1.本发明涉及陶瓷复合材料铸造技术领域,特别涉及空心单晶叶片顶盖孔铸造成型用复合陶瓷棒、制造方法及应用。
背景技术:
2.航空发动机作为世界上结构最复杂,工作条件最恶劣和安全性要求最高的机械,其制造技术被誉为皇冠上的明珠,而作为第四代、第五代航空发动机核心部件的单晶涡轮工作叶片的制造技术则被誉为皇冠上最亮的明珠。随着对航空发动机性能要求的提升,其单晶涡轮工作叶片所使用材料的承温能力越来越高,相应的,叶片铸造成型温度越来越高,内腔结构也越来越复杂,目前采用第二代单晶合金铸造成型的叶片铸造温度已达1500℃以上,部分单晶叶片的顶盖孔直径已小至1mm以下,这对顶盖孔铸造成型材料的耐高温性能要求极高,传统涡轮叶片顶盖孔铸造成型材料采用石英棒,已不能满足需求。传统的铸造成型方法是在陶瓷型芯中预埋石英玻璃棒,但在1500℃以上的高温和小至1mm直径的结构下,石英玻璃棒强度不足,容易断裂和变形,如使用高温强度更高的al2o3或zr2o3,则存在后期脱除困难的问题。
3.因此,为克服上述技术的不足而设计制造出一种基于现有陶瓷型芯制造设备和材料体系,易于制作,且兼具良好的高温强度和可脱除性的单晶叶片顶盖孔铸造成型用棒材及其制造方法。
技术实现要素:
4.本发明的主要目的在于提供空心单晶叶片顶盖孔铸造成型用复合陶瓷棒、制造方法及应用,基于现有的单晶叶片铸造用陶瓷型芯制造设备、制造工艺和材料体系,不需要额外的设备,不需开发额外的烧结工艺和材料体系,制造出来的成品与传统石英棒相比,既具有优良的高温强度,又具有同样的可脱除性,可以有效解决背景技术中的问题。
5.为实现上述目的,本发明采取的技术方案为:空心单晶叶片顶盖孔铸造成型用复合陶瓷棒,包括芯部、过渡层和外层,所述芯部为陶瓷棒,所述过渡层为包裹在芯部外侧的陶瓷型芯基体材料,所述外层为包裹在过渡层外侧的sio2材料。
6.所述陶瓷棒为高纯al2o3或zr2o3陶瓷棒。
7.所述陶瓷型芯基体材料与空心单晶叶片铸造成型用材料一致。
8.所述陶瓷型芯基体材料为sio
2-al2o3混合陶瓷浆料或sio
2-zr2o3混合陶瓷浆料。
9.还提供了空心单晶叶片顶盖孔铸造成型用复合陶瓷棒的制造方法,包括如下步骤:
10.(1)将陶瓷棒放入尺寸匹配的石英玻璃管中;
11.(2)将步骤(1)中得到的插有陶瓷棒的石英玻璃管放入预先设计的模具中,并通过陶瓷浆料注射机将陶瓷型芯基体浆料注射到陶瓷棒和石英玻璃管的间隙中,制成一个外层
为石英玻璃管、夹层为陶瓷型芯基体浆料、芯部为陶瓷棒的复合材料胚体;
12.(3)将步骤(2)中得到的复合材料胚体放入陶瓷型芯烧结炉中,按照注射入的陶瓷型芯基体材料的烧结工艺进行烧结成型;
13.(4)将烧结后的陶瓷棒裁切成需要的长度,得到复合材料陶瓷棒。
14.所述步骤(1)中陶瓷棒与石英玻璃管内壁之间留有空隙。
15.所述步骤(3)中烧结炉的烧结温度为1100-1200℃。
16.根据复合陶瓷棒的制造方法还提供了一种空心单晶叶片顶盖孔铸造成型用复合陶瓷棒制造方法的应用,包括如下步骤:
17.将步骤(2)中的模具与陶瓷型芯湿坯模具一体设计,在压制陶瓷型芯湿胚时,将石英玻璃管、陶瓷型芯基体浆料和高纯陶瓷棒压制在陶瓷型芯湿胚中,得到复合陶瓷型芯湿坯,放入到高温烧结炉中进行烧结成型,制成一个一体化带有复合陶瓷棒的铸造用陶瓷型芯。
18.与传统技术相比,本发明产生的有益效果是:本发明通过外层石英玻璃管、芯部陶瓷棒和过渡层陶瓷型芯基体经模具注射和高温烧结后形成复合陶瓷棒,具有优良的高温强度,具有优良的可脱除性;且基于现有的陶瓷型芯生产设备和材料体系,可通过模具设计改良直接将复合陶瓷棒与传统陶瓷型芯一体化生产,与现有的陶瓷型芯制造工艺和铸造工艺适配性好,后期脱除也不需要添置额外的设备。
附图说明
