1.本发明涉及玻璃生产技术领域,特别是涉及一种蒙砂效果玻璃及其制备方法、电子产品以及显示屏盖板。
背景技术:
2.蒙砂玻璃由于其装饰效果,受到广大消费者的喜爱。蒙砂玻璃的制备方法分为化学制备方法与物理制备方法。化学制备方法主要是利用蚀刻液对玻璃表面进行酸碱蚀刻处理。然而蚀刻液会导致环境污染,尤其是普遍采用的氢氟酸,其对人体危害极大。物理制备方法是利用不同粒径的砂粒对玻璃表面进行喷砂,或者使用粗糙的物理表面将玻璃打磨成毛面。该方法具有环保、简单等优点,然而其会对玻璃表面造成损伤而导致产品透光率较低以及材料的力学性能降低等问题,使其用途受限。
技术实现要素:
3.基于此,有必要提供一种蒙砂效果玻璃及其制备方法,以解决传统的物理制备方法会对玻璃表面造成损伤而导致产品透光率较低的问题。本发明还提供一种电子产品以及显示屏盖板。
4.一种蒙砂效果玻璃的制备方法,包括以下步骤:
5.步骤一,获取玻璃原料,熔融得到玻璃液;
6.步骤二,将所述玻璃液冷却至800℃~1100℃,得到高粘玻璃体;
7.步骤三,在所述高粘玻璃体的表面压印出凹凸起伏纹理,得到压印玻璃体;
8.步骤四,将所述压印玻璃体冷却至室温,定型,得到蒙砂效果玻璃。
9.在其中一个实施例中,所述步骤三包括:
10.获取压印装置,所述压印装置具有压印表面,所述压印表面的至少部分区域为纹理区,所述纹理区具有凹凸起伏纹理;
11.利用所述压印装置的压印表面在所述高粘玻璃体上施加压力。
12.在其中一个实施例中,所述压印装置包括相对设置且转动方向相反的第一压辊以及第二压辊,所述第一压辊和所述第二压辊之间具有过料间隔,所述第一压辊和/或所述第二压辊的辊面具有所述压印表面;
13.在所述步骤三中,使所述高粘玻璃体通过所述过料间隔,以在所述高粘玻璃体的表面辊压出凹凸起伏纹理。
14.在其中一个实施例中,在所述步骤三中,使所述高粘玻璃体多次通过所述压印装置的过料间隔,或者依次通过多个所述压印装置的过料间隔。
15.在其中一个实施例中,所述纹理区的表面粗糙度为200nm~300nm。
16.在其中一个实施例中,所述纹理区是通过对所述压印装置进行表面处理形成,所述表面处理包括喷砂处理、激光镭雕处理以及机械雕刻处理中的一种或多种。
17.在其中一个实施例中,形成所述纹理区的方法包括以下步骤:
18.在所述压印装置的表面上涂布涂层,所述涂层含有球状微珠;
19.对所述涂层进行烧结处理,使所述球状微珠烧结连接于所述压印装置的表面。
20.在其中一个实施例中,所述球状微珠的粒径为0.6μm~50μm。
21.在其中一个实施例中,在所述步骤三之后,且在所述步骤四之前,所述制备方法还包括以下步骤:
22.将所述压印玻璃体冷却至500℃~700℃,保温1h~6h。
23.在其中一个实施例中,在所述步骤四之后,所述制备方法还包括步骤:
24.对所述蒙砂效果玻璃进行抛光处理和/或钢化处理。
25.一种蒙砂效果玻璃,通过上述任一实施例所述的制备方法制备得到。
26.一种电子产品的显示屏盖板,通过上述任一实施例所述的制备方法制备得到。
27.一种电子产品,包括机壳、显示模组以及所述的显示屏盖板,所述显示模组设置在所述机壳内,所述显示屏盖板设置在所述显示模组上。
28.与传统方案相比,上述蒙砂效果玻璃及其制备方法、电子产品以及显示屏盖板具有以下有益效果:
29.上述蒙砂效果玻璃的制备方法将玻璃原料熔融得到玻璃液,再冷却至800℃~1100℃,在该温度下玻璃尚未硬化成型,同时具有较高的粘度,通过对高粘玻璃体进行压印,可在其表面形成凹凸起伏纹理,随着玻璃继续冷却使其硬化定型,可得到蒙砂效果玻璃。相较于传统的在玻璃成型后对其进行喷砂、打磨等表面处理的方式,上述蒙砂效果玻璃的制备方法在玻璃成型的过程中在其表面形成凹凸起伏纹理,随着玻璃定型而形成蒙砂效果表层,不会在玻璃表面造成损伤。所制备的蒙砂效果玻璃能够获得较高的透光率,拓宽了使用用途。
