1.本发明属于粉末冶金技术领域,涉及制备合金粉末的装置、方法及应用该粉末制备靶材的方法,其中,合金粉末为高铝含量钛铝合金球形粉末。
背景技术:
2.钛铝合金是一种真空镀膜用合金溅射靶材,在该合金中通过调配钛与铝的含量可以获得不同特性的钛铝合金靶材。钛铝金属间化合物属于硬脆材料,具有很好的耐磨性:例如,在普通刀具表面覆着一层钛铝金属间化合物,可有效延长刀具的使用时间;配合氮气放电起弧实施溅射,可获得高硬度、低摩擦系数的表面膜,特别适合各种刀具、模具和其它易损件的表面涂层,因此在机械加工行业具有较好的应用前景。然而,在镀膜过程中,钛铝靶材性能将影响镀膜层的质量,其中,靶材纯度越高、组织均匀形且晶粒尺寸越小、靶材致密度越高,越有利于镀膜过程的顺利进行和高质量膜的制备。
3.根据钛铝合金的性能差异,传统钛铝靶材的制备工艺为铸造法和粉末冶金法。其中,铸造法是将冶炼的不同成分的钛铝合金,浇铸成铸锭并进行机加成靶材,由于铝、钛都属于活泼元素,在浇铸过程出现铝热反应导致沸腾现象,最终形成的钛铝靶材缩孔较多,组织不均匀且粗大。而传统的粉末冶金法是将纯钛粉和纯铝粉按照原子比进行混合,混合后的粉末经过冷压烧结或直接热等静压制备成靶材,该上述方法使用原材料均为两种粉末的混合粉末并非钛铝间化合物,因此上述方法得到的钛铝合金会存在组织、成分不均匀的缺点,不利于靶材的溅射;同时混合粉中铝粉末的存在会导致热等静压超过500℃以上发生铝热反应烧损钢包套,且500℃以下的热等静压温度不利于钛铝靶材致密化。
4.针对上述问题,现有技术提出了利用等离子旋转电极法(prep)和氩气雾化法(aa)生产的金属球形粉末制备靶材。prep法制粉原理是采用等离子弧熔化高速旋转合金电极棒端,在离心力作用下棒材熔化的金属从电极棒边缘飞出形成液滴,液滴在飞行过程中冷却凝固成球状合金粉末,粉末具有高球形度、高纯净度和低气体含量等特点;而根据钛铝合金性质可知,随着al元素原子质量分数(at.%)的增加(≥40%),钛铝合金的塑性逐渐降低,合金最高的延伸率也不足1%,导致机加过程中极易断裂,无法作为高速旋转母合金棒材直接制粉。aa法制粉原理是在坩埚中熔化并配比成所需合金的金属溶液,金属溶液随后通过导流管流入雾化室中,流动过程液滴被高速惰性气体吹散破碎,并快速凝固成金属粉末;而该方法制备的球形粉末存在形貌含有大量粘连的卫星粉,气体含量较高、引入坩埚杂质及空心粉较多等缺点,且采用该方法制备粉末为原材料的热等静压靶材存在纯度不高,空心粉无法消除、导致靶材致密度降低的问题。
技术实现要素:
5.本发明的目的在于克服上述现有技术的缺点,提供一种钛铝靶材的制备方法,解决传统机械混合粉末热压成形制备的钛铝靶材和铸造制备的钛铝靶材纯净度低、组织不均匀、晶粒组织粗大、致密度低等问题。
6.为实现上述目的,本发明提供了如下技术方案:一方面,本发明提供了一种制备高铝含量钛铝合金球形粉末的装置,包括用以提供制粉气氛的雾化舱室,所述雾化舱室的一侧分布有真空控制系统、驱动电机,另一侧分布有等离子枪冷却及控制系统,惰性气体组件;所述雾化舱室通过其底部的转动下粉嘴与纯铝粉末收集器或钛铝粉末收集器相连通;所述真空控制系统通过真空管路与雾化舱室相连通,所述驱动电机连接纯铝棒材;所述等离子枪冷却及控制系统中的等离子枪安装于雾化舱室的内壁,所述等离子枪与惰性气体组件的送粉管路相连,所述送粉管路与装有纯钛粉的粉末输送器相连;所述等离子枪与纯铝棒材的中心轴线位于同一直线上。
7.进一步,所述粉末输送器包括输送器本体;所述粉末输送器本体的顶部分别设置有加料阀门、真空组件,所述加料阀门、真空组件均与粉末输送器本体内的脱气仓相连;所述脱气仓的底部通过下粉流量控制器与送粉管路相连通。
