1.本发明属于金属冶炼技术领域,具体涉及一种改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法。
背景技术:
2.马氏体不锈钢是指通过调整钢种碳、铬等成分含量和热处理工艺,对其性能进行调整的不锈钢。经退火处理后其主要组织为铁素体+碳化物;高温奥氏体化后空冷下来主要组织为马氏体。期间固溶于高温奥氏体相的碳主要以(fe,cr)碳化物的形式存在,碳含量越高,马氏体的硬度越高,碳化物尺寸越小,分布越弥散,固溶热处理过程中c更加容易扩散,钢的硬度越高,且后续加工性能越好,更加有利于提高材料锋利度和耐磨性。
3.尤其是本发明涉及到的超高碳马氏体不锈钢,主要用于高端手刮剃须刀刀片、医疗手术刀的制作等,经过热轧、冷轧多道轧制及热处理后,冲压、淬火-回火处理、刀刃加工(磨利口加工)、表面涂层(保护刀刃并降低皮肤与刀刃的摩擦力)等系列工序,制作成剃须刀片或手术刀。由于在使用过程中频繁接触水、血液等,除具备较高的硬度、耐磨度及锋利度以外,还需要具备较好的耐腐蚀性。
4.超高碳马氏体不锈钢含有较高的碳、铬等合金元素,凝固过程中易在枝晶之间发生偏析,析出10μm以上大尺寸一次碳化物,若加热过程中高温扩散溶化不好,在后续的轧制和热处理过程中都不易重溶,最终遗传至成品。一方面影响成品的锋利度、耐腐蚀性和淬火硬度,另一方面,后续材料加工变薄的过程中或使用过程中,还会出现脆断、崩刃乃至成品材料边缘脱落,严重的影响产品的寿命和体验舒适度,还可能造成皮肤损伤等人体伤害。
技术实现要素:
5.本发明提供了一种改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,目的在于解决上述技术问题。
6.为此,本发明采用如下技术方案:一种改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,所述加热方法按以下步骤进行:1)预加热段:将超高碳马氏体不锈钢连铸坯置入预加热炉中加热至650~700℃;预加热炉采用三段式加热:一加热段、二加热段和三加热段,总加热时间不小于200分钟;其中一加热段 二加热段加热时间不小于130min,连铸坯出二加热段温度≤500℃,加热速率≤4℃/min;三加热段加热时间不小于70分钟,加热速率≤3℃/min,连铸坯在三加热段加热结束后抽出预加热炉,预加热后连铸坯抽出温度650~700℃;超高碳马氏体连铸坯在冷却过程中,易因为铸坯内外温差较大,形成较大的残余组织应力,若在低温阶段升温速率过快,易造成铸坯内部裂纹甚至发生断裂,通过预加热炉内合理的加热速率控制,有效的避免了马氏体连铸坯内应力的均匀释放。
7.2)加热段:将预加热后的超高碳马氏体不锈钢连铸坯置入加热炉中加热至预定温
度;加热炉采用三段式加热:预热段、加热段和均热段;预热段炉膛温度1000~1200℃,加热时间不小于50min;加热段炉膛温度1250~1290℃,加热时间不小于70 min;均热段温度为1250~1280℃,加热时间不小于80 min。
8.通过预热段、加热段热负荷和加热时间的合理匹配,一方面使铸坯在出炉时头尾及芯表温差≤20℃,满足轧制要求的最小变形抗力;另一方面,通过缩短预热段加热时间、降低预热段炉膛温度,适当延长加热段即高温段加热时间、提高加热段炉膛温度,使铸坯获得最大的扩散驱动力,连铸过程中产生的一次碳化物及成分偏析通过高温扩散得到最大程度的均匀化和溶解。
9.进一步地,所述超高碳马氏体不锈钢的化学元素组成及质量百分比为:碳:0.60~0.70%、硅:≤1.0%、锰:≤1.0%、磷:≤0.040、硫:≤0.005%、铬:12.00~15.00%、钼:≤0.10%、镍:≤1.0%、钒:≤0.30%、氮:≤0.1%,其余为铁和残留元素。
10.进一步地,所述预加热炉、加热炉均为步进梁式板坯加热炉。
11.通过合理的加热工艺制度,使连铸坯在加热过程中,获得最大的高温扩散动能,出炉经粗轧及炉卷轧机轧制后,黑卷组织内无4μm以上未溶一次碳化物,碳化物细小且分布均匀、无链条状偏析带及隐裂纹等组织缺陷,具有硬度高、耐磨性好、耐腐蚀、成本低等优点,适用于制作高端手动剃须刀刀片,具有锋利度高、耐潮湿环境腐蚀、表面光洁、使用寿命长等优点。
12.本发明的有益效果在于:1.在没有连铸坯轻压下装置来消除组织应力、组织偏析的前提下,通过加热工艺制度优化,实现超高碳马氏体不锈钢连铸坯的热加工和质量控制;2.利用预加热炉的低温长时间加热优势,实现了超高碳马氏体不锈钢连铸坯在低温段的加热速率控制,避免了低温快速加热加剧连铸坯合金元素偏析;3.通过预加热炉内各温度段加热速率的合理控制及加热炉各段炉膛温度、加热时间的合理控制,成功改善了连铸坯内合金元素偏析程度;4.通过加热工艺的优化,实现了超高碳马氏体不锈钢连铸
→
加热
→