30.上述显示屏盖板通过上述任一实施例所述的制备方法制备得到,因而能够获得相应的技术效果。
31.上述电子产品具有上述显示屏盖板,因而能够获得相应的技术效果。
附图说明
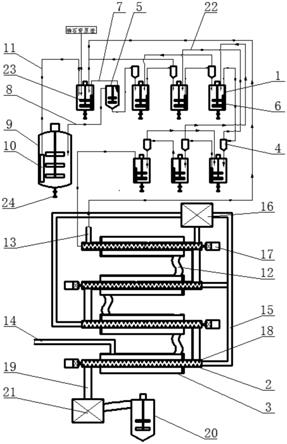
32.图1为一实施例的蒙砂效果玻璃的制备方法中采用的压印装置的结构示意图;
33.图2为一实施例的蒙砂效果玻璃的表面纹理结构的示意图。
34.附图标记说明:
35.100、压印装置;110、第一压辊;120、第二压辊;130、过料间隔。
具体实施方式
36.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
37.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
38.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
39.本发明一实施例的蒙砂效果玻璃的制备方法,包括以下步骤:
40.步骤一,获取玻璃原料,熔融得到玻璃液。
41.步骤二,将玻璃液冷却至800℃~1100℃,得到高粘玻璃体。
42.步骤三,在高粘玻璃体的表面压印出凹凸起伏纹理,得到压印玻璃体。
43.步骤四,将压印玻璃体冷却至室温,定型,得到蒙砂效果玻璃。
44.上述蒙砂效果玻璃的制备方法将玻璃原料熔融得到玻璃液,再冷却至800℃~1100℃,在该温度下玻璃尚未硬化成型,同时具有较高的粘度,通过对高粘玻璃体进行压印,可在其表面形成凹凸起伏纹理,随着玻璃继续冷却使其硬化定型,可得到蒙砂效果玻璃。相较于传统的在玻璃成型后对其进行喷砂、打磨等表面处理的方式,上述蒙砂效果玻璃的制备方法在玻璃成型的过程中在其表面形成凹凸起伏纹理,随着玻璃定型而形成蒙砂效果表层,不会在玻璃表面造成损伤,从而能够获得较高的透光率,拓宽了蒙砂效果玻璃的用途。
45.例如,本发明提出,在上述蒙砂效果玻璃能够获得足够高的透光率(如88%以上)的情况下,可以将其作为电子产品的显示屏盖板。这种显示屏盖板既有蒙砂装饰效果,也能起到防眩光的作用,同时具有凹凸起伏的触感,还具有一定的防指纹效果。
46.其中,电子产品可以是但不限于手机、电视机、平板电脑、笔记本、vr/ar、车载显示器等。
47.蒙砂效果玻璃作为电子产品的显示屏盖板,其厚度很薄,例如厚度为0.4mm~0.8mm。传统的在玻璃成型后对其进行喷砂、打磨等表面处理的方式,会在玻璃表面造成损伤,在玻璃厚度很薄的情况下,会造成玻璃强度降低。而上述蒙砂效果玻璃的制备方法,不会在玻璃表面造成损伤,不仅能够获得较高的透光率,还能够提高薄片状玻璃的强度。
48.在步骤一中,将玻璃原料按照配方进行配料,并充分混合均匀,投入高温炉中,缓慢升温至熔融温度。高温炉内可设置耐高温保护层或坩埚。此外,熔制使用的玻璃原料也可以是回收利用的废弃玻璃,将废弃玻璃经过破碎、研磨成细小颗粒后进行熔融。
49.熔融温度例如可以是1400℃~1600℃,可根据具体的玻璃配方选择最佳的熔制温度。
50.在步骤二中,将步骤一得到的玻璃液导流至第一冷却室中,进行降温冷却。高温玻璃液在第一冷却室保温一段时间,直至玻璃液的温度达到冷却室的温度。该步骤主要目的是使玻璃液的温度降低,提高玻璃液的粘度,降低其流动性,从而有利于下一步流程的顺利进行。
51.第一冷却室的温度为800℃~1100℃,具体可根据玻璃配方及粘度特性选择合适的温度。例如具体可选择800℃、850℃、900℃、950℃、1000℃、1050℃、1100℃等。
52.在此温度下,高粘玻璃体的粘度为1
×
102~1
×
105pa
·
s。
53.在步骤三中,在高粘玻璃体的表面进行压印的方法可以是采用压印装置在高粘玻璃体上施加压力。
