内润滑剂组合物和应用
1.本发明涉及一种内润滑剂组合物。所述内润滑剂组合物可适当地加到聚酯聚合物基料中。本发明还提供在聚酯聚合物基料中使用内润滑剂组合物来改进使用聚酯聚合物基料制造最终产品的工艺。
2.聚酯聚合物基料通常由聚酯均聚物或共聚物形成,并且根据最终聚酯产品的预期用途包括其它聚合物添加剂。在聚酯产品制造过程中,热或热和压力通常用来使制备的聚酯聚合物基料拉伸或流动成最终产品形式或形状。可以将聚酯聚合物基料以固态提供给这种聚酯最终产品制造过程。或者,可制备聚酯聚合物基料,并在仍处于流体状态时进行后续最终产品制造步骤,以使聚合物基料呈现其最终使用的形式或形状。聚合物基料最常见的是已制造和固化好的,其形式适合运输到另外用以最终制成期望的最终产品的场地。将聚酯聚合物基料提供为固体颗粒、丸粒、切片、棒和片材的方法是本领域众所周知的。
3.聚对苯二甲酸乙二醇酯(pet)是一种重要的聚酯高分子材料,广泛用于薄膜、模压和双向拉伸聚酯制品的制造。pet均聚物和共聚物最常见的应用是制造瓶子,尽管还有许多其它用途。
4.pet瓶主要采用两段拉伸吹塑工艺生产。首先,通过注射模塑成型生产预制件,这是一个具有在这个过程中模塑成最终瓶颈特征的相对厚壁的部件。第二,预成型件在再热吹塑机中重新加热,该吹塑机通过拉伸杆拉伸预成型件,并通过向模具中吹入空气使其膨胀,以获得所需的瓶形。这提供了一个双轴取向的容器,它提供了改进的性能,例如最终瓶子的透明度和气体阻隔性能,以及机械性能的改进。
5.pet瓶也可以通过注射吹塑制造,这是一种在一台机器上进行的两阶段技术。预制件是注塑成型的,在仍然热的情况下,将其移动到吹塑站,在那里吹塑成所需的瓶形。这是需要特定颈部细节或饰面的小型容器的首选技术,并且生产的容器不太好双轴取向。
6.当pet用于制造其它(即非瓶)产品时,除上述方法外,还可使用其它制造方法,尤其包括热成型法,其中将聚合物基料片材在模具中或紧靠模具加热、成型并修整以提供所需的最终产品形状。薄膜和纤维的成型也可以通过分别在双轴或单轴方向拉伸聚合物基料来实现。特别是双轴取向聚对苯二甲酸乙二醇酯(bopet)因其高拉伸强度和产品稳定性而流行于制造薄膜。
7.petg(聚对苯二甲酸乙二醇-二醇共聚物)也是一种越来越流行的pet基材料,由pet和乙二醇共聚合而成。它被认为可以为最终产品提供理想的“水透明”饰面,具有良好的抗冲击性和耐化学性。它在食品接触产品、医疗和电子设备中具有实用价值。它的成型温度相对较低。
8.聚乳酸(pla)是一种聚酯,作为pet的替代品越来越受欢迎。基于pla的聚酯聚合物基料可在与基于pet材料相同的制造过程中进一步加工以提供最终所期望产品。
9.聚酯产品的外润滑剂是本领域已知的,通常称为爽滑剂。爽滑剂可以有利地迁移到聚酯产品表面,使最终产品比相对方替代产品表面具有降低的摩擦系数。然而,当处理聚酯聚合物基料以使其达到其最终理想的产品形式或形状时,需要利用足够的热量(温度t高于材料玻璃化转变温度tg)和/或压力或机械应力来克服构建聚合物基料的聚合物链之间
所经历的内耗,从而允许聚合物基料以有利于最终产品成型的受控方式形变。内摩擦和外摩擦不是等同现象,因此,外润滑剂(爽滑剂)和内润滑剂是不同的技术,本领域技术人员将理解这一点。特别是,内润滑剂将有利地不迁移到聚酯表面,因为本体聚合物基料的润滑对于实现良好的内部润滑性能至关重要。尤其是,内润滑剂与聚合物基料熔体中内耗的减少有关,并与最终产品制造过程中受到机械应力时聚合物基料中热量积聚的减少相关。
10.内润滑剂的一个重要需求是,它们不会在环境温度下对聚酯聚合物的物理性能产生不利影响;通常,能够改善聚酯聚合物基料内部润滑的材料会导致最终聚酯产品无法接受地变软。