8.进一步,所述脱气仓的外部缠绕有加热电阻圈。
9.进一步,所述等离子枪包括枪体及安装在枪体端部的枪头,所述枪头包括位于中心的进气及粉末输送管路,所述进气及粉末输送管路的外部分布有冷却管路,所述冷却管路连通至等离子枪阳极;所述进气管路的出气端连接有等离子枪阴极,所述等离子枪阴极和等离子枪阳极之间设置有绝缘板。
10.另一方面,本发明还提供了一种制备高铝含量钛铝合金球形粉末的方法,应用如上部分或全部所述的装置制备高铝含量钛铝合金球形粉末,具体步骤如下:1)制备纯度≥99.99%的纯铝棒材;2)对所述纯铝棒材进行机械加工处理;3)将步骤2)处理后的纯铝棒材放入雾化舱室中,且一端连接至驱动电机;4)启动真空控制系统对雾化舱室抽真空,保证真空度≤1.0
×
10-4 pa;5)将传统prep制备的纯钛球形粉末放入脱气仓内,进行真空加热脱气;6)经送粉管路充入恒定压力的ar he混合气体至等离子枪内,开启等离子枪产生等离子火焰;同时启动驱动电机带动纯铝棒材旋转,所述纯铝棒材以恒定速度靠近等离子火焰;纯铝棒材顶端熔化形成熔池,纯铝溶液在离心力下甩出形成铝粉,旋转转动下粉嘴至纯铝粉末收集器中收集铝粉;7)熔炼过程中,打开下粉流量控制器,将恒定流量的纯钛粉输送至ar he混合气管路中并从等离子枪喷入纯铝熔池中,旋转转动下粉嘴至钛铝粉末收集器中收集钛铝粉末。
11.进一步,所述步骤5)具体包括:将纯钛球形粉末装入脱气仓内,对脱气仓进行抽真空:当脱气仓的真空度≤1.1
×
10-4 pa后,加热脱气仓的温度至300℃~400℃内,保温时间≥2h;当脱气仓的真空度≤1.1
×
10-4 pa后,停止脱气;其中,所述纯钛球形粉末的粒度为90μm~212μm,纯度≥99.99%。
12.进一步,所述步骤6)的ar he混合气体中,ar与he的体积比为7:3,混合气体的气体压力为1.6pa~2.0pa;所述等离子枪的熔化功率为12~18kw,所述纯铝棒材的旋转速度为20000~30000r/min,熔化速度为20~100mm/min。
13.进一步,所述步骤7)中钛粉的输送时机为:当纯铝棒材熔炼至其长度的1/3处时,将恒定流量的钛粉输送至至ar he送粉管路
中,所述钛粉的流量为50g/min~5000g/min。
14.此外,本发明还提供了一种制备高铝含量钛铝合金靶材的方法,具体步骤如下:步骤一、将钛铝合金球形粉末进行筛分,获得粉末粒度≥53μm的钛铝合金球形粉末,所述钛铝合金球形粉末采用上述方法制备得到;步骤二、将钛铝合金球形粉末装入低碳钢包套中,对装有钛铝合金球形粉末的包套抽真空,当真空度≤1.0
×
10-4 pa后,加热包套至温度为100℃~200℃,保持至少5h后将包套焊接密封;步骤三、对装有钛铝合金球形粉末的包套进行热等静压处理得到带有包套的钛铝合金靶材,所述热等静压处理的温度为500℃~1200℃,压力≥110mpa,时间2h~5h;步骤四、将带有包套的钛铝合金靶材放入稀盐酸中,直至钛铝靶材表面的包套全部溶解;步骤五、对获得的钛铝合金靶材进行表面抛光及打磨。
15.进一步,所述稀盐酸的浓度为60%。
16.与现有技术相比,本发明提供的技术方案包括以下有益效果:将纯铝棒材及纯钛粉末结合prep技术制备出高纯净度、低空心粉率、高球形度的高铝含量的钛铝合金球形粉末及致密度高、成分、组织均匀的钛铝合金靶材。该装置克服了传统prep方法无法制备高铝含量的钛铝合金球形粉末的缺陷,制备出高铝含量的钛铝合金球形粉末;同时避免了传统混合粉末热等静压过程的铝热反应,提高了钛铝合金的热等静压处理温度,对钛铝合金靶材的组织改善提供了便利。
附图说明
17.此处的附图被并入说明书中并构成本说明书的一部分,与说明书一起用于解释本发明的原理。
