1.本发明涉及制袋设备,尤其涉及一种电池极片制袋一体机。
背景技术:
2.目前,为保护电池极片等产品,常采用制袋机将产品包裹在包装袋内,具体,在制袋机内将两包装带重叠并覆盖极片的上下两面,经粘合和裁切后形成包裹极片的包装袋;此时,若任意一包装带的位置发生偏移将导致不能很好地覆盖极片,导致后续加工出的包装袋不能很好地包裹极片。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的在于提供一种电池极片制袋一体机,其能对从第一料辊和第二料辊牵引出的外部包装带相对加工工位的位置进行纠偏,以调整极片上下两面的包装带对齐,确保对极片包裹的精度。
4.本发明的目的采用如下技术方案实现:
5.一种电池极片制袋一体机,包括:
6.机架;
7.第一料辊,可转动地设置在所述机架上,并用于供外部包装带卷绕;
8.第二料辊,可转动地设置在所述机架上,并用于供外部包装带卷绕;
9.包裹装置,具有加工工位;所述包裹装置用于采用从所述第一料辊和所述第二料辊牵引出的外部包装带在所述加工工位内分别覆盖外部极片的上下两面;
10.制袋装置,用于在所述加工工位内对覆盖在外部极片的上下两面的包装带进行加工以加工出包裹有外部电池极片的包装袋;
11.第一纠偏装置,用于对从所述第一料辊牵引出的外部包装带在所述第一料辊的轴向上相对所述加工工位的位置进行纠偏;
12.第二纠偏装置,用于对从所述第二料辊牵引出的外部包装带在所述第一料辊的轴向上相对所述加工工位的位置进行纠偏。
13.进一步地,还包括视觉检测装置,所述视觉检测装置用于检测所述制袋装置加工出的包装袋是否合格;所述第一料辊、所述第二料辊、所述包裹装置和所述制袋装置均位于所述视觉检测装置的同一侧。
14.进一步地,还包括张紧辊和配重块,所述张紧辊可转动地设置在所述机架上,并可在其自重下向下运动;所述张紧辊用于供从所述第一料辊牵引出的外部包装带从下方绕过;所述配重块能够可拆卸地安装在所述张紧辊上;所述包裹装置用于接收从所述张紧辊下方绕过的外部包装带。
15.进一步地,还包括第二安装座,所述第一料辊通过所述第二安装座可沿所述第一料辊的轴向运动地安装在所述机架上;所述第一纠偏装置包括纠偏传感器和纠偏驱动装置;所述纠偏传感器用于实时检测从所述第一料辊牵引出的外部包装带是否相对所述加工
工位偏移;所述纠偏驱动装置用于根据所述纠偏传感器的检测结果驱动所述第二安装座运动。
16.进一步地,还包括调节结构,所述纠偏传感器为对射光电传感器;所述对射光电传感器通过所述调节结构安装在所述机架上,所述调节结构可供手操作以操作所述对射光电传感器沿所述第一料辊的轴向运动。
17.进一步地,还包括两个牵引装置,两个所述牵引装置用于交替夹紧穿过所述加工工位的两条外部包装带并向远离所述加工工位的方向牵引。
18.进一步地,还包括限位结构,所述限位结构用于对两所述牵引装置的牵引行程进行限定。
19.进一步地,各所述牵引装置均包括牵引驱动装置、第三安装座、夹紧驱动装置和两夹件;至少一个所述夹件可运动设置并在运动时使两所述夹件彼此靠合或分离;两个所述夹件靠合时配合夹紧两外部包装带;各所述夹件均设置在所述第三安装座上;所述夹紧驱动装置用于驱动可运动的所述夹件运动;所述牵引驱动装置用于带动所述第三安装座运动。
20.进一步地,各所述夹件靠近另一所述夹件一侧的宽度均小于其远离另一所述夹件一侧的宽度。