11.此外,本领域技术人员将知道,分别的和不同类别的聚合物具有广泛不同的化学组成和不同的分子结构。因此,pet、petg和pla等聚酯聚合物无法与聚氯乙烯(pvc)、如尼龙的聚酰胺或其它种类的聚合物相比。技术人员不能基于特定化合物或化合物混合物在不同类别聚合物中的性能来推断或预测其作为内润滑剂的性能。
12.本发明涉及提供一种用于降低聚酯聚合物基料内摩擦的内润滑剂组合物。这将给聚酯最终产品加工带来好处,尤其能使所采用的最终产品加工温度较低,并且另外或可选地允许在给定加工温度下进一步拉伸产品,这将带来相关的能源和成本节约。
发明概要
13.根据本发明的第一实施方案,提供一种适用于聚酯聚合物基料组合物的内润滑剂组合物,包含两种或更两种酯混合物,其中每一单独酯的碳链长度在20-44之间。
14.根据本发明的可选实施方案,提供了一种包含所述内润滑剂组合物的聚酯聚合物基料。
15.根据本发明的另一个实施方案,提供了在聚酯聚合物基料中所述内润滑剂组合物的用途,以改进聚合物基料的后处理以形成最终聚酯产品。
16.本文所用的“%”术语是指所述总组合物的重量%(wt%)。
17.本文在描述本发明一些实施方案时所用的术语“pet”应理解为具有广泛的含义。它包括聚对苯二甲酸乙二醇酯的所有聚合物和共聚物形式。因此,在这种情况下,术语pet应被视为一个通用术语,包括从芳香族二酸类衍生的所有聚合物,包括所有对苯二甲酸酯聚合物及其衍生物,包括已知的和尚未发现的聚合物。
18.聚酯一词在这种情况下也有广泛的含义。它包括主链中含有许多酯键的聚合物。这包括但不限于二元酸与二元醇反应生成的聚合物、多羟基化合物与碳酸衍生物(聚碳酸酯)反应生成的聚合物和丙交酯与聚乳酸开环聚合生成的聚合物。
19.适于在聚酯聚合物基料组合物中使用的内润滑剂组合物包括两种或更两种以上酯的混合物,其中每一单独酯的碳链长度在20-44之间。优选地,所述组合物通过使一或多种碳链长度在1-22之间的羧酸与一或多种碳链长度在1-22之间的醇反应而形成。在可选实施方案中,所述组合物可通过将两种或更两种酯混合在一起形成,每种酯的碳链长度在20-44之间。
20.更具体地说,所述内润滑剂组合物包括至少两种通式i的酯,
[0021][0022]
其中:r和r1代表烃部分,每个烃部分包括1-22个碳原子,其中r和/或r1可以是直链、支链、饱和或含一或多个双键;
[0023]
其中,混合物中每一单独酯中的碳原子总数在20-44之间。
[0024]
优选地,通式i的两种或更两种酯包括了至少95%的组合物。适合地,组合物可基本上由根据通式i的两种或更两种酯组成。
[0025]
优选地,通式i的酯通过使一或多种具有通式rco2h(ii)的羧酸与一或多种具有通式r1oh(iii)的醇反应而形成,使混合物中每一单独酯中的碳原子总数在20-44之间。
[0026]
在可选实施方案中,所述组合物通过将通式i的两种或更两种酯混合在一起形成,每一单独酯的总碳原子数在20-44之间。
[0027]
优选地,混合物中每一单独酯的碳原子总数在24-40之间,更优选地在28-34之间。
[0028]
优选地,混合物的每一单独酯是脂肪族酯。
[0029]
任选地,如上文所述,内润滑剂组合物可通过将两种或更两种酯混合(或调混)在一起而形成。这种预生产的酯的混合(或调混)允许对酯混合物进行更多控制,从而产生更可预测的内润滑剂成分,并在使用时进行相关的过程控制。
[0030]
适合地,内润滑剂组合物包括从包含以下组中选择的两或更多种酯,包括:
[0031]
肉豆蔻酸肉豆蔻醇酯
[0032]
棕榈酸肉豆蔻醇酯
[0033]
肉豆蔻酸棕榈醇酯
[0034]
棕榈酸棕榈醇酯
[0035]
硬脂酸棕榈醇酯
[0036]
肉豆蔻酸硬脂醇酯
[0037]
棕榈酸硬脂醇酯
[0038]
硬脂酸硬脂醇酯
[0039]
花生酸硬脂醇酯和
[0040]
山嵛酸硬脂醇酯。