54.压印装置具有压印表面,压印表面的至少部分区域为纹理区,纹理区具有凹凸起伏纹理。利用压印装置的压印表面在高粘玻璃体上施加压力,即可在高粘玻璃体与纹理区对应的区域表面上形成相应的纹理。
55.在其中一个示例中,压印表面的所有区域均为纹理区。
56.在其他示例中,压印表面也可以仅有部分区域为纹理区,而其余区域为非纹理区。非纹理区为无纹理的光滑面,最终在玻璃上形成较为光滑的非蒙砂区。
57.例如,纹理区和非纹理区可以交替排布,在玻璃产品上形成蒙砂区和非蒙砂区相间的样式。又如,纹理区包围非纹理区,或者非纹理区包围纹理区。再如,纹理区或非纹理区形成装饰图案或文字等,在玻璃产品上形成个性化装饰效果。
58.在其中一个示例中,压印装置为板状结构,其一侧板面为压印表面。
59.如图1所示,在其中一个示例中,压印装置100包括第一压辊110以及第二压辊120。第一压辊110和第二压辊120相对设置,例如第一压辊110位于第二压辊120的上方,两者之间具有过料间隔130。第一压辊110和第二压辊120的转动方向相反,从而能够带动高粘玻璃体通过过料间隔130。
60.第一压辊110和/或第二压辊120的辊面具有压印表面,即可以是第一压辊110和第二压辊120中仅有一个具有压印表面,也可以是两者均具有压印表面。在步骤三中,高粘玻璃体通过过料间隔130时受到挤压作用,从而在其表面形成相应的凹凸起伏纹理。
61.使高粘玻璃体通过压印装置100之前,将其预定型成为片状结构。例如通过多个光滑辊面的压辊组件,使其厚度逐渐减小,成为片状结构。
62.在其中一个示例中,在步骤三中,使高粘玻璃体多次通过压印装置100的过料间隔130,或者依次通过多个压印装置100的过料间隔130。如此,可以使纹理复杂化和均匀化。
63.使用该压印装置100,可以在高粘玻璃体的两侧同时形成凹凸起伏纹理,同时便于控制产品的厚度,从而能够提高生产效率以及减小产品的尺寸波动。
64.第一压辊和第二压辊优选使用金属材料或者陶瓷材料制造而成,能够耐受高温生产环境。
65.针对蒙砂效果玻璃作为电子产品的显示屏盖板的应用,蒙砂效果玻璃优选能够满足以下条件:
66.玻璃的可见光波长范围内的透过率在88%以上。
67.进一步优选能够满足以下条件:
68.玻璃的雾度在33%以下,60
°
角度光泽度在34%以下,闪烁点在4%以下,清晰度(doi)在50%以上,扩散率在22%以上。
69.要达到以上条件,蒙砂纹理要求很细腻,且纹理尽量形成弧面,应尽量减少无规则的多边形。例如图2所示的蒙砂效果玻璃的表面纹理结构,其蒙砂效果表面形成有密集排布的弧面凹坑与凸起。弧面凹坑与凸起的尺寸为微米与纳米级别。在其中一个示例中,凹坑与凸起在垂直玻璃表面方向视角形成的圆的直径为2μm~8μm,纵向深度为500nm~2μm。
70.为达到以上条件,压印装置的纹理区的制作是关键的技术之一。例如为了形成图2所示的玻璃表面纹理结构,要求压印装置的纹理区上形成有密集排布的微米与纳米级的弧面凹坑或凸起。
71.在其中一个示例中,压印装置上纹理区的表面粗糙度(ra值)为100nm~2μm之间。
72.在其中一个示例中,压印装置上纹理区的表面粗糙度均一,即纹理区不同位置上的表面粗糙度无明显变化。
73.在其他示例中,在纹理区内,不同位置上的表面粗糙度也可以不同,最终在玻璃的不同位置上形成不同的透光率。例如,纹理区包括第一区域和第二区域,第一区域上的表面粗糙度大于第二区域上的表面粗糙度。又如,在纹理区形成表面粗糙度渐变的形式,最终在玻璃产品上形成透光率渐变的效果。
74.针对蒙砂效果玻璃作为电子产品的显示屏盖板的应用,压印装置上纹理区的表面粗糙度ra优选为500nm~1μm,以使玻璃产品具有较高的透光率。表面粗糙度过低,则蒙砂效果不明显,而表面粗糙度过高,则透光率不能达到要求。
