一种3d打印格栅增强水泥基复合材料及制备方法
技术领域
1.本发明属于3d打印格栅增强水泥基复合材料的工艺制备,具体为一种利用3d打印pa6格栅为增强材料的水泥基复合材料改性方法,属于复合材料科学技术领域。
背景技术:
2.混凝土是一种广泛使用的建筑材料,具有抗压强度高、刚性大的优势。但具有抗拉压强度远小于抗压强度,柔性小的劣势,且随着抗压强度的增大,混凝土将变脆。因而,温度应力、收缩和外力作用等因素都可能使混凝土内部应力超过极限抗拉强度而产生裂缝,裂缝的形成会对混凝土结构的耐久性产生巨大挑战。
3.水泥基复合材料在抗拉强度、抗弯强度、抗裂性、抗疲劳性、延性、抗冲击韧性等方面具有显著优势,目前在建筑结构工程中广泛应用。例如利用纤维增强水泥基复合材料,制造建筑用内、外墙板、天花板等构件。
4.改善混凝土的延性是近年来的水泥基复合材料的研究热点。在混凝土中掺入纤维制成纤维增强混凝土是改善混凝土的脆性,增强延性的主要方式。然而,纤维在浇筑混凝土时容易团聚,浆体难以充分包裹与充填致使其分布不易控制,导致裂缝的形成和发展难以控制,与预期的性能存在差异。
5.织物增强混凝土相对于一维短纤维形成的二维或三维乱向增强具有更高的增强效率。但其也仅在两个维度上进行了增强,往往会发生粘结破坏,整体性能不足,主要用于结构加固和轻质夹层板。
6.格栅增强混凝土能够进行三维空间定向,进一步提高了增强比,对于复合材料增强混凝土有革命性的推动作用。
技术实现要素:
7.针对上述所指出的现有的基站布设优化方法的缺陷,提出一种3d打印格栅增强水泥基复合材料及制备方法,该方法实施步骤简单,成本较低,可操作性高,可进行大规模的工业化推广;格栅的加入对混凝土主要力学性能指标——抗压强度的影响较小,在水泥基基复合材料改性、增加延性/韧性领域,具有广阔的应用前景。
8.本发明提供一种3d打印格栅增强水泥基复合材料,包括ro格栅结构和以标准砂、水、水泥拌制而成的水泥基材料,所述ro格栅结构以pa6为原材料,格栅以骨架或增强体的形式分布在水泥基材料中,所述ro格栅结构的单胞格栅由菱形八面体单元构建的,所述单胞格栅的中心线尺寸在x、y、 z方向上相等,并且在其中心点相交的三个垂直面周围呈几何对称。
9.作为本发明复合材料进一步改进,所述ro格栅结构由16
×3×
4个单胞格栅构成。
10.作为本发明复合材料进一步改进,所述单胞格栅的支柱截面为圆形横截面,所述圆形横截面的直径d为1.134mm,所述单胞格栅的多边形等边构件的长度l为4.14mm。
11.本发明提供3d打印格栅增强水泥基复合材料的制备方法,具体步骤如下:
12.步骤一:格栅单胞的设计;
13.单胞格栅由菱形八面体单元构建的,变形机制以拉伸为主,单胞的中心线尺寸在x、y、z方向上相等,并且在其中心点相交的三个垂直面周围呈几何对称,所述单胞格栅通过计算机辅助设计建立模型;
14.步骤二:格栅的设计;
15.格栅结构由若干个相同的单胞在x、y、z方向上复制而组成,将模型通过3d打印。
16.步骤三:格栅的制备;
17.格栅结构的制备采用3d打印技术制备;
18.步骤四:格栅增强水泥基材料结构制备
19.对利用3d打印技术制备得到的格栅结构浇筑水泥基材料,凝结硬化并养护一段时间后制得3d打印格栅增强水泥基复合材料。
20.作为本发明制备方法进一步改进,所述3d打印技术制备选用多射流熔融或熔融沉积制造或选择性激光熔融或选择性激光烧结打印。
21.作为本发明制备方法进一步改进,所述格栅的制备的原材料选用塑料或金属粉末。
22.与现有增强延性/韧性技术相比,本方法具有以下优点:
23.1)3d打印技术可以快速具有个性化制造的特点,打印速度快、可以打印复杂的结构形式,可成型结构复杂的格栅结构。
24.(打印技术能够精确控制增强体在混凝土中的分布和取向,从而精确控制裂缝)
25.2)本方法中的格栅的延性较好,格栅取代原有的部分混凝土,降低混凝土的刚度、增加柔度,从而有效提高混凝土的延性;此外采用ro格栅的变形机制以拉伸为主,协助混凝土承受弯曲荷载作用,故可有效增强混凝土在弯曲荷载作用下的承载力。
26.3)本方法中格栅的制备采用的pa6,其与水泥基材料的粘结性能较好; pa6原料廉价,制备工艺成熟,因此本增强延性/韧性技术实施步骤简单,可操作性高,可进行大规模的工业化推广。
27.4)本方法中采用的格栅结构作为增强韧性的材料,在混凝土中的体积分数为8%,将其置于混凝土中,对混凝土的主要力学性能——抗压强度的负面影响较小,相比于延性的增强效率可忽略。
附图说明