[0041]
优选地,内润滑剂组合物包括从包含以下的组中选择的两或更多种酯,包括:
[0042]
肉豆蔻酸肉豆蔻醇酯
[0043]
棕榈酸肉豆蔻醇酯
[0044]
肉豆蔻酸棕榈醇酯
[0045]
棕榈酸棕榈醇酯
[0046]
肉豆蔻酸硬脂醇酯
[0047]
棕榈酸硬脂醇酯。
[0048]
优选地,所述组合物包括从上述组中选择的三种或更多种酯。更优选地,所述组合物包括从上述组中选择的四到十二之间种的酯,所述组合物包括从上述组中选择的四到十之间种的酯。
[0049]
优选地,每一单独酯组分的存在量可以是内润滑剂组合物总重量的0.5%-95%、更优选1%-85%、甚更优选3%-75%和最优选5%-65%。特别优选的是,每一单独酯组分的存在量可以是内润滑剂组合物总重量的0.5%-45%、更优选1%-45%、甚至更优选3%-45%和最优选5%-45%。
[0050]
优选地,所述组合物包括《1%-17%肉豆蔻酸肉豆蔻醇酯、0.5%-38%棕榈酸肉豆蔻醇酯、4%-45%肉豆蔻酸棕榈醇酯、4%-45%棕榈酸棕榈醇酯、2%-20%肉豆蔻酸硬脂醇酯、4%-45%棕榈酸硬脂醇酯、《1%-4%硬脂酸棕榈醇酯、《1%-4%硬脂酸硬脂醇酯、《1%-3%花生酸硬脂醇酯和《1%-4%山嵛酸硬脂醇酯,均按重量计。
[0051]
优选地,组合物包括10%-17%肉豆蔻酸肉豆蔻醇酯、2%-28%棕榈酸肉豆蔻醇酯、15%-42%肉豆蔻酸棕榈醇酯、8%-42%棕榈酸棕榈醇酯、4%-18%肉豆蔻酸硬脂醇酯和6%-12%棕榈酸硬脂醇酯,均按重量计。
[0052]
优选地,组合物包括12%-16%肉豆蔻酸肉豆蔻醇酯、6%-10%棕榈酸肉豆蔻醇酯、30%-40%肉豆蔻酸棕榈醇酯、18%-22%棕榈酸棕榈醇酯、12%-14%肉豆蔻酸硬脂醇酯和7%-10%棕榈酸硬脂醇酯,均按重量计。
[0053]
优选地,该组合物包含7%-9%肉豆蔻酸肉豆蔻醇酯、16%-19%棕榈酸肉豆蔻醇酯、4%-6%肉豆蔻酸棕榈醇酯、10%-12%棕榈酸棕榈醇酯、2%-4%肉豆蔻酸硬脂醇酯、5%-7%棕榈酸硬脂醇酯和40%-45%硬脂酸硬脂醇酯,均按重量计。
[0054]
优选地,组合物包括7%-9%肉豆蔻酸肉豆蔻醇酯、16%-19%棕榈酸肉豆蔻醇酯、4%-6%肉豆蔻酸棕榈醇酯、10%-12%棕榈酸棕榈醇酯、2%-4%肉豆蔻酸硬脂醇酯、4%-6%棕榈酸硬脂醇酯、《1%-2%硬脂酸硬脂醇酯、1%-3%花生酸硬脂醇酯和40%-45%山嵛酸硬脂醇酯。
[0055]
优选地,组合物包括7%-9%肉豆蔻酸肉豆蔻醇酯、16%-19%棕榈酸肉豆蔻醇酯、4%-6%肉豆蔻酸棕榈醇酯、10%-12%棕榈酸棕榈醇酯、2%-4%肉豆蔻酸硬脂醇酯和48%-53%棕榈酸硬脂醇酯,均按重量计。
[0056]
根据本发明的可选实施方案,提供一种包括聚酯聚合物和如上所述的内润滑剂组合物的聚酯聚合物基料。
[0057]
适合地,聚酯聚合物可包括均聚物或共聚物。
[0058]
优选地,聚酯聚合物选自包含以下的组中:
[0059]
聚对苯二甲酸丁二醇酯
[0060]
聚对苯二甲酸环己烷二甲醇酯
[0061]
聚间苯二甲酸乙二醇酯
[0062]
聚(2,6-萘二甲酸乙二醇酯)
[0063]
聚邻苯二甲酸乙二醇酯
[0064]
聚对苯二甲酸乙二醇酯
[0065]
petg聚(对苯二甲酸乙二醇-二醇共聚物)
[0066]
聚碳酸酯
[0067]
聚乳酸(pla)
[0068]
聚羟基脂肪酸酯(pha)
[0069]
及它们的共聚合物。
[0070]
更优选地,聚酯聚合物包括聚对苯二甲酸乙二醇酯。此聚合物特别适合制作瓶子。另外,或者,聚对苯二甲酸乙二醇酯优选为双轴取向的聚对苯二甲酸乙二醇酯(bopet)。这种聚合物特别适合制作薄膜。
[0071]