热轧轧制的连贯性,缩短了工艺流程,降低了生产成本;5.通过对连铸坯加热工艺优化,大大改善产品中一次碳化物的尺寸和均匀分布,解决了后续材料加工变薄的过程中容易出现脆断、崩刃乃至成品材料边缘脱落的问题,大幅提高产品质量。
附图说明
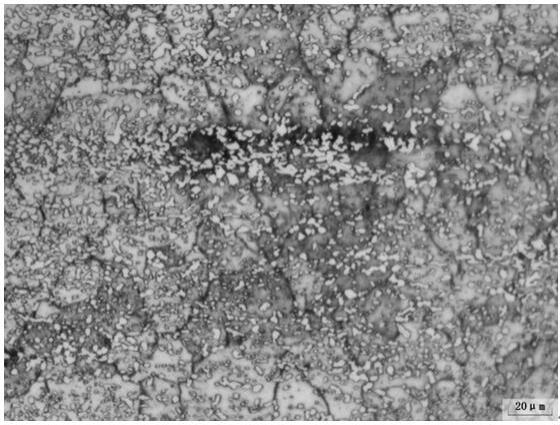
13.图1是原有工艺生产显微镜金相图;图2是本发明工艺生产显微镜金相图。
具体实施方式
14.下面结合具体实施例对本发明作进一步说明:本实施例中采用规格为220mm*1250mm*10100mm的超高碳马氏体不锈钢连铸坯,该钢种的化学元素组成及质量百分比为:碳:0.60~0.70%、硅:≤1.0%、锰:≤1.0%、磷:≤
0.040、硫:≤0.005%、铬:12.00~15.00%、钼:≤0.10%、镍:≤1.0%、钒:≤0.30%、氮:≤0.1%,其余为铁和残留元素。加热后经炉卷轧机轧制成4.5mm的热轧黑卷。
15.首先将规格为220mm*1250mm*10100mm的超高碳马氏体不锈钢连铸坯置入预加热炉中加热至680℃,后置入加热炉继续进行加热,预加热炉、加热炉均为常规步进梁式板坯加热炉。
16.1)预加热段:预加热炉的加热方式为:一加热段、二加热段、三加热段三段式加热,总加热时间215分钟;其中一加热段 二加热段加热时间142分钟,连铸坯出二加热段温度495℃,加热速率3.5℃/min;三加热段加热时间73分钟,加热速率2.53℃/min,连铸坯在三加热段加热结束后抽出预加热炉,抽出温度680℃。
17.2)加热段:加热炉的加热方式为:预热段、加热段、均热段三段式加热;预加热后连铸坯进入加热炉热回收段,热回收段长度10.7米,连铸坯进入预热段前,开启预热段8个烧嘴间拔阀,保证预热段加热温度可控,预热段炉膛温度1080~1160℃,加热时间56分钟;加热段温度为1250-1290℃,加热时间80分钟;均热段温度为1280℃,加热时间≥82分钟。
18.加热完成后即刻进入粗轧机及炉卷轧机轧制成4.5mm厚度黑卷,根据金相组织照片图,其碳化物平均尺寸1.7μm,无4.0μm以上大尺寸碳化物。
技术特征:
1.一种改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,其特征在于,所述加热方法按以下步骤进行:1)预加热段:将超高碳马氏体不锈钢连铸坯置入预加热炉中加热至650~700℃;预加热炉采用三段式加热:一加热段、二加热段和三加热段,总加热时间不小于200分钟;其中一加热段 二加热段加热时间不小于130min,连铸坯出二加热段温度≤500℃,加热速率≤4℃/min;三加热段加热时间不小于70分钟,加热速率≤3℃/min,连铸坯在三加热段加热结束后抽出预加热炉,预加热后连铸坯抽出温度650~700℃;2)加热段:将预加热后的超高碳马氏体不锈钢连铸坯置入加热炉中加热至预定温度;加热炉采用三段式加热:预热段、加热段和均热段;预热段炉膛温度1000~1200℃,加热时间不小于50min;加热段炉膛温度1250~1290℃,加热时间不小于70 min;均热段温度为1250~1280℃,加热时间不小于80 min。2.根据权利要求1所述的改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,其特征在于,所述超高碳马氏体不锈钢的化学元素组成及质量百分比为:碳:0.60~0.70%、硅:≤1.0%、锰:≤1.0%、磷:≤0.040、硫:≤0.005%、铬:12.00~15.00%、钼:≤0.10%、镍:≤1.0%、钒:≤0.30%、氮:≤0.1%,其余为铁和残留元素。3.根据权利要求1所述的改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,其特征在于,所述预加热炉、加热炉均为步进梁式板坯加热炉。
技术总结
本发明公开了一种改善超高碳马氏体不锈钢连铸坯一次碳化物的加热方法,所述加热方法按以下步骤进行:1)预加热段:将超高碳马氏体不锈钢连铸坯置入预加热炉中加热至650~700℃;2)加热段:将预加热后的超高碳马氏体不锈钢连铸坯置入加热炉中加热至预定温度;通过合理的加热工艺制度,使连铸坯在加热过程中,获得最大的高温扩散动能,出炉经粗轧及炉卷轧机轧制后,黑卷组织内无4μm以上未溶一次碳化物,碳化物细小且分布均匀、无链条状偏析带及隐裂纹等组织缺陷,具有硬度高、耐磨性好、耐腐蚀、成本低等优点,适用于制作高端手动剃须刀刀片,具有锋利度高、耐潮湿环境腐蚀、表面光洁、使用寿命长等优点。使用寿命长等优点。使用寿命长等优点。
技术研发人员:魏海霞 潘吉祥 徐斌 李照国 纪显彬
受保护的技术使用者:甘肃酒钢集团宏兴钢铁股份有限公司
技术研发日:2021.11.19
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。