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
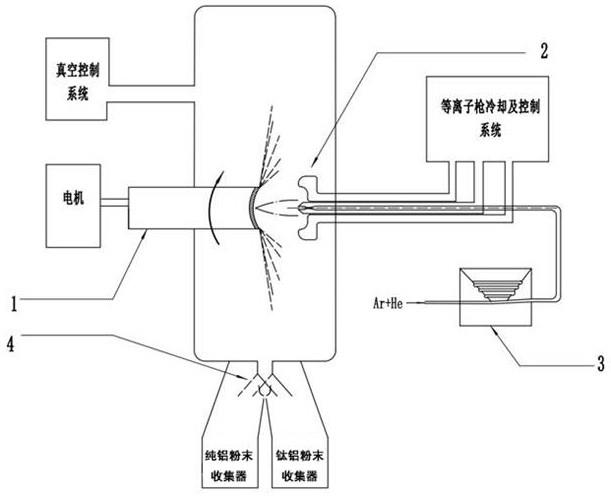
19.图1为本发明提供的一种制备高铝含量钛铝合金球形粉末的装置的结构图;图2为本发明提供的等离子枪的结构图;图3为本发明提供的粉末输送器的结构图;图4 为纯钛粉末实物图;图5为纯铝棒材实物图;图6为机械混合钛铝粉末实物图;图7为气雾化钛铝合金粉末实物图;图8为图7的截面形貌图;图9为本发明制备的钛铝合金粉末实物图;图10为图9的截面图;图11为钛-铝混合粉末热压钛铝靶材的金相组织图;图12为熔炼浇铸钛铝靶材的金相组织图;图13为本发明制备的钛铝靶材的金相组织图。
20.其中:1、纯铝棒材;2、等离子枪;3、粉末输送器;4、转动下粉嘴;2-1、等离子火焰;2-2、纯钛球形粉末;2-3、绝缘板;2-4、等离子枪阴极;2-5、等离子枪阳极;3-1、加料阀门;3-2、脱气仓;3-3、加热电阻圈;3-4、钛粉;3-5、下粉流量控制器。
具体实施方式
21.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与所附权利要求书中所详述的、本发明的一些方面相一致的装置、方法的例子。
22.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图及实施例对本发明作进一步详细描述。
23.一方面,结合图1-3所示,本发明提供了一种制备高铝含量钛铝合金球形粉末的装置,包括用以提供制粉气氛的雾化舱室,所述雾化舱室的一侧分布有真空控制系统、驱动电机,另一侧分布有等离子枪冷却及控制系统,惰性气体组件;所述雾化舱室通过其底部的转动下粉嘴4与纯铝粉末收集器或钛铝粉末收集器相连通;所述真空控制系统通过真空管路与雾化舱室相连通,所述驱动电机连接纯铝棒材1;所述等离子枪冷却及控制系统中的等离子枪2安装于雾化舱室的内壁,所述等离子枪2与惰性气体组件的送粉管路相连,所述送粉管路与装有钛粉3-4的粉末输送器3相连;所述等离子枪2与纯铝棒材1的中心轴线位于同一直线上。
24.进一步,所述粉末输送器3包括输送器本体;所述粉末输送器本体的顶部分别设置有加料阀门3-1、真空组件,所述加料阀门3-1、真空组件均与粉末输送器本体内的脱气仓3-2相连;所述脱气仓3-2的底部通过下粉流量控制器3-5与送粉管路相连通。
25.进一步,所述脱气仓3-2的外部缠绕有加热电阻圈3-3。
26.进一步,所述等离子枪2包括枪体及安装在枪体端部的枪头,所述枪头包括位于中心的进气及粉末输送管路,所述进气及粉末输送管路的外部分布有冷却管路,所述冷却管路连通至等离子枪阳极2-5;所述进气管路的出气端连接有等离子枪阴极2-4,所述等离子枪阴极2-4和等离子枪阳极2-5之间设置有绝缘板2-3。
27.另一方面,本发明还提供了一种制备高铝含量钛铝合金球形粉末的方法,应用如上部分或全部所述的装置制备高铝含量钛铝合金球形粉末,具体步骤如下:1)制备纯度≥99.99%的高纯度纯铝棒材1;2)对所述纯铝棒材1进行机械加工处理;3)将步骤2)处理后的纯铝棒材1放入雾化舱室中,且一端连接至驱动电机;4)启动真空控制系统对雾化舱室抽真空,保证真空度≤1.0
×
10-4 pa;5)将传统prep制备的纯钛球形粉末2-2放入脱气仓3-2内,进行真空加热脱气;6)经送粉管路充入恒定压力的ar he混合气体至等离子枪2内,开启等离子枪2产生等离子火焰2-1;同时启动驱动电机带动纯铝棒材1旋转,所述纯铝棒材1以恒定速度靠近等离子火焰2-1;纯铝棒材顶端熔化形成熔池,纯铝溶液在离心力下甩出形成铝粉,旋转转动下粉嘴4至纯铝粉末收集器中收集铝粉;7)熔炼过程中,打开下粉流量控制器3-5,将恒定流量的钛粉3-4输送至送粉管路
