1.本发明涉及磁性粗粉加工领域,特别是磁性粗粉加工系统及加工工艺。
背景技术:
2.永磁铁氧体的性能取决于两个方面,一是相成分,与配方,以及原材料的理化性能有很密切关系,对剩磁有重要影响。二是微结构,合成的工艺往往对产物微结构起决定作用,不同的合成方法,所生产的永磁铁氧体的微结构差异很大对矫顽力有重要影响。
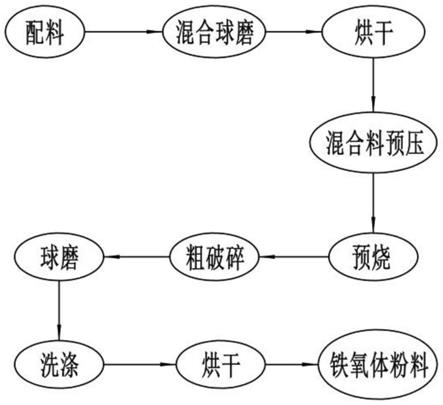
3.传统的固相合成方法一般为:配料
→
混合球磨
→
烘干
→
混合料预压
→
预烧
→
粗破碎
→
球磨
→
洗涤
→
烘干
→
铁氧体粉料,但是现有的加工制备在破碎时,破碎效率低。
技术实现要素:
4.本发明的目的是提供磁性粗粉加工系统及加工工艺,能够对原料进行高效率的破碎。
5.本发明的目的通过以下技术方案来实现:
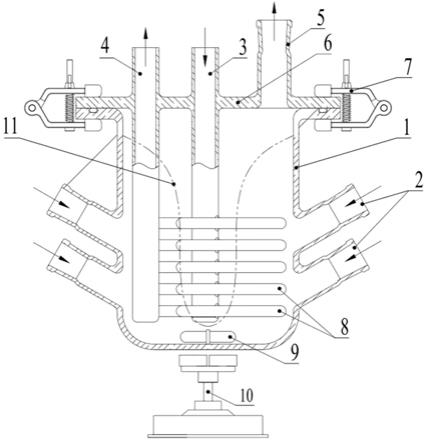
6.磁性粗粉加工系统,包括设置有半圆底板的破碎箱体,半圆底板上插入有多个隔棱板,多个隔棱板均固定在支撑箱上,多个隔棱板之间的半圆底板上设有筛孔,破碎箱体内转动有拨动机构。
7.所述支撑箱的后侧设有螺杆架,螺杆架上螺纹连接有调节螺母ⅰ,调节螺母ⅰ转动在破碎箱体上。
8.所述的磁性粗粉加工系统进行加工的工艺,该工艺包括以下步骤:
9.步骤一:将预烧后的原料加入破碎箱体内;
10.步骤二:通过拨动机构拨动原料在半圆底板上往复移动;
11.步骤三:往复移动的原料与多个隔棱板发生撞击,形成对原料的破碎,破碎至合适大小后穿过半圆底板进行收集;
12.步骤四:将收集起来的破碎的原料再进行球磨、洗涤、烘干得到磁性粗粉。
附图说明
13.图1是传统的固相合成方法的流程示意图;
14.图2是磁性粗粉加工系统的整体结构示意图
15.图3是拨动机构的结构的示意图;
16.图4是隔棱板的结构示意图;
17.图5是破碎箱体的结构示意图;
18.图6是连动横板的结构示意图;
19.图7是拨动侧板的结构示意图;
20.图8是凸棱板的结构示意图;
21.图9是支撑箱的结构示意图一;
22.图10是支撑箱的结构示意图二;
23.图11是盛装抽屉的结构示意图;
24.图12是锁定机构的结构示意图。
25.图中:
26.破碎箱体101;半圆底板102;半圆棱板103;连动横板201;添加管202;固定螺杆203;滑道204;侧板轴301;拨动侧板302;辅助侧板303;螺纹套304;调节螺杆305;升降架401;调节螺母ⅱ402;连动杆403;滑座501;凸棱板502;凸棱座503;混合弹簧504;隔棱板601;支撑箱602;螺杆架603;调节螺母ⅰ604;限位框605;盛装抽屉606;盖板607;控制板701;三角块702;锁定弹簧703。
具体实施方式
27.如图2-12所示:
28.磁性粗粉加工系统,包括破碎箱体101、半圆底板102、隔棱板601和支撑箱602,破碎箱体101的下端设置有半圆底板102,支撑箱602上固定有多个隔棱板601,多个隔棱板601插入半圆底板102,多个隔棱板601之间的半圆底板102上设有筛孔,用于拨动原料的拨动机构转动在破碎箱体101内。
29.在使用时,将预烧后的原料加入破碎箱体101内,使原料掉落在多个隔棱板601的上端,传动拨动机构在破碎箱体101上往复移动,继而通过拨动机构拨动原料在半圆底板102上往复移动,使往复移动的原料与多个隔棱板601发生撞击,形成对原料的破碎,破碎至合适大小后,原料穿过半圆底板102上的筛孔,通过支撑箱602对破碎后的原料进行收集;再将收集起来的破碎的原料转移至球磨处进行球磨,再进行洗涤、烘干得到磁性粗粉。
30.如图2-12所示:
31.螺杆架603设置在所述支撑箱602的后侧,调节螺母ⅰ604螺纹连接在螺杆架603上,调节螺母ⅰ604与破碎箱体101转动连接。