另外,或者,聚酯聚合物优选包括聚乳酸(pla)。聚乳酸可包括聚l-乳酸(plla)。聚乳酸可包括聚d-乳酸(pdla)。优选地,聚乳酸包括至少70wt%的plla。此聚酯聚合物可在任何最终生产的聚酯产品中提供期望的可生物降解性。
[0072]
优选地,所述聚合物基料组合物包括所述内润滑剂组合物,其量在0.05-1.0wt%之间,更优选在0.1-0.75wt%之间。聚酯聚合物基料中存在的内润滑剂的准确浓度将取决于所选聚酯聚合物以及最终产品制造过程中要达到的预期加工效果,例如,采用低温热成型工艺使要比采用高温吹塑工艺时提供更多的润滑剂。
[0073]
适合地,所述聚合物基料可进一步包括一种或多种另外的聚合物添加剂。此类添加剂为技术人员所知,可选自抗氧化剂、红外吸收剂、阻燃剂、着色剂(染料或颜料)、着色剂载体/分散剂、其它另外的内或外润滑剂(例如季戊四醇四硬脂酸盐、伯、仲或双酰胺)和增塑剂等。
[0074]
根据本发明的另一个实施方案,提供在生产最终聚酯产品的过程中在聚酯聚合物基料(如上所述)中使用内润滑剂组合物(如上所述)。
[0075]
有利地,相比没有内润滑剂的情况,使用本发明的内润滑剂允许在较低的工艺温度和/或压力和/或机械应力下进行聚酯聚合物基料的加工。优选地,内润滑剂的使用允许在较低的工艺温度下进行聚酯聚合物基料的加工。降低工艺温度和压力参数具有成本和安全效益。此外,尤其是降低加工温度可以带来非常有益的能源和相关的成本降低;即使稍微降低工艺操作温度,也会带来极大的商业效益。
[0076]
而且,使用本发明的内润滑剂不会对最终形成的聚酯产品的物理或化学性质产生任何不利影响。更特别的是,最终聚酯产品的刚性和硬度不会受到影响。
[0077]
此外,使用本发明的内润滑剂不会对pet的透明度或气体阻隔性能产生不利影响。更具体地说,使用本发明的内润滑剂不会对最终聚酯产品中储存(或与之接触)的任何消费品的味道或食品安全产生不利影响。
[0078]
适合地,内润滑剂可用于以下任何工艺过程:
[0079]
热成型
[0080]
注塑
[0081]
挤出
[0082]
流延膜挤出
[0083]
吹膜挤出
[0084]
挤出吹塑
[0085]
注射拉伸吹塑
[0086]
拉伸吹塑
[0087]
双轴薄膜取向。
[0088]
优选地,生产的最终聚酯产品是容器,例如产品包装,尤其是瓶子。最优选所生产的最终聚酯产品是瓶子,更优选的最终聚酯产品是pet瓶子。拉伸吹塑工艺通常用于从预制件生产pet瓶,预制件经受双轴应力以提供最终瓶形。预制件在各个不同轴向上对应力的反
应不同,并且已经有利地发现,本发明的内润滑剂在施加双轴应力的x和y轴上都有助于聚酯基料的内润滑。
[0089]
或者,最终的聚酯产品是薄膜,例如产品包装,尤其是食品接触薄膜。最优选的是,在这种情况下,最终聚酯产品是双轴取向的聚对苯二甲酸乙二醇酯(bopet)薄膜。在x轴和y轴同时施加双轴应力于此类bopet材料时,本发明的内润滑剂有助于聚酯基料内润滑。
[0090]
另一任选的是挤出聚酯片(例如petg制成),然后热成型(即取向),形成食品包装托盘和其它硬包装产品。当在热成型的取向过程中受到应力时,本发明的内润滑剂可有助于聚酯基料的内润滑。
[0091]
下表2示出了根据本发明优选实施方案的包括混合脂肪族酯的合适内润滑剂组合物。在这些组合物中,配方2是优选的。配方2的组成详见下表1:
[0092]
表1-配方2的组成
[0093]
酯碳链长度%wt肉豆蔻酸肉豆蔻醇酯(c14:c14)13.3肉豆蔻酸十六醇酯(c16:c14)33.6肉豆蔻酸硬脂醇酯(c18:c14)13.9棕榈酸肉豆蔻醇酯(c14:c16)8.0棕榈酸十六醇酯(c16:c16)20.3棕榈酸硬脂醇酯(c18:c16)8.4
ꢀꢀ
97.5
[0094]