中并从等离子枪2喷入纯钛熔池中,旋转转动下粉嘴4至钛铝粉末收集器中收集钛铝粉末。
28.进一步,所述步骤5)具体包括:将纯钛球形粉末2-2装入脱气仓3-2内,对脱气仓3-2进行抽真空:当脱气仓3-2的真空度≤1.1
×
10-4 pa后,加热脱气仓3-2的温度至300℃~400℃内,保温时间≥2h;当脱气仓3-2的真空度≤1.1
×
10-4 pa后,停止脱气;其中,纯钛球形粉末2-2的粒度为90μm~212μm,纯度≥99.99%。
29.进一步,所述步骤6)的ar he混合气体中,ar与he的体积比为7:3,混合气体的气体压力为1.6pa~2.0pa;所述等离子枪2的熔化功率为12~18kw,所述纯铝棒材1的旋转速度为20000~30000r/min,熔化速度为20~100mm/min。
30.进一步,所述步骤7)中钛粉3-4的输送时机为:当纯铝棒材1熔炼至其长度的1/3处时,将恒定流量的钛粉3-4输送至至ar he送粉管路中,所述钛粉3-4的流量为50g/min~5000g/min。
31.此外,本发明还提供了一种制备高铝含量钛铝合金靶材的方法,具体步骤如下:s1、采用定向凝固法备出纯度≥99.99%高纯度的纯铝棒材1;s2、将纯铝棒材1进行机械加工得到用于制粉的光棒,棒材尺寸为φ80mm
×
400mm~800mm;s3、将纯铝棒材1放入雾化舱室中,且一端连接至驱动电机;s4、启动真空控制系统对雾化室进行抽真空,保证雾化室真空度≤1.0
×
10-4 pa;s5、将传统prep制备的纯钛球形粉末2-2放入脱气仓3-2内,进行真空加热脱气;s6、经送粉管路充入恒定压力的ar he混合气体至等离子枪2内,开启等离子枪2产生等离子火焰2-1;同时启动驱动电机带动纯铝棒材1旋转,所述纯铝棒材1以恒定速度靠近等离子火焰2-1;纯铝棒材1顶端熔化形成熔池,纯铝溶液在离心力下甩出形成铝粉,旋转转动下粉嘴4至纯铝粉末收集器中收集铝粉;s7、熔炼过程中,打开下粉流量控制器3-5,将恒定流量的钛粉3-4输送至ar he混合气管路中并从等离子枪2喷入纯铝熔池中,旋转转动下粉嘴4的角度至钛铝粉末收集器中收集钛铝粉末;s8、将制备的钛铝粉末进行筛分,获得粉末粒度≥53μm的钛铝合金球形粉末;s9、将钛铝合金球形粉末装入固定尺寸的低碳钢包套中,对装有钛铝合金球形粉末的包套抽真空至真空度≤1.0
×
10-4 pa后,加热包套温度至100℃~200℃、保持至少5h后抽将包套焊接密封;s10、对装有钛铝合金球形粉末的包套进行热等静压处理得到带有包套的钛铝合金靶材,所述热等静压处理的温度为500℃~1200℃,压力≥110mpa,时间2h~5h;s11、将带有包套的钛铝合金靶材放入浓度为60%的稀盐酸中,直至钛铝靶材表面的钢包套全部溶解;s12、对获得的钛铝靶材进行表面抛光及打磨,获得固定尺寸的钛铝靶材。
32.本发明提供的技术方案是将熔化的纯钛粉末结合等离子枪火焰喷至高速旋转的纯铝棒材熔化端面,通过钛粉流量获得高纯净度、低空心粉率、高球形度的高铝含量的钛铝合金球形粉末;并通过热等静压方法制备出致密度高、成分、组织均匀的钛铝合金靶材。本发明克服了传统prep方法无法制备高铝含量的钛铝合金球形粉末不足;同时避免了传统混
合粉末热等静压过程的铝热反应,提高了钛铝合金的热等静压处理温度,对钛铝合金靶材的组织改善提供了便利。
33.实施例1本实施例提供了一种高品质ti
60
al
40
