1.本发明涉及表面涂装领域,特别一种长尾票夹表面涂装工艺。
背景技术:
2.目前,随着经济不断发展和环保要求的日趋严格,各行各业都面临着升级转型、生态环保、人工成本升高等各种问题和挑战。在细分领域——长尾票夹 (文具夹)表面涂装领域也面临上述问题,一方面要将传统油性涂料转型为低 voc水性环保涂料,二方面传统长尾票夹的表面涂装工艺存在涂装工艺复杂能耗高、占地面积大、人工成本高昂、涂料损耗大、施工环境安全性差等弊端,迫切地需要通过表面涂装工艺的改进来推进整个产业进行升级转型;目前用于长尾票夹表面涂装的低voc水性环保涂料已经在市场上初步形成,整逐步替代传统溶剂型涂料;但长尾票夹表面涂装工艺依然采用较为传统的静电喷涂和少量的电泳涂装方式,人工成本高,设备投资高,占地面积广,涂料损耗高,维护保养困难等等,导致行业成本过高,严重挤压利润,严重阻碍了行业进行产业结构升级和高质量发展。
3.滚喷涂装工艺以往主要用于特别小的五金部件,如螺丝钉、回形针,纽扣等不规则且难以挂件进行喷涂涂布的,长尾票夹经过人工穿夹挂件,可以满足流水线静电喷涂和电泳涂装工艺,虽采用人工较多,但由于以往人工成本占比不高,流水线静电喷涂和电泳涂装工艺成本还可以被企业接受,特别是流水线静电喷涂在票夹涂装行业占比很高,且一直采用溶剂型涂料,溶剂型涂料用于滚喷涂装还是存在较大的安全隐患,所以票夹涂装行业内并未出现其他涂装方式来替代,特别是滚喷涂装。
4.亟需一种能够实现长尾票夹涂装线人工成本降低、涂装工艺简单、占地面积小、设备投资低、油漆损耗少、施工环境安全等综合成本最优,涂装的长尾票夹既能够满足相关行业使用要求,亦能达到企业大幅降低成本的要求的长尾票夹表面涂装工艺来解决上述技术问题。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种长尾票夹表面涂装工艺,本发明的长尾票夹表面涂装工艺能够实现长尾票夹涂装线人工成本降低、涂装工艺简单、占地面积小、设备投资低、油漆损耗少、施工环境安全等综合成本最优,涂装的长尾票夹既能够满足相关行业使用要求,亦能达到企业大幅降低成本的要求。
6.本发明是通过如下技术方案解决上述技术问题的:
7.本发明提供了一种长尾票夹表面涂装工艺,采用自动滚喷机进行,包括如下步骤:
8.s1、长尾票夹的表面预处理:
9.先对长尾票夹进行热处理:采用流水线网带运输,主炉淬火温度700~ 900℃,时间20分钟,同时进行甲醇燃烧,使长尾票夹进行氧化脱碳,盐炉回火温度300~500℃,等温10分钟,清水池冷却,下料进入s2;
10.s2、装料阶段:
11.根据长尾票夹的具体型号大小以及自动滚喷机的滚筒体积,确定合适的装料重量或数量,打开旋转滚筒盖子,确认旋转滚筒内部干净清洁,将具体型号及数量的长尾票夹装入旋转滚筒内,关闭旋转滚筒盖子;
12.s3、预热阶段:
13.开启自动滚喷机总电源,调整参数设置,筒体转速在3~30r/min,旋转次数在1~10次,旋转时间在1~10秒,旋转间隔时间在1~5秒,旋转持续1~10秒,开启吸雾风机,设定滚喷温度50℃~120℃,压差范围1~20pa,用红外温度检测仪确认产品表面温度达到设定温度
±
5℃;
14.s4、喷涂阶段:
15.喷涂参数设置:喷涂次数在100~800次,每次喷涂时间为2~10秒,每次喷涂间隔时间为2~10秒,压差范围为1~20pa;根据长尾票夹的具体大小规格和涂装效果适当调整,调整喷枪流量在5~100ml/min,喷涂时间在20~100分钟;
16.s5、冷却阶段:
17.喷涂阶段完成后,关闭加热指示,继续对产品进行空气降温冷却,直至产品红外检测温度至40℃以下即可;