其它次要成分(主要是c12-c20脂肪酸和c12-c20脂肪醇的混合酯)将以《1%的量单独存在,以构成组合物的总重量。
[0095]
表2
[0096][0097]
[0098][0099]
表2续
[0100][0101][0102][0103]
为达到最佳效果,每一单独酯中具有24-40个碳原子的酯至少占内润滑剂组合物的95%。优选地,这些酯占组合物的97%。此类混合酯组合物可通过在酯化条件下将羧酸混合物与适合链长的脂肪醇混合物反应来制备,使得产物的各个酯各自含24-40个碳原子。或
者,可以制备各自具有24-40个碳原子的单独酯,随后按所期望量将所需数种的单独酯混合在一起。这些酯的混合可通过以适当的wt/wt量称重,以粉末混合物或熔融混合物形式密切混合单独酯来实现。
[0104]
为了在pet中达到期望程度的内润滑,本发明的内润滑剂组合物以pet聚合物基料总重量的0.05%-1%之间且优选0.1%-0.75%wt/wt之间的水平加入。
[0105]
本发明的内润滑剂组合物可通过本领域技术人员熟知的许多方法加入聚酯聚合物基料中。例如,可通过在聚合物树脂挤出点熔融投加、通过常规母料批量加入或通过使用液体颜色系统加入的方法将其直接加入到聚合物基料中。
[0106]
为避免生疑,应当知道的是,聚合物化学中的常见做法是在加工过程中向聚合物中加入各种添加剂。因此,根据本发明的脂肪族酯可能不是存在的唯一添加剂。因此,这属于本发明的权利要求范围内,上述和所附权利要求中定义的两种或更两种脂肪族酯以总聚酯聚合物基料组合物的0.1%-1.0%(按重量计)之间的合并量存在。
[0107]
本发明的内润滑剂组合物可用常规技术加入聚合物和聚合物调混物中,以形成期望的聚酯聚合物基料。这些包括在模塑之前用添加剂包覆聚合物颗粒;将预熔融的添加剂泵入模塑机器;将添加剂与pet或相容聚合物混合以形成含10%添加剂混合物的浓缩物和在模塑前将其与pet颗粒混合。添加剂混合物也可分散到液体载体体系中,再用该液体载体体系包覆聚合物颗粒。在任何情况下,材料专家将选择最合适的加料方法,以适合特定应用。
[0108]
现在将参考下面提供的实施例和附图来描述本发明,其中:
[0109]
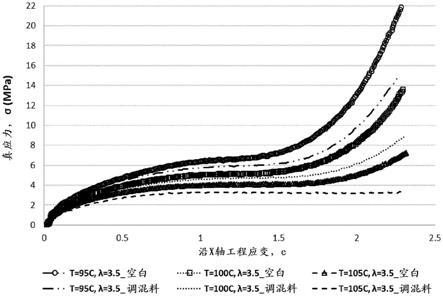
图1示出pet预制件制备两天后,沿x轴以16m/min拉伸速度的应力-应变数据。
[0110]
图2示出pet预制件制备两天后,沿y轴以16m/min拉伸速度时的应力-应变数据。
[0111]
图3示出pet预制件制备十天后,沿x轴以16m/min拉伸速度时的应力-应变数据。
[0112]
图4示出pet预制件制备十天后,沿y轴以16m/min拉伸速度时的应力-应变数据。
[0113]
图5示出pet预制件制备十天后,沿x轴以64m/min拉伸速度时的应力应变数据。
[0114]
图6示出pet预制件制备十天后,沿y轴以64m/min拉伸速度时的应力-应变数据。
[0115]
图7示出petg预制件制备后1天后,petg与包括0.5wt%内润滑剂的petg以1m/min下拉伸时的对比应力-应变曲线。
实施例
[0116]
实施例1
–
在pet中的有效性
[0117]
为证明上述内润滑剂组合物在改进聚酯基料(pet)内润滑性方面的有效性,采用了以下试验程序。
[0118]
空白pet样品聚对苯二甲酸乙二醇酯(pet)方片预制件是使用来自dow的lighter c93 pet树脂通过注塑法成型的。lighter c93是一种商购pet,用于生产食品、饮料和其它液体容器。众所周知,它适用于热成型、注射模塑和吹塑技术。
[0119]
此外,还成型了包括来自dow的lighter c93 pet树脂和加入0.5wt%内润滑剂的pet 内润滑剂样品方片预制件(图中标为“调混料”)。上表1提供了内润滑剂的配方。