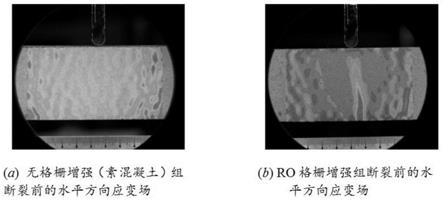
28.图1为3d打印(pa6)格栅增强水泥基材料的断裂前水平方向的应变场;
29.图2为本发明实施例中3d打印(pa6)格栅增强水泥基复合材料结构制备过程流程图;
30.图3为本发明实施例中以pa6为原材料、采用sls技术打印得到的ro格栅。
31.图4为本发明实施例格栅在水泥基材料中的位置示意图;
32.图5为本发明实施例中格栅增强试样尺寸说明图;
33.图6为本发明实施例中格栅增强试样加载说明图。
具体实施方式
34.以下将结合具体实例对本发明提供的技术方案进行详细说明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
35.本发明的目的是提供一种利用3d打印pa6格栅为增强材料的水泥基复合材料改性方法。该方法实施步骤简单,可操作性高,并具备良好的增强延性/韧性效果。
36.实施例:
37.本实施例的3d打印(pa6)格栅增强水泥基材料延性韧性的复合材料结构,主要包括sls工艺制备的ro格栅和以标准砂、水、水泥拌制而成的水泥基材料,所述格栅以pa6为原材料,格栅置于水泥基材料的内部。本实施例采用支柱为直径(“d”)为1.134mm的圆形横截面,多边形等边构件的长度(“l”)为4.14mm的单胞,组合由16
×3×
4个单胞构成的格栅结构,并在格栅上浇筑水泥基材料,最终形成的格栅增强的试样为 170mm
×
40mm
×
50mm的复合材料梁状结构。
38.图2为格栅在水泥基材料中的位置示意图。从图2可知,格栅以骨架(框架)/增强体的形式分布在水泥基材料中。增强后的水泥基复合材料试样中,格栅取代原有的部分混凝土,降低混凝土的刚度、增加柔度,从而有效提高混凝土的延性,起到了增韧的效果。
39.本实施例的具体步骤如下:
40.1)格栅单胞的设计;
41.ro单胞由菱形八面体(rhombicuboctahedron)单元构建的,其变形机制以拉伸为主。用于该实施例的单胞的中心线尺寸为10
×
10
×
10mm3,并且在其中心点相交的三个垂直面周围呈几何对称。单胞的相对密度为15%。下表显示了该单胞的计算机辅助设计(cad)模型、它们连接在一起的方式、由每个单元构造的三维格栅结构样品。
42.表1相对密度为15%的三维结构的ro单胞和整体样品设计
[0043][0044][0045]
[注]
单胞的支柱为直径为“d”的圆形横截面,“l”表示多边形等边构件的长度。
[0046]
2)格栅的设计
[0047]
格栅结构由若干个相同的单胞在x、y、z方向上复制而成,由 16
×3×
4个单胞组成。将由cad设计的格栅结构输出.stl文件,用于3d打印。
[0048]
3)格栅的制备
[0049]
选择性激光烧结(selective laser sintering,sls)技术是3d打印技术的一种,又称增材制造。格栅的制备采用sls技术制备,原材料选用pa6(尼龙6)。所有格栅试样均使
用同一台3d打印机、沿同一方向打印(构建方向与三点弯曲的加载方向一致),以减少不同打印机之间的差异和打印构建方向对格栅本身力学性能的差异。
[0050]
4)格栅增强混凝土结构制备
[0051]
参考按照《水泥胶砂强度检验方法(iso法)》,格栅增强混凝土的配合比为:水泥450g,标准砂1350g,水225g。
[0052]
按照称量取样、投料拌合、灌浆浇筑、振捣密实、成型、养护等步骤进行。格栅增强混凝土的制备采用模具浇筑成型,24小时后进行脱模并放在标准养护箱中养护28天备用。
[0053]
5)根据astm-d5528标准对步骤4所述试样进行三点弯曲试验。
[0054]
表2:3d打印(pa6)格栅增强水泥基材料的抗弯性能
[0055]
增韧材料实施例f
max
(n)无(素混凝土组)2833.789ro格栅增强组3210.423
[0056] 表2数据说明:
[0057]
通过实施例3d打印(pa6)格栅增强水泥基材料较未增强延性的素混凝土试样的抗弯性能提高了13.29%。
[0058]
表3:3d打印(pa6)格栅增强水泥基材料的延性/韧性
[0059]
增韧材料实施例ε无(素混凝土组)0.002ro格栅增强组0.017
[0060]
表3和图1数据说明:
[0061]
通过实施例3d打印(pa6)格栅增强水泥基材料较未增强延性的素混凝土试样的最大应变有明显的提高,提高了13.29%。
[0062]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。