21.进一步地,两所述牵引装置沿垂直于其牵引方向的水平方向分布,且两所述牵引装置的所述夹件在两所述牵引装置的分布方向上交错设置;任意一所述牵引装置的两所述夹件彼此分离时可供剩余一所述牵引装置彼此靠合的两所述夹件穿过。
22.相比现有技术,本发明的有益效果在于:
23.本发明通过设置第一纠偏装置和第二纠偏装置,第一纠偏装置能够对从第一料辊牵引出的包装带相对加工工位的位置进行纠偏,第二纠偏装置能够对从第二料辊牵引出的包装带相对加工工位的位置进行纠偏,如此,可确保两包装带在包裹装置中对外部极片准确覆盖,继而确保后续制袋装置加工出的包装袋能精准包裹极片。
附图说明
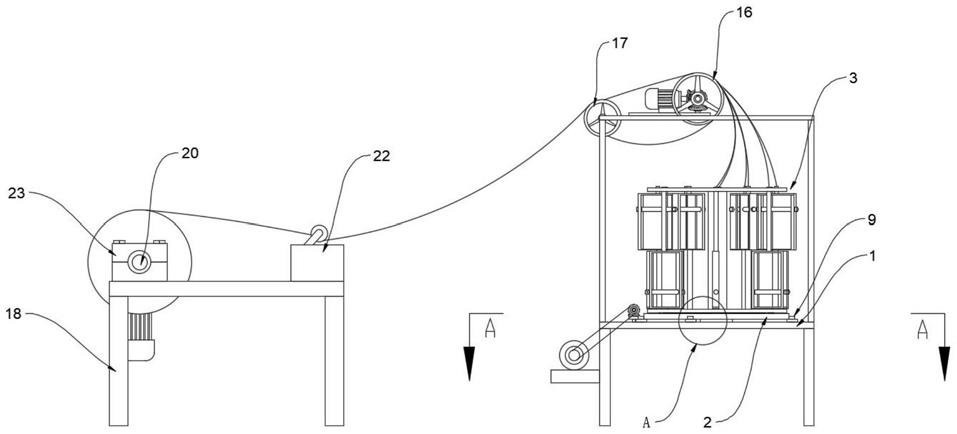
24.图1为本发明电池极片制袋一体机的主视图;
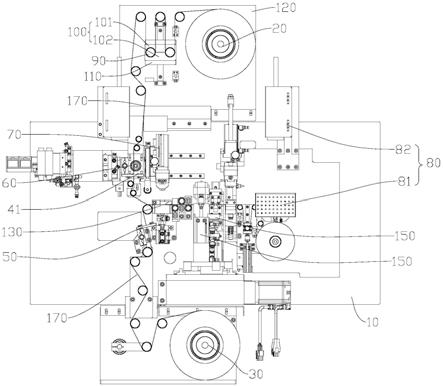
25.图2为本发明电池极片制袋一体机的立体结构示意图;
26.图3为本发明第一料辊、第一纠偏装置、张紧辊和配重块的结构示意图;
27.图4为本发明牵引装置的结构示意图;
28.图5为本发明牵引装置的侧视图;
29.图6为本发明牵引装置的俯视图。
30.图中:10、机架;20、第一料辊;30、第二料辊;40、第一纠偏装置;41、纠偏传感器;42、纠偏驱动装置;50、第二纠偏装置;60、包裹装置;70、制袋装置;80、视觉检测装置;81、检测平台;82、摄像头;90、张紧辊;100、配重块;101、第一块体;102、第二块体;110、连接座;120、第二安装座;130、加工工位;140、调节结构;141、活动块;142、螺旋测微器;150、牵引装置;151、牵引驱动装置;152、夹紧驱动装置;153、夹件;154、第三安装座;160、限位结构;161、检测器;170、包装带。
具体实施方式
31.请参看图1至图6,本发明公开了一种电池极片制袋一体机包括机架10、第一料辊20、第二料辊30、第一纠偏装置40、第二纠偏装置50、包裹装置60和制袋装置70;第一料辊20可转动地设置在所述机架10上,并用于供外部包装带170卷绕;第二料辊30可转动地设置在所述机架10上,并用于供外部包装带170卷绕;包裹装置60具有加工工位130;所述包裹装置60用于采用从所述第一料辊20和所述第二料辊30牵引出的外部包装带170在所述加工工位130内分别覆盖外部极片的上下两面;制袋装置70用于在所述加工工位130内对覆盖在外部极片的上下两面的包装带170进行加工以加工出包裹有外部电池极片的包装袋;第一纠偏装置40用于对从所述第一料辊20牵引出的外部包装带170在所述第一料辊20的轴向上相对所述加工工位130的位置进行纠偏;可以理解地是,在使用中,外部包装带170相对加工工位130存在标准的相对位置,在包装带170相对加工工位130的位置不为该标准的相对位置时,第一纠偏装置40则可对包装带170的位置进行纠偏;第二纠偏装置50用于对从所述第二料辊30牵引出的外部包装带170在所述第一料辊20的轴向上相对所述加工工位130的位置进行纠偏;由上,通过第一纠偏装置40对从第一料辊20牵引出的包装带170相对加工工位130的位置进行纠偏,且通过第二纠偏装置50对从第二料辊30牵引出的包装带170相对加工工位130的位置进行纠偏,如此,可将两包装带170调整到位,此时,在加工工位130中纠偏后的两包装带170能够准确覆盖外部极片,继而确保后续制袋装置70加工出的包装袋能精准包裹极片。