32.通过转动调节螺母ⅰ604与螺杆架603螺纹传动,从而使支撑箱602与破碎箱体101之间的间距发生改变,继而改变隔棱板601插入半圆底板102内的长度,隔棱板601插入半圆底板102内的长度越长,破碎力度越大,碎粒体积越大,隔棱板601插入半圆底板102内的长度越小,破碎力度越小,碎粒体积越小;
33.因此,在破碎时,先使隔棱板601插入半圆底板102内长度最大,对原料进行最大力度的破碎,使原料被破碎成小块;然后再逐渐减小隔棱板601插入半圆底板102内长度,使原料逐渐被破碎至小块,直至破碎至合适大小,由半圆底板102上的筛孔漏出,进行收集;形成对原料由大到小的逐渐破碎,提高破碎效率和破碎效果。
34.如图2-12所示:
35.多个隔棱板601的上端均设为半圆形,且多个隔棱板601的上端组成与半圆底板102相匹配的半圆弧。
36.通过隔棱板601上端的半圆形设置,便于拨动机构在拨动原料往复移动时,对往复移动的原料进行破碎,且能够有效的延长隔棱板601的使用寿命;
37.通过多个隔棱板601的上端组成与半圆底板102相匹配的半圆弧,使多个隔棱板601插入半圆底板102内的长度保持相同,继而便于通过调节螺母ⅰ604对多个隔棱板601插
入半圆底板102内的长度统一调节。
38.如图2-12所示:
39.多个隔棱板601之间的述支撑箱602上设有连通孔,盛装抽屉606滑动在支撑箱602内。
40.通过将筛孔设置在多个隔棱板601之间的半圆底板102,使合适大小的原料在穿过半圆底板102时,均位于多个隔棱板601之间,通过将连通孔在多个隔棱板601之间,使穿过半圆底板102的原料直接落至连通孔内,继而掉入盛装抽屉606内,从而通过盛装抽屉606对合适大小的原料进行收集。
41.如图2-12所示:
42.盖板607固定在所述盛装抽屉606的前端,用于锁定盖板607的锁定机构设置在支撑箱602的上端。
43.通过盖板607的设置,形成对盛装抽屉606的限位,控制盛装抽屉606滑入支撑箱602内的程度,并通过锁定机构对盖板607进行锁定,形成对盛装抽屉606滑入支撑箱602内后进行锁定,避免盛装抽屉606自动由支撑箱602内滑出,影响对原料的收集。
44.如图2-12所示:
45.所述盖板607上设有拉手。
46.通过拉手的设置,便于对盛装抽屉606安装和拆卸的控制,继而便于对收集的原料的转移。
47.如图2-12所示:
48.所述锁定机构包括限位框605、控制板701、三角块702和锁定弹簧703,两个限位框605分别固定在支撑箱602两侧的,控制板701连接在两个限位框605内,两个三角块702分别固定在控制板701的两端,两个限位框605内均设有锁定弹簧703,两个锁定弹簧703均顶紧控制板701。
49.在安装盛装抽屉606时,通过拉手向支撑箱602内推动盖板607,当盖板607与三角块702接触时,通过三角块702的斜面形成对三角块702的挤压,使三角块702带动控制板701向上移动,继而挤压锁定弹簧703,直至盖板607滑过三角块702,锁定弹簧703的弹力将推动三角块702快速向下滑动,形成对盖板607的限位锁定,此时盖板607的后端面与支撑箱602接触,形成盛装抽屉606对原料的收集;
50.在拆卸盛装抽屉606时,向上拉动控制板701,使三角块702向上移动至与盖板607脱离,从而通过拉手拉动盖板607,使盛装抽屉606向前滑动,从而完成对盛装抽屉606的拆卸。
51.如图2-12所示:
52.所述拨动机构包括连动横板201、侧板轴301和拨动侧板302;连动横板201转动在破碎箱体101之间,两个侧板轴301分别转动在连动横板201的左右两侧,两个拨动侧板302分别固定在两个侧板轴301上,用于控制拨动侧板302转动的控制机构与两个拨动侧板302连接。
53.在破碎箱体101上安装往复驱动电机对连动横板201进行传动,使连动横板201在破碎箱体101内往复转动,继而通过控制机构带动两个拨动侧板302同步进行往复移动;从而形成对原料的拨动,使原料在破碎箱体101内往复移动。