[0120]
制备的方片预制件的长度和宽度为76mm x 76mm,厚度/高度为1mm。
[0121]
制备的方片预制件以连续恒宽模式通过双轴薄膜取向试验进行薄膜拉伸,即首先
沿x轴拉伸,然后沿y轴拉伸。更具体地说,试验是以一定速度对试样进行形变。可以使用不同的形变模式进行取向,例如连续或同时,以及不同的速率和温度,等同于工业过程。多个夹具沿着四边夹住方形试样。夹具与可在x轴和y轴上平稳移动的电机连接臂相连。试样和夹具位于加热箱内,在加热箱内控制和施用均匀加热。一旦箱中的试样和空气达到温度平衡,则施用选定的形变速率(即拉延或拉伸速度)并进行试验。有关进行上述实验的合适设备的信息,请参见:
[0122]
i)mckelvey,david&menary,g.h.&martin,peter&yan,shiyong.(2017),hdpe的热成型,aip conference proceedings.1896.060006.10.1063/1.5008069,可通过下面的链接线上获得
[0123]
https://www.researchgate.net/publication/320446584_thermoforming_of_hdpe或https://aip.scitation.org/doi/abs/10.1063/1.5008069.
[0124]
ii)g.h.menary(2012),拉伸吹塑中pet的双轴形变。society of plastic engineers,plastic research online,10.1002/spepro.003911,可通过下面的链接线上获得
[0125]
http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.474.5846&rep=rep1&type=pdf
[0126]
这些试验的目的是通过将空白pet和pet 根据本发明的内润滑剂样品的应力-应变行为进行比较,评估在双轴取向期间内润滑剂的效果。
[0127]
双轴薄膜取向试验的变量如下表1所示:
[0128]
表1
[0129]
条件变量
ꢀꢀꢀ
温度(℃)95100105应变率(s-1
)416 拉伸速度(m/min)1664 拉伸比(λ)2.533.5
[0130]
双轴薄膜取向试验分为两组测试,时间间隔为:第一组测试在通过注塑成型方片预制件进行初始准备的两天后进行,第二组测试在通过注塑成型方片预制件进行初始准备的十天后进行。
[0131]
选择上述试验条件变量是因为它们在pet瓶的注射拉伸吹塑和包装用途的热成型以及pet薄膜的双轴取向工业中使用的正常加工范围内。因此,这些试验很好地表明了本发明在横跨这些应用领域的应用。
[0132]
试验结果
[0133]
由上述方片预制件形成的薄膜的拉伸行为如图1至图6所示,并在下文进行讨论。与空白pet样品相比,在含有内润滑剂的“调混物”样品(如图所标示)中观察到的拉伸载荷降低可归因于加入内润滑剂的内润滑效果,聚合物基料的所有其它方面都是相同的。
[0134]
图1示出预制件制备两天后拉伸薄膜的拉伸行为。应力-应变图绘制了沿x轴以4/s的应变速率,对应于16m/min的拉伸速度,并显示加入0.5wt%内润滑剂可降低在所有三个试验拉伸温度下所需的载荷。图2示出了随后以16m/min的速度沿y轴拉伸相同样品的拉伸行为,再次证明了在存在内润滑剂的情况下所需载荷的减少。
[0135]
图3示出预制件制备十天后拉伸薄膜的拉伸行为。应力应变图绘制了沿x轴以4/s的应变速率,对应于16m/min的拉伸速度,并显示加入0.5wt%内润滑剂可降低在所有三个试验拉伸温度下所需的载荷,尤其是在95℃和100℃时,如图4所示,在y轴方向拉伸时也观察到上述图3中所述的相同行为,图4示出随后以16m/min的速度沿y轴拉伸相同样品的拉伸行为。