32.本实施例还包括视觉检测装置80,所述视觉检测装置80用于检测所述制袋装置70加工出的包装袋是否合格;所述第一料辊20、所述第二料辊30、所述包裹装置60和所述制袋装置70均位于所述视觉检测装置80的同一侧。这样,在从第一料辊20和第二料辊30牵引出的包装带170被包裹装置60接收时可不经过视觉检测装置80,可避免从第一料辊20和第二料辊30牵引出的包装带170经过视觉检测装置80,从而避免对视觉检测装置80造成遮挡和阻碍,从而避免在包装袋视觉检测时造成遮挡和阻碍,以确保视觉检测的准确性。
33.本实施例的视觉检测装置80包括检测平台81和摄像头82;检测平台81用于接收制袋装置70加工出的包装袋;摄像头82位于检测平台81上方并朝向检测平台81,摄像头82用于获取检测平台81上的包装袋的外观图像,结构简单。
34.本实施例中,还包括张紧辊90,所述张紧辊90可转动地设置在所述机架10上;所述包裹装置60用于接收从所述张紧辊90下方绕过的外部包装带170,从而张紧包装带170,利于后续加工的精度。
35.本实施例还包括配重块100,所述张紧辊90还可在其自重下向下运动;述张紧辊90用于供从所述第一料辊20牵引出的外部包装带170从下方绕过,在外部包装带170从张紧辊90下方绕过时,张紧辊90通过下压包装带170实现张紧包装带170;所述配重块100能够可拆卸地安装在所述张紧辊90上;此时,通过在张紧辊90上装上配重块100或从张紧辊90上拆下配重块100,可改变通过张紧辊90作用于料带上的压力,从而可调节张紧力,继而避免发生包装带170张紧不足或过度张紧的情况。
36.本实施例的还包括连接座110;所述张紧辊90通过所述连接座110安装在所述机架10上;所述连接座110可上下运动地设置在所述机架10上;所述张紧辊90可转动地设置在所述连接座110上。
37.为便于拆装,本实施例还包括锁定螺钉;所述配重块100能够通过所述锁定螺钉可拆卸地设置在所述张紧辊90上。
38.在其他实施例中,锁定螺钉可通过以下方式将配重块100直接与张紧辊90连接:方式一:锁定螺钉的杆部穿过配重块100和张紧辊90的其中一者,并剩余一者上的螺孔螺接;方式二:锁定螺钉的杆部穿过配重块100和张紧辊90,并与锁定螺母螺接;但是上述方式均需对张紧辊90加工,且在拆装时锁定螺钉将对张紧辊90造成较多的磨损。
39.本实施例中,所述配重块100包括彼此分离的第一块体101和第二块体102;所述锁定螺钉用于连接所述第一块体101和第二块体102,以使所述第一块体101和所述第二块体102能够配合抱紧所述料辊,如此,无需对张紧辊90加工,且避免锁定螺钉磨损张紧辊90。
40.上述锁定螺钉可采用以下方式将第一块体101和第二块体102连接:方式一:锁定螺钉的杆部穿过第一块体101和第二块体102的其中一者并与剩余一者上的螺孔螺接;方式二:锁定螺钉的杆部穿过第一块体101和第二块体102,并与锁定螺母螺接。
41.本实施例还包括第二安装座120,所述第一料辊20通过第二安装座120可沿所述第一料辊20的轴向运动地安装在所述机架10上;所述第一纠偏装置40包括纠偏传感器41和纠偏驱动装置42;所述纠偏传感器41用于实时检测所述第一料辊20的上包装带170是否相对所述机架10偏移;所述纠偏驱动装置42用于根据所述纠偏传感器41的检测结果驱动所述第二安装座120运动。