75.在一些具体的示例中,压印装置上纹理区的表面粗糙度ra为500nm、550nm、600nm、650nm、700nm、800nm、900nm、1μm、1.5μm等。
76.在其中一个示例中,压印装置上纹理区的纹理深度为0.5μm~2μm。
77.针对蒙砂效果玻璃作为电子产品的显示屏盖板的应用,纹理区的纹理深度优选为0.5μm~1μm,以使玻璃产品具有较高的透光率。
78.在一些具体的示例中,压印装置上纹理区的纹理深度为500nm、600nm、700nm、800nm、900nm、1μm等。
79.在其中一个示例中,纹理区是通过对压印装置进行表面处理形成。可选地,表面处理可以是但不限于喷砂处理、激光镭雕处理以及机械雕刻处理中的一种或多种。
80.在其中一个示例中,对压印装置的表面进行喷砂处理,砂粒在其表面冲击出微坑,形成喷砂层。在本示例中,可以在一些区域上,采用遮挡件进行遮挡,形成非纹理区。
81.喷砂处理的优点包括操作便捷,成本低,但是喷砂工艺随机性大,对纹理形状进行控制精度较低。
82.在其中一个示例中,对压印装置的表面进行激光镭雕处理,形成镭雕层。可以对激光镭雕设备进行设置,使其仅对特定区域进行激光镭雕处理,形成纹理区,其余区域则形成非纹理区。
83.激光镭雕处理的优点包括能够控制纹理的细微形状,制作精度高,生产效率较高,但是生产成本高。
84.在其中一个示例中,对压印装置的表面进行机械雕刻处理(如cnc雕刻),形成雕刻层。可以对机械雕刻设备及刀具进行设置,使其仅对特定区域进行机械雕刻处理,形成纹理区,其余区域则形成非纹理区。
85.机械雕刻处理的优点包括能够控制纹理的细微形状,精度较低,生产效率相对较低。
86.在其中一个示例中,在压印装置上形成纹理区的方法包括以下步骤:
87.在压印装置的表面上涂布涂层,涂层中含有球状微珠;
88.对涂层进行烧结处理,使球状微珠烧结连接于压印装置的表面。
89.可选地,涂布的方式可以是但不限于喷涂、刮涂、辊涂、旋涂、喷墨印刷、丝网印刷、凹版印刷、凸版印刷等。
90.在上述示例中,由于压印装置的纹理区表面是由球状微珠弧形面构成的,因而能够形成图2所示的蒙砂效果玻璃的表面纹理结构,有利于蒙砂效果玻璃达到显示屏盖板的
技术要求。
91.在上述示例中,通过选择球状微珠的粒径,可以控制蒙砂效果玻璃表面微坑的尺寸。在其中一个示例中,球状微珠的粒径为0.6μm~50μm。进一步地,在其中一个示例中,球状微珠的粒径为1μm~30μm。
92.较优地,球状微珠的粒径均匀,例如球状微珠之间的粒径相差最大倍数不超过5倍,又如球状微珠之间的粒径相差最大倍数不超过3倍。
93.较优地,球状微珠的材质与压印装置的材质相同或相似,例如均为金属材料或者均为陶瓷材料。如此,球状微珠和压印装置的表面可以更好地通过烧结连接。其中,球状微珠采用金属材料则优选在保护性气氛中进行烧结。
94.涂层中还含有一定的溶液,为了使球状微珠顺利附着在压印装置的表面,还可添加适量的粘结剂。在烧结过程中,涂层中的溶液和粘结剂等低沸点物质或有机物被燃烧、汽化,仅在压印装置的表面留存微珠。微珠的部分体积与压印装置融为一体,紧密相连,其余部分仍具有弧面结构,从而在压印装置的表面形成凹凸起伏纹理。
95.这种在压印装置的表面形成凹凸起伏纹理的方式,优点包括:操作便捷,成本低,能够控制纹理的细微形状,制作精度高,生产效率高等。
96.可以理解,第一压辊和第二压辊之间的过料间隔的宽度对玻璃产品的厚度起到关键作用。此外,通过控制过料间隔的宽度可控制纹理压入的深度,可形成光学性能不同的玻璃表面纹理。
97.在其中一个示例中,过料间隔的宽度为0.3mm~2mm。
98.针对蒙砂效果玻璃作为电子产品的显示屏盖板的应用,过料间隔的宽度优选为0.4mm~0.8mm。在一些具体的示例中,过料间隔的宽度为0.4mm、0.5mm、0.6mm、0.7mm、0.8mm等。