[0136]
有利的是,与空白pet相比,含内润滑剂的pet可以在较低的温度下拉伸,这可以通过在相对较低的试验温度95℃下存在内润滑剂对聚合物基料流动的帮助来证明。
[0137]
图5示出预制件制备十天后拉伸薄膜的拉伸行为。应力应变图绘制了沿x轴以16/s的应变速率,对应于64m/min的拉伸速度,并显示加入0.5wt%内润滑剂可降低在所有三个试验拉伸温度下所需的载荷。图6示出随后以64m/min的速度沿y轴拉伸样品的拉伸行为。同样,所需负载的降低如图5所示。因此,当预成型件在拉伸前放置10天时,可以观察到沿y轴和x轴两个方向的改进。这表明,在预制件制备和最终产品加工之间存在较长时间的那些工艺方法中,使用本发明的内润滑剂可能具有额外的优势。
[0138]
预制件制备(模塑)和固相取向阶段(本文实施例中的薄膜拉伸)之间的时间周期影响材料的整体拉伸行为。当预制件和固相取向阶段之间的时间周期较长时,所需的拉伸载荷较低。在pet空白样品中可以观察到这种影响,而对于存在内润滑剂的样品,这种影响更大。因此,似乎通过“放置”预制件实现了协同或改进。
[0139]
当使用内润滑剂时,拉伸载荷的减少意味着与空白pet相比,拉伸此类材料需要更少的能量。它还允许将此类材料进一步拉伸(与空白pet相比),因为给聚合物基料内的额外拉伸提供了载荷容忍度。
[0140]
实施例2在petg中的有效性
[0141]
为了证明上述内润滑剂组合物在改进替代的聚酯基料(petg)内润滑性方面的有效性,采用了以下试验程序。
[0142]
空白petg样品聚对苯二甲酸乙二醇-二醇酯(petg)方片预制件是使用来自eastman的petg树脂eastar gn001通过注塑法成型的。eastar gn001是一种商购petg,用于生产化妆品、食品、饮料和其它液体容器。
[0143]
此外,还成型了包括来自eastman的petg树脂eastar gn001和加入0.5wt%内润滑剂的petg 内润滑剂样品方片预制件。上表1提供了内润滑剂的配方。
[0144]
制备的方片预制件的长度和宽度为90mm x 90mm,厚度/高度为1.2mm。预制件是通过注塑成型制备的。
[0145]
制备方片样品后,将其在室温下放置24小时,然后在升温至90℃下,即petg的玻璃化转变温度(tg)之上进行自由拉伸绘图。使用的拉伸机是一台配有加热室的testometric m350-10ct。加热室被预热到所期望温度。将每个方片样品夹紧,以提供40mm的标距,将样本加热6分钟。最大伸长率设定为140mm,对应于3.5的拉伸比(采用40mm的标距)。使用拉伸机的最大拉伸速度,在这种情况下为1m/min。完整的拉伸曲线试验条件示于表4。
[0146]
表4
[0147]
参数值温度(℃)90牵引速度(mm/min)1000
伸长率(mm)140拉伸比λ3.5保温时间(min)6
[0148]
空白petg共测试了6个样品方片,petg 0.5%内润滑剂测试了5个样本方片。收集所有(工程)应力-应变图,并从每个测试材料计算平均曲线。
[0149]
测试结果
[0150]
空白petg与petg 0.5%内润滑剂的平均应力-应变曲线之间的比较如图7所示,显然,在petg中使用内润滑剂会降低拉伸应力。这里,所示的每条曲线与对每种相应材料测试的总样品平均值有关。内润滑剂对petg的影响所带来的好处是能够在较低温度下拉伸含内润滑剂的材料,或在相同温度下拉伸更长。
[0151]
通过参考上述结果,可以容易地理解本发明内润滑剂组合物的优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。