42.在上述结构的基础上,使用时,纠偏传感器41实时检测从第一料辊20牵引出的包装带170在加工工位130上是否偏移,例如,纠偏传感器41可检测出偏移值来反馈是否偏移,此时,若偏移值为0,则纠偏驱动装置42不动作,若偏移值不为0,此时,纠偏驱动装置42根据实际的偏移值来驱动第二安装座120在第一料辊20的轴向上运动,从而实现纠偏,由上,采用纠偏传感器41进行偏移判断,可降低纠偏误差。
43.具体地,纠偏传感器41为对射光电传感器,此处,对射光电传感器为市场可直接采购的部件,无需专门制造,节约成本,简化结构;同时,对射光电传感器的检测原理可由现有技术中获知,此处不再进行赘述。
44.本实施例还包括调节结构140,纠偏传感器41为对射光电传感器;所述对射光电传感器通过所述调节结构140安装在所述机架10上,所述调节结构140可供手操作以操作所述对射光电传感器沿所述第一料辊20的轴向运动;如此,可根据不同宽度的外部包装带170来调整对射光电传感器的轴向位置,提高实用性。
45.本实施例的第二纠偏装置50可采用与本实施例第一纠偏装置40相同的结构,也可采用与本实施例第一纠偏装置40不同的结构。
46.具体地,调节结构140包括可运动设置在机架10上的活动块141和螺旋测微器142,螺旋测微器142具有伸缩杆,螺旋测微器142的外壳安装在机架10上,且伸缩杆与活动块141连接;对射光电传感器安装在安装块上;这样,通过旋转螺旋测微器142的旋钮可使伸缩杆伸缩而带动活动块141运动,进而调节对射光电传感器的位置,调节便捷、精准。
47.由于在加工过程中,需要逐段牵引包装带170,以使包装带170逐段进入加工工位130,在其他实施例中,可采用一个牵引装置150进行逐次牵引,具体,通过牵引装置150夹紧经过加工工位130的包装带170向后移动来将包装带170拉入加工工位130,之后牵引装置150松开包装带170往前运动后再次夹紧包装带170,以继续下一次牵引,从而将包装带170
逐段牵引至加工工位130内;然而,包装带170在上一牵引过程中被拉动变形,此处,牵引装置150松开包装带170再向前运动后夹紧包装带170时,存在牵引装置150夹紧不到位,或者牵引时只能张紧包装带170而不能实现包装带170运动,即牵引不到位等情况,从而影响后续加工精度。
48.本实施例还包括两个牵引装置150,两个所述牵引装置150用于交替夹紧穿过所述加工工位130的两条外部包装带170并向远离所述加工工位130的方向牵引;以下为了便于理解,将两个牵引装置150分别称之为前牵引装置150和后牵引装置150,此处,前牵引装置150和后牵引装置150并不专门指代任意一牵引装置150。
49.由于在加工过程中,需要逐段牵引包装带170,以使包装带170逐段进入加工工位130,然而,包装带170本实施例中,为了在牵引时保持包装带170的张紧,在上述结构的基础上,牵引包装带170时,采用前牵引装置150夹紧穿过所述加工工位130的包装带170并向远离加工工位130方向拉动包装带170后,使前牵引装置150保持夹紧,此时,包装带170处于第一料辊20和第二料辊30分别和前牵引装置150之间的部分保持张紧,再采用后牵引装置150位于前牵引装置150和加工工位130之间的两包装带170,可确保对包装带170的夹持到位,之后进行牵引可确保牵引到位,提高牵引时的精度,以确保后续加工精度。
50.本实施例的所述牵引装置150包括牵引驱动装置151和夹紧结构,所述夹紧结构用于夹紧外部包装带170,所述牵引驱动装置151用于带动所述夹紧结构沿所述加工工位130和所述夹料工位的分布方向运动。