99.在其中一个示例中,蒙砂效果玻璃的厚度为0.3mm~2mm。
100.针对蒙砂效果玻璃作为电子产品的显示屏盖板的应用,蒙砂效果玻璃的厚度优选为0.4mm~0.8mm。在一些具体的示例中,蒙砂效果玻璃的厚度为0.4mm、0.5mm、0.6mm、0.7mm、0.8mm等。
101.在其中一个示例中,在步骤三之后,且在步骤四之前,制备方法还包括以下步骤:
102.将压印玻璃体冷却至500℃~700℃,保温1h~6h。
103.在该步骤中,将压印玻璃体通过传送带送入第二冷却室中,使玻璃温度进一步降低,玻璃的粘度进一步提高,保持步骤三中形成的玻璃外形与蒙砂纹理,同时使玻璃充分退火。
104.第二冷却室的温度为500℃~700℃,具体可根据玻璃配方及粘度特性选择合适的温度。例如具体可选择500℃、550℃、600℃、650℃、700℃等。
105.该步骤也可以通过设置多站类似的冷却室对玻璃进行特殊的热处理,如微晶玻璃的核化处理与晶化处理等。针对不同的玻璃材料进行不同的热处理,使玻璃达到性能要求。如熔融过程中通过调整配方熔制微晶玻璃,则在蒙砂纹理形成后需将玻璃在特定的温度下进行热处理,使玻璃内部形成晶核,并在另一个温度使晶体长大形成微晶。因此需要多个恒温室对玻璃进行冷却处理,因此可在该步骤设置多个恒温室对玻璃进行热处理。
106.在步骤四中,将预成型的玻璃产品通过传送带送入第三冷却室,使玻璃冷却至室
温,从而形成具有蒙砂纹理的玻璃薄片。
107.较优地,第三冷却室设置温度渐变的冷却区域,玻璃从热端逐渐传送至冷端,使玻璃缓慢冷却至室温。
108.在其中一个示例中,在步骤四之后,制备方法还包括以下步骤:
109.对蒙砂效果玻璃进行抛光处理。
110.在上述示例中,通过进一步的抛光处理,消除玻璃表面可能存在的较为尖锐的棱角,使得玻璃表面触感更为柔和,同时能够降低表面粗糙度,进一步提高透光率。
111.为了防止抛光过量使蒙砂效果消失,可采用柔软的低硬度的抛光介质、微小的压力以及短暂的时间对蒙砂效果玻璃进行抛光。例如,抛光介质采用表面设置有海绵片或软布的平板,将玻璃夹在两个平板中间,进行相对圆周运动。抛光处理的时间例如为1min~5min,抛光处理的压力例如为100pa~1000pa。
112.在其中一个示例中,在步骤四之后,制备方法还包括以下步骤:
113.对蒙砂效果玻璃进行切割等整形处理,使之成为特定的产品形状,例如矩形、圆形等。
114.在其中一个示例中,在步骤四之后,制备方法还包括以下步骤:
115.对蒙砂玻璃进行钢化处理。将玻璃浸泡在熔融的钢化盐中进行化学钢化使玻璃产生表面压应力,从而提升玻璃的强度。
116.上述蒙砂效果玻璃的制备方法在玻璃成型的过程中在其表面形成凹凸起伏纹理,随着玻璃定型而形成蒙砂效果表层,不会在玻璃表面造成损伤,从而能够获得较高的透光率,拓宽了蒙砂效果玻璃的用途。
117.上述蒙砂效果玻璃的蒙砂效果的形成主要是依靠压印装置的压印获得,相比传统的在玻璃成型后对每块玻璃进行喷砂、打磨等表面处理的方式,能够降低生产成本。尤其以上示例中采用压辊式的压印装置,能够提高生产效率,明显降低生产成本。
118.在形成薄片状的玻璃制品例如手机等电子产品的显示屏盖板时,传统的在玻璃成型后对其进行喷砂、打磨等表面处理的方式,会在玻璃表面造成损伤,在玻璃厚度很薄的情况下,会造成玻璃强度降低。而上述蒙砂效果玻璃的制备方法,不会在玻璃表面造成损伤,不仅能够获得较高的透光率,还能够提高薄片状玻璃的强度。
119.进一步地,本发明还提供一种蒙砂效果玻璃,其是通过上述任一示例的制备方法制备得到。
120.进一步地,本发明还提供一种电子产品的显示屏盖板,其是通过上述任一示例的制备方法制备得到。
121.上述显示屏盖板既有蒙砂装饰效果,也能起到防眩光的作用,同时具有凹凸起伏的触感,还具有一定的防指纹效果。