18.s6、卸料阶段:
19.滚喷涂装好的长尾票夹通过自动滚喷机的出料口直接包装并转移。
20.本发明中,长尾票夹的表面预处理阶段是对需要进行喷涂的待处理产品进行表面处理的过程,以便其满足喷涂的要求,并达到喷涂后所需要的品质要求;
21.较佳地,s1中,长尾票夹的表面预处理还包括如下步骤:将经过清水池冷却后的长尾票夹进行酸洗,酸洗槽盐酸浓度为40~75%,酸洗时间根据不同规格型号的长尾票夹确定,酸洗后经清水逆流冲洗四次后下料,进行电镀处理后,下料进入s2;经过酸洗和电镀处理的长尾票夹基材表面效果更具光泽,特别适用于高光泽透明长尾票夹产品;
22.较佳地,s1中,长尾票夹的表面预处理还包括如下步骤:将经过清水池冷却后的长尾票夹进行底漆浸涂,干燥后进入s2;经过底漆浸涂处理的长尾票夹,因基材表面得以被底漆全方位浸涂,其防腐蚀性能显著得以提高;
23.较佳地,s1中,长尾票夹的表面预处理还包括如下步骤:将经过清水池冷却后的长尾票夹进行高温发黑:先水洗去除杂质,再进入酸洗槽,盐酸浓度为 40~75%,酸洗时间根据不同规格型号的长尾票夹确定;再进入中和槽,氢氧化钠浓度为15~20%,中和10~20秒;再进入碱水滚打90分钟;再进入发黑回收槽,槽液介质由不同比例的氢氧化钠、亚硝酸钠、硝酸钠及水组成,具体组成根据不同型号的长尾票夹确定,发黑时间为9~12分钟,温度为140
±
5℃;再进入清水池进行常温逆流冲洗4次,下料进入s2;经过发黑工序处理的长尾票夹,基材的防腐蚀性能相比热处理工序进一步提升;
24.更佳地,上述进行高温发黑的长尾票夹的处理方式还包括如下步骤:将经过高温发黑的长尾票夹再进行底漆浸涂,干燥后进入s2;经过高温发黑和底漆浸涂的长尾票夹,其防腐蚀性能效果最佳。
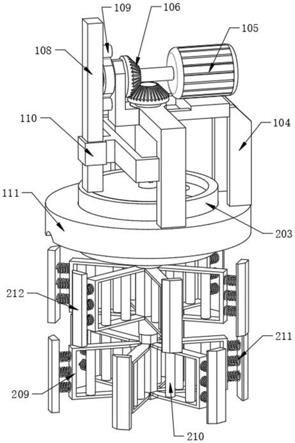
25.本发明中,自动滚喷机主要由可移动式机架、旋转滚筒驱动动力装置、排污过滤系统、干燥烘干系统、喷涂系统、电气控制系统等组成。待喷涂的长尾票夹在一个椭圆形状的滚筒里,通过设置滚筒旋转参数和喷枪喷涂参数,使得长尾票夹能够均匀的被喷涂。
26.市售的自动滚喷机设备的基本构成包括可移动式机架、操作面板、旋转滚筒、升降机构、过滤机构、模温机、供油系统、加热器、滚筒盖和喷枪,滚喷涂装过程中各部件运作简述如下:
27.装料:打开旋转滚筒盖子,确认旋转滚筒内部清洁干净后,将已经表面预处理过的待涂装基材(骨架)装入旋转滚筒内胆中,关闭旋转滚筒盖子;
28.旋转:开启自动滚喷机电源,进入旋转加热阶段,通过操作面板,先设置旋转参数:设筒体转速、旋转次数、旋转时间、旋转间隔时间、旋转持续时间,滚筒内胆旋转时,会在驱动系统的驱动下旋转,同时带动工件,实现工件的全方位翻滚;滚筒工作时,轴心与地面成25~40度左右的夹角,滚桶外罩不旋转,对内罩起保护作用。
29.升温预热基材:设置加热温度,由两种加热方式同时进行,一种是热风输送,由新型高效能电加热交换器提供热源,然后由送风防爆风机,通过风道将加热后的热风对工件进行加热干燥。二种是在滚筒内胆的外圆增加油温控制,油温加热采用膜温机,以提高产品加热效率及稳定性。滚筒内部设置有温度检测传感器用于监控滚筒内部温度,达到设定温度后,系统自动控制加热功率,控制温度在设定值的
±
5℃以内。可用红外温度检测仪确认产品表面温度达到设定温度
±
5℃;加热开启的同时,也要开启吸雾风机进行抽风,将进入滚筒的热风及时输送排出,保持滚筒稳定的压差,加热室内设置有空气加热阻力检测传感器,在抽风过滤系统堵塞或者过滤效果不好时,会增大加热风的阻力,当超过设定值时,系统会报警。同时滚筒内部设置有风压传感器,用于检测滚筒内部的进风及出风的比例,当风压超出设定值存在安全隐患设备将自动停止。