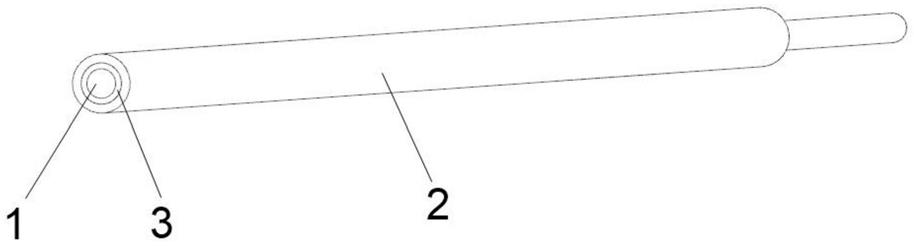
19.图1为本发明的复合陶瓷棒结构示意图;
20.图2为本发明制造方法步骤(2)放置石英玻璃管的一种模具示意图;
21.图3为本发明制造方法步骤(2)放置石英玻璃管的一种模具内部示意图;
22.图4为本发明制造方法步骤(2)在陶瓷型芯基体浆料注射前示意图;
23.图5为本发明制造方法步骤(2)在陶瓷型芯基体浆料注射后示意图;
24.图6为本发明制造方法步骤(2)在陶瓷型芯基体浆料注射后形成的未烧结的复合材料胚体示意图。
25.图中:1、芯部陶瓷棒;2、外层石英玻璃管;3、过渡层陶瓷型芯基体材料;4、上模;5、下模;6、注射嘴;7、注射通道;8、过渡层陶瓷型芯基体浆料注射余头。
具体实施方式
26.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.实施例1
28.如图1所示,空心单晶叶片顶盖孔铸造成型用复合陶瓷棒,包括芯部、过渡层和外层,所述芯部为陶瓷棒,所述过渡层为包裹在芯部外侧的陶瓷型芯基体材料,所述外层为包裹在过渡层外侧的sio2材料,复合陶瓷棒芯部为内嵌的氧化铝棒或氧化锆棒,具有优良的高温强度,外层为石英玻璃管,具有优良的可脱除性。
29.所述陶瓷棒为高纯al2o3或zr2o3陶瓷棒。
30.所述陶瓷型芯基体材料与空心单晶叶片铸造成型用材料一致。
31.所述陶瓷型芯基体材料为sio2-al2o3混合陶瓷浆料或sio2-zr2o3混合陶瓷浆料。
32.实施例2
33.空心单晶叶片顶盖孔铸造成型用复合陶瓷棒的制造方法,包括如下步骤:
34.(1)将陶瓷棒放入尺寸匹配的石英玻璃管中;
35.(2)如图2-5所示,将步骤(1)中得到的插有陶瓷棒的石英玻璃管放入预先设计的模具中,并通过陶瓷浆料注射机将陶瓷型芯基体浆料注射到陶瓷棒和石英玻璃管的间隙中,制成一个外层为石英玻璃管、夹层为陶瓷型芯基体浆料、芯部为陶瓷棒的复合材料胚体,复合材料胚体上带有过渡层陶瓷型芯基体浆料注射余头,如图6所示;
36.(3)将步骤(2)中得到的复合材料胚体放入陶瓷型芯烧结炉中,按照注射入的陶瓷型芯基体材料的烧结工艺进行烧结成型;
37.(4)将烧结后的陶瓷棒裁切成需要的长度,得到复合材料陶瓷棒。
38.所述步骤(1)中陶瓷棒与石英玻璃管内壁之间留有空隙。
39.所述步骤(2)中模具包括上模和下模,插有陶瓷棒的石英玻璃管放入到模具内且在模具上设有注射通道,模具外侧设有与注射通道连通的注塑嘴。
40.所述步骤(3)中烧结炉的烧结温度为1100-1200℃。
41.实施例3
42.一种空心单晶叶片顶盖孔铸造成型用复合陶瓷棒制造方法的应用,包括如下步骤:
43.将步骤(2)中的模具与陶瓷型芯湿坯模具一体设计,在压制陶瓷型芯湿胚时,将石英玻璃管、陶瓷型芯基体浆料和高纯陶瓷棒压制在陶瓷型芯湿胚中,得到复合陶瓷型芯湿坯,放入到高温烧结炉中进行烧结成型,制成一个一体化带有复合陶瓷棒的铸造用陶瓷型芯。
44.本发明中复合结构通过模具成型为胚体,通过高温烧结为结构紧密的整体,同时兼有al2o3或zr2o3的高温强度和sio2的易脱除性,且因中间过渡层的存在,消除了外层sio2与芯部陶瓷棒在高温下因线膨胀系数不匹配带来的内应力断裂问题。
45.本发明通过外层石英玻璃管、芯部陶瓷棒和过渡层陶瓷型芯基体经模具注射和高温烧结后形成复合陶瓷棒,具有优良的高温强度,具有优良的可脱除性;且基于现有的陶瓷型芯生产设备和材料体系,可通过模具设计改良直接将复合陶瓷棒与传统陶瓷型芯一体化生产,与现有的陶瓷型芯制造工艺和铸造工艺适配性好,后期脱除也不需要添置额外的设备。
46.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。