122.进一步地,本发明还提供一种电子产品,包括机壳、显示模组以及所述的显示屏盖板,显示模组设置在机壳内,显示屏盖板设置在显示模组上。
123.电子产品可以是但不限于手机、电视机、平板电脑、笔记本、vr/ar、车载显示器等。
124.下面提供具体实施例对本发明进行说明,但本发明并不局限于下述实施例。应当理解,所附权利要求概括了本发明的范围,在本发明构思的引导下,本领域的技术人员应意识到,对本发明的各实施例所进行的一定的改变,都将被本发明的权利要求书的精神和范
围所覆盖。
125.实施例1
126.本实施例提供一种蒙砂效果玻璃的制备方法,包括以下步骤:
127.1,获取压印装置。
128.压印装置包括第一压辊以及第二压辊。第一压辊和第二压辊相对设置,第一压辊位于第二压辊的上方,两者之间具有过料间隔。第一压辊和第二压辊的转动方向相反。其中第一压辊的辊面具有压印表面,压印表面整面具有凹凸起伏纹理。
129.凹凸起伏纹理是通过以下步骤制作形成:
130.在压印装置的表面上涂布涂层,涂层含有球状微珠,球状微珠的直径约为1μm。
131.对涂层进行烧结处理,使球状微珠烧结并牢固附着于压印装置的表面。
132.压印表面的表面线粗糙度ra值约为455nm。
133.2,获取玻璃原料,玻璃原料的组成按氧化物的质量百分比计算为:65%的二氧化硅、10%的氧化铝、21%的氧化钠以及4%的氧化锂。将玻璃原料在1500℃的温度下熔融得到玻璃液。
134.3,将玻璃液冷却至950℃,得到高粘玻璃体。高粘玻璃体经过多个光滑压辊的辊压,逐渐形成薄片状结构。
135.4,将薄片状结构的高粘玻璃体通过传送带输送至压印装置处,使高粘玻璃体缓慢通过压印装置的过料间隔,形成相应的凹凸起伏纹理,得到压印玻璃体。
136.5,将压印玻璃体通过传送带送入第二冷却室中,保温1h。第二冷却室的温度为550℃。
137.6,将压印玻璃体通过传送带送入第三冷却室中,第三冷却室设置温度渐变的冷却区域,玻璃从热端逐渐传送至冷端,使玻璃缓慢冷却至室温,从而硬化定型,得到厚度为0.6mm的蒙砂效果玻璃。
138.7,将玻璃放入钢化盐中进行化学强化处理。
139.实施例2
140.本实施例提供一种蒙砂效果玻璃的制备方法,步骤与实施例1基本相同,区别在于:获取压印装置的步骤中,压印装置表面的凹凸起伏的纹理,通过使用直径约为500nm的微珠制作成涂层,将涂层通过烧结使微珠牢固的附着在压辊的表面。压辊表面的线粗糙度ra值为270nm。
141.实施例3
142.本实施例提供一种蒙砂效果玻璃的制备方法,步骤与实施例1基本相同,区别在于:获取压印装置的步骤中,压印装置表面的凹凸起伏的纹理,通过使用直径约为5μm的微珠制作成涂层,将涂层通过烧结使微珠牢固的附着在压辊的表面。压辊表面的线粗糙度ra值约为2μm。
143.实施例4
144.本实施例提供一种蒙砂效果玻璃的制备方法,步骤与实施例1基本相同,区别在于:在获取压印装置的步骤中,压印装置表面的凹凸起伏纹理通过喷砂的方式处理。砂粒的粒径为5μm,测得压印装置表面的线粗糙度ra值为3.2μm。
145.对比例1
146.本对比例的蒙砂效果玻璃的制备方法包括以下步骤:
147.将成型后的玻璃片进行喷砂处理。砂粒的粒径约为5μm。喷砂完成后将玻璃放入钢化盐中进行钢化处理,钢化处理的方式与实施例1相同。
148.对实施例1~4以及对比例1得到的蒙砂效果玻璃进行测试,结果如表1所示。其中强度采用中心落球测试方法,以球掉落在玻璃表面而不破碎的最高高度作为强度数据,钢球重60g。
149.表1
[0150][0151][0152]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0153]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。