰坯料的端面与弧面更加平整;s8:通过铣床对法兰坯料进行铣削,主要削平法兰坯料的顶侧弧形边角;s9:通过钳工对法兰坯料的毛刺进行清理,使法兰坯料的表面更加平整;s10:通过车床的扩孔钻对法兰坯料表面进行开槽;s11:对法兰坯料进行固定,并通过数控铣床对法兰坯料进行开孔;s12:通过数控铣床对s11中开设有的孔进行精加工,使孔径达到所需规格;s13:钳工对法兰坯料进行打磨,去除所有毛刺;s14:成品检测入库。2.根据权利要求1所述的一种风力发电塔筒法兰锻辗成形方法,其特征在于:所述s2中,加热炉的温度设置在1200-1250摄氏度,加热时间设置为120分钟。3.根据权利要求1所述的一种风力发电塔筒法兰锻辗成形方法,其特征在于:所述s1中,板料为冲压件,且由wcb(碳钢)制成。4.根据权利要求1所述的一种风力发电塔筒法兰锻辗成形方法,其特征在于:所述s10中,多个孔为等间距设置,且孔径为φ35mm。5.根据权利要求1所述的一种风力发电塔筒法兰锻辗成形方法,其特征在于:所述法兰成品的直径为3380mm,孔径为φ3080mm。6.根据权利要求1所述的一种风力发电塔筒法兰锻辗成形方法,其特征在于:所述s6中超声波检测,主要检测所述s5中法兰坯料是否有内部缺陷。
技术总结
本发明公开了一种风力发电塔筒法兰锻辗成形方法,涉及法兰锻辗成型技术领域,针对现有的风力发电塔筒法兰锻辗成形方法,功能单一,工艺粗糙,加工过程尺寸保证不稳定,超差情况时有发生,质量状态不稳定,法兰返修率高,报废率高,使用效果差的问题,现提出如下方案,包括以下步骤:S1:选取板料作为法兰坯料,通过车床对法兰坯料进行第一次车工,车出法兰大致形状;S2:通过加热炉对法兰坯料进行加热,待加热完成后取出坯料,并通过固定机构对法兰坯料进行定位;S3:用碾环机对法兰坯料进行第一次扩径碾压。本发明设计合理,可以对法兰加工合格率高,可以保证产品质量,增加了使用寿命,用户满意度高,值得推广使用。值得推广使用。值得推广使用。
技术研发人员:张露 姚明辉 余安新
受保护的技术使用者:江苏航宸重工科技有限公司
技术研发日:2022.03.07
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。