54.如图2-12所示:
55.所述连动横板201上连接有添加管202。
56.通过添加管202在连动横板201上的设置,在添加原料时,使原料经添加管202落至破碎箱体101内,且位于两个拨动侧板302之间,在连动横板201带动两个拨动侧板302往复转动时,能够有效的对两个拨动侧板302之间的原料进行往复拨动,提高拨动机构拨动原料往复移动的效率。
57.如图2-12所示:
58.所述控制机构包括固定螺杆203、升降架401、调节螺母ⅱ402和连动杆403,固定螺杆203固定在连动横板201上,升降架401滑动在添加管202上,升降架401上转动有调节螺母ⅱ402,调节螺母ⅱ402与固定螺杆203螺纹连接,升降架401上转动有两个连动杆403,两个连动杆403分别与两个拨动侧板302转动连接。
59.通过转动调节螺母ⅱ402,使调节螺母ⅱ402在固定螺杆203上周向移动,继而带动升降架401在添加管202上升降移动,继而通过两个连动杆403带动两个拨动侧板302分别以两个侧板轴301为轴进行转动,从而改变两个拨动侧板302之间的夹角,继而改变两个拨动侧板302和半圆底板102围成的破碎空间,从而使装置可以适应不同数量的原料的破碎,在破碎空间与原料数量相匹配时,能够提高拨动机构拨动原料往复移动的效率,继而提高破碎效率。
60.如图2-12所示:
61.还包括辅助侧板303、螺纹套304和调节螺杆305,辅助侧板303滑动在拨动侧板302内,辅助侧板303上固定有螺纹套304,螺纹套304内螺纹连接有调节螺杆305,调节螺杆305与拨动侧板302转动连接。
62.为了使装置能够适应隔棱板601插入半圆底板102内的不同长度,通过转动调节螺杆305对螺纹套304进行螺纹传动,从而带动辅助侧板303在拨动侧板302内滑动,从而改变辅助侧板303与半圆底板102的间距,从而使辅助侧板303与隔棱板601相适应,避免辅助侧板303与隔棱板601发生干涉,造成装置损坏,或辅助侧板303与隔棱板601之间间距过大,使原料由辅助侧板303与隔棱板601之间滑出,继而影响辅助侧板303对原料的拨动,影响破碎效率。
63.如图2-12所示:
64.还包括半圆棱板103、滑道204、滑座501、凸棱板502、凸棱座503和混合弹簧504,破碎箱体101的前后两侧板上均设有多个半圆棱板103,连动横板201上设有两个滑道204,两个滑道204内均滑动有滑座501,两个滑座501的下端均固定有凸棱板502,两个凸棱板502对称设置,两个滑座501的上端均设有凸棱座503,两个滑道204内均设有顶紧滑座501的混合弹簧504。
65.在连动横板201往复转动时,连动横板201通过滑道204带动滑座501往复转动,继而带动凸棱板502往复转动,通过凸棱板502中间凸的形状设置,在凸棱板502在往复转动时,凸棱板502与原料接触时,凸棱板502中间凸的形状形成对原料的导向,使与凸棱板502接触的原料向中间推动;
66.通过半圆棱板103、凸棱座503和混合弹簧504的设置,在连动横板201带动滑座501往复转动时,使凸棱座503与对应侧的半圆棱板103接触,通过混合弹簧504的配合,使凸棱
板502随着滑座501在滑道204内往复移动,进一步形成凸棱板502对原料的向中部集中,继而提高破碎效率。
67.如图2-12所示:
68.所述的磁性粗粉加工系统进行加工的工艺,该工艺包括以下步骤:
69.步骤一:将预烧后的原料加入破碎箱体101内;
70.步骤二:通过拨动机构拨动原料在半圆底板102上往复移动;
71.步骤三:往复移动的原料与多个隔棱板601发生撞击,形成对原料的破碎,破碎至合适大小后穿过半圆底板102进行收集;
72.步骤四:将收集起来的破碎的原料再进行球磨、洗涤、烘干得到磁性粗粉。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。