51.本实施例还还包括限位结构160,所述限位结构160用于对两所述牵引装置150的牵引行程进行限定,以避免牵引过度。
52.本实施例的所述牵引装置150包括牵引驱动装置151和夹紧结构,所述夹紧结构用于夹紧外部包装带170,所述牵引驱动装置151用于带动所述夹紧结构沿所述加工工位130和所述夹料工位的分布方向运动。
53.在其他实施例中,限位结构160可采用限位块,在限位块与夹紧结构相抵时,可阻止夹紧结构继续运动,从而实现牵引装置150牵引行程的限位。
54.本实施例的限位结构160包括两个限位组件,两限位组件用于分别对应对两夹紧结构的运动行程进行限定,以控制牵引装置150牵引所需行程。
55.具体地,限位组件包括设置在机架10上的两终止工位,各终止工位分别设置有检测器161;检测器161用于检测终止工位内是否有对应夹紧结构;牵引驱动装置151用于根据对应检测器161的检测结果进行运作;可以理解地是,一个牵引驱动装置151对应一限位结构160,对应的限位结构160包括两个终止工位,每个终止工位设有检测器161;这样,在检测器161检测到终止工位内有夹紧结构时即停止牵引驱动装置151对夹紧结构的驱动。
56.本实施例的夹紧结构包括第三安装座154、夹紧驱动装置152和两夹件153;至少一个夹件153可运动设置并在运动时使两夹件153彼此靠合或分离;两个夹件153靠合时配合夹紧两外部包装带170;各夹件153均设置在第三安装座154上;夹紧驱动装置152用于驱动可运动的夹件153运动;牵引驱动装置151用于带动第三安装座154运动;此时,采用夹件153夹紧,夹持牢固。
57.现有为充分利用包装带170,电池极片在包装带170上的间隙较小,而牵引装置150在夹紧时常夹持在包装带170位于电池极片之间的部分,因此,为适用于上述间隙较小的使
用环境,本实施例的各夹件153靠近另一夹件153一侧的宽度均小于其远离另一夹件153一侧的宽度,如此,夹件153靠近另一夹件153一侧的宽度较小,适用于上述较小的间隙,而夹件153远离另一夹件153一侧的宽度较大,确保整体强度。
58.本实施例的两个夹件153均可运动设置,可提高彼此靠合和分离的效率。
59.具体地,夹紧驱动装置152包括与两个夹件153一一对应的两个气缸,气缸用于驱动对应夹件153运动,两夹件153分开控制,控制更灵活。
60.本实施例的两所述牵引装置150沿垂直于其牵引方向的水平方向分布,且两所述牵引装置150的所述夹件153在两所述牵引装置150的分布方向上交错设置,即,两牵引装置150共用垂直于其牵引方向上的空间,以缩小整体体积;任意一所述牵引装置150的两所述夹件153彼此分离时可供剩余一所述牵引装置150彼此靠合的两所述夹件153穿过,可以理解地是,两夹件153分离时的距离大于两夹件153靠合时的总高度;如此,在靠近夹料工位的牵引装置150(以下该牵引装置150称为前牵引装置150)保持夹紧包装带170时,通过控制位于前牵引装置150远离夹料工位一侧的牵引装置150(以下该牵引装置150称为后牵引装置150)的两夹件153分离,如此,后牵引装置150在向夹料工位运动时,可实现两牵引装置150的夹件153互不干扰。
61.需要说明地是,本实施例的包裹装置60和制袋装置70的具体结构可由现有技术中获知,比如,参考专利号为cn209159026u-一种极片制袋机构的现有文献,此处不再进行赘述。
62.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。