30.喷涂:喷涂系统采用压缩空气作为气源,空气压力为0.6mpa左右,喷枪配置在滚桶的盖子上,喷枪可以跟随盖子升降,喷涂的角度自由调整。滚筒盖子设置有安全保护装置,打开滚筒盖子时,喷枪/内胆将停止工作。喷涂产品时需要通过红外线检测产品实际温度,为常温~120℃之间,如果出现设置值低于实际检查值 10℃,喷枪将停止喷涂并报警提示。
31.冷却降温:喷涂完成后,关闭加热(模温机和空气加热),通过继续输送新鲜空气对滚筒内产品进行降温,冷却至40℃以下即可。
32.卸料收集包装:通过卸料口,将产品直接倒入下方收集口转移包装。
33.本发明的优点和有益效果在于:本发明的长尾票夹表面涂装工艺能够实现长尾票夹涂装线人工成本降低、涂装工艺简单、占地面积小、设备投资低、油漆损耗少、施工环境安全等综合成本最优,涂装的长尾票夹既能够满足相关行业使用要求,亦能达到企业大幅降低成本的要求。
具体实施方式
34.下面结合实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
35.实施例1
36.本实施例提供了一种长尾票夹的表面涂装工艺,采用自动滚喷机进行,包括以下步骤:
37.s1、长尾票夹表面预处理:
38.先对3#长尾票夹进行热处理(流水线网带运输):主炉淬火温度700~900℃,时间
20分钟改善票夹硬度,同时进行甲醇燃烧,使长尾票夹进行氧化脱碳,盐炉回火温度300~500℃,等温10分钟改善长尾票夹韧性,进入清水池冷却;再进行底漆浸涂,干燥后进入s2;
39.s2、装料阶段:
40.打开旋转滚筒盖子,确认旋转滚筒内部干净清洁后,将25kg 3#长尾票夹装入自动滚喷机滚筒中,关闭旋转滚筒盖子;
41.s3、预热阶段:
42.开启自动滚喷机总电源,调整参数设置:先开启吸雾风机,筒体转速15r/min,旋转次数在5次,旋转时间在5秒,旋转间隔时间在2秒,旋转持续5秒,设定滚喷温度100℃,用红外温度检测仪确认产品表面温度达到设定温度
±
5℃;
43.s4、喷涂阶段:
44.设置喷涂各项参数:设置喷涂次数在400次,每次喷涂时间为5秒,每次喷涂间隔时间为2秒,上述参数调整好之后,开始对3#长尾票夹进行滚喷涂装,喷枪流量在15ml/min,喷涂时间在50分钟;
45.s5、冷却阶段:
46.喷涂阶段完成后,停止加热和喷涂,继续对产品进行空气降温冷却,直至产品红外检测温度至40℃以下即可;
47.s6、卸料阶段:
48.滚喷涂装好的长尾票夹通过自动滚喷机出料口直接包装并转移。
49.对比例1
50.本对比例提供了一种长尾票夹的表面涂装工艺,采用自动滚喷机进行,包括以下步骤:
51.s1、长尾票夹表面预处理:
52.先对长尾票夹进行热处理(流水线网带运输):主炉淬火温度700~900℃,时间20分钟改善票夹硬度,同时进行甲醇燃烧,使长尾票夹进行氧化脱碳,盐炉回火温度300~500℃,等温10分钟改善长尾票夹韧性,进入清水池冷却;再进行底漆浸涂,干燥后进入s2;
53.s2、装料阶段:
54.打开旋转滚筒盖子,确认旋转滚筒内部干净清洁后,将25kg 3#长尾票夹装入自动滚喷机滚筒中,关闭旋转滚筒盖子;
55.s3、预热阶段:
56.开启自动滚喷机总电源,调整参数设置:先开启吸雾风机,筒体转速在 7r/min,旋转次数在5次,旋转时间在5秒,旋转间隔时间在2秒,旋转持续5 秒,设定滚喷温度100℃,用红外温度检测仪确认产品表面温度达到设定温度
±ꢀ
5℃;
57.s4、喷涂阶段:
58.设置喷涂各项参数:设置喷涂次数在400次,每次喷涂时间为5秒,每次喷涂间隔时间为2秒,上述参数调整好之后,开始对3#长尾票夹进行滚喷涂装,喷枪流量在15ml/min,喷涂时间在50分钟;
59.s5、冷却阶段:
60.喷涂阶段完成后,停止加热和喷涂,继续对产品进行空气降温冷却,直至产品红外检测温度至40℃以下即可;
61.s6、卸料阶段:
62.滚喷涂装好的长尾票夹通过自动滚喷机出料口直接包装并转移。
63.对比例2
64.本对比例提供了一种长尾票夹流水线静电喷涂涂装工艺,整个流水线轨道上包含:流水线轨道、挂件、压缩空气、旋杯静电喷涂设备、烘道、卸票夹设备。
65.具体涂装工艺包括以下步骤:
66.s1、长尾票夹表面预处理:用酸性液体去除表面的锈体,抛光去除氧化膜;
67.s2、上挂:把处理好的长尾票夹通过人工整整齐齐的穿在挂件上,再把挂满票夹的挂件挂在生产流水线上,使得票夹是处于张开的状态,以便喷涂上漆;
68.s3、压缩空气吹扫流水线挂件上的票夹,对票夹表面进行除尘,便于喷漆;
69.s4、旋杯静电喷涂,对流水线上的挂件票夹进行涂装上漆;
70.s5、预烘:进入低温烘干通道5分钟,温度为120度;
71.s6、烘干:放入高温烘干通道15分钟,温度为160度;
72.s7、收集:烘干后的票夹进入人工收集处,经过人工和卸票夹设备,再将挂件上的票夹卸下来,转移包装。
73.对比例3
74.本对比例提供了一种长尾票夹电泳漆涂装工艺,采用专利cn111826702b 的方法,工艺设备包括:依次经过有两道水喷淋管道、一级纯水喷淋管道、电泳槽、uf水喷淋管道、二级纯水喷淋管道、烘干箱,轨道上设置有放置票夹的收集装置,烘干箱内设置有低温烘干通道和高温烘干通道。
75.具体涂装工艺包括以下步骤:
76.s1、票夹表面处理:用酸性液体去除表面的锈体,抛光去除氧化膜;
77.s2、上挂:把处理好的票夹放在收集装置上,通过人工挂在生产流水线上,使得票夹是处于张开的状态,以便上漆;
78.s3、两道水喷淋:用水泵管道分道对产品进行循环水冲洗;
79.s4、纯水喷淋:使用离子水通过水泵管道分道对产品进行循环水冲洗;
80.s5、电泳:将票夹放入电泳槽内,在电泳槽内不断循环,经过整流器直流电的作用,漆液吸收到票夹的表面;电泳的电泳时间为70s~120s,电泳槽的槽温为30
±
1度,ph值为5.08
±
0.3。
81.s6、uf水喷淋:对票夹进行四道uf水喷淋;
82.s7、纯水喷淋:用离子水对票夹进行清洗;
83.s8、预烘:放入低温烘干通道5分钟,温度为120度;
84.s9、烘干:放入高温烘干通道15分钟,温度为160度;
85.s10、收集:烘干后的票夹通过人工收集,转移包装。
86.以工作日(12小时)产出3000kg长尾票夹(3#,透明金黄色)的喷涂要求为标准,分别采用实施例1、对比例1~3的方法进行喷涂处理,对比各个方法的产品效果以及其他参数指标,具体数据如下表1所示:
87.表1实施例1、对比例1~3的工艺同等工作量下的各项相关数据
[0088][0089][0090]
由上述实施例以及对比例的工艺以及各自的效果可以看出:
[0091]
本发明的长尾票夹的喷涂工艺在工艺步骤上相比于传统的工艺步骤有极大的简化,节省降低了人工成本,提高了施工安全性;同时,从处理后的产品效果上可以看出,本技术的工艺提高了涂装效率以及产品合格率;当采用非本发明参数范围内的工艺进行处理时,产品的处理成本会相应地增高,产品的合格率会有一定的下降。
[0092]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。