钛铝合金球形粉末及其靶材制备方法,具体按照以下步骤进行:步骤1、采用定向凝固法备出纯度≥99.99%的纯铝棒材1;步骤2、将纯铝棒材1进行机械加工得到用于制粉的光棒,棒材尺寸为φ80mm
×
700mm;步骤3、将纯铝棒材1放入雾化舱室中,棒材一端连接至驱动电机;步骤4、对雾化室进行抽真空,雾化室真空度≤1.0
×
10-4 pa;步骤5、将粒度为90μm~212μm,纯度≥99.99%的纯钛球形粉末2-2放入脱气仓3-2中,对脱气仓3-2进行抽真空,真空度≤1.1
×
10-4 pa后,加热脱气仓3-2温度至300℃~400℃内,保温时间为3h,真空度再次≤1.1
×
10-4 pa后停止脱气;步骤6、经送粉管路向等离子枪2中充入压力为1.8pa,体积比为7:3(ar:he)的ar he混合气体,控制等离子枪2的熔化功率为15kw的等离子火焰2-1,同时将转速20000r/min纯铝棒材1按照23mm/min的速率靠近等离子火焰2-1进行熔炼,将粉末收集器的转动下粉嘴4转至纯铝粉末收集器中收集铝粉;步骤7、纯铝棒材1熔炼1/3长度的时,打开钛粉3-4的下粉流量控制器3-5,将钛粉3-4按照1000g/min
±
100g/min流量,输送至ar he混合气管路中并从等离子枪2喷入纯铝熔池中,同时旋转转动下粉嘴4的角度至钛铝粉末收集器中收集钛铝粉末;步骤8、将制备的钛铝粉末进行筛分,获得53μm~180μm粒度段ti
60
al
40
粉末;ti
60
al
40
球形粉末的成分及性能如下表1所示,所制备的钛铝合金粉末满足ti
60
al
40
元素原子占比要求,粉末性能良好。
34.表1
ꢀꢀ
ti
60
al
40
球形粉末的元素原子比、球形度及氧含量步骤9、将ti
60
al
40
粉末装入φ300mm
×
150mm的低碳钢包套中,对装有钛铝粉末的包套进行抽真空,至真空度≤1.0
×
10-4 pa后,加热包套温度至150℃、保持5h后抽将包套焊接密封;步骤10、对钛铝合金包套进行热等静压,热等静压温度为1100℃
±
10℃,压力为130mpa
±
10mpa,时间为2h;步骤11、将热等静压完成的钛铝合金靶材包套放入浓度为60%的稀盐酸中,直至钛铝靶材表面的钢包套全部溶解;步骤12、对去除包套的钛铝靶材进行表面打磨及抛光,获得φ250mm
×
110mm的钛铝靶材;ti
60
al
40
靶材的性能如下表2所示。
35.表2
ꢀꢀ
ti
60
al
40
靶材性能
实施例2本实施例提供了一种高品质ti
20
al
80
钛铝合金球形粉末及其靶材制备方法,具体按照以下步骤进行:步骤1、采用定向凝固法备出纯度≥99.99%纯铝棒材1;步骤2、将纯铝棒材1进行机械加工得到用于制粉的光棒,棒材尺寸为φ80mm
×
700mm;步骤3、将纯铝棒材1放入雾化舱室中,棒材一端连接至驱动电机;步骤4、对雾化室进行抽真空,雾化室真空度≤1.0
×
10-4 pa;步骤5、将粒度为90μm~212μm,纯度≥99.99%的纯钛球形粉末2-2放入脱气仓3-2中,对脱气仓3-2进行抽真空,真空度≤1.1
×
10-4 pa后,加热脱气仓温度至300℃~400℃内,保温时间为3h,真空度再次≤1.1
×
10-4 pa后停止脱气;步骤6、经送粉管路向等离子枪中充入压力为1.6pa,体积比为7:3(ar:he)的ar he混合气体,控制等离子枪的熔化功率为18kw的等离子火焰,同时将转速22000r/min纯铝棒材1按照20mm/min的速率靠近等离子枪火焰2-1进行熔炼,将粉末收集器的转动下粉嘴4转至铝粉末收集器中收集铝粉;步骤7、纯铝棒材熔炼1/3长度的时,打开钛粉3-4的下粉流量控制器3-5,将钛粉3-4按照500g/min
±
100g/min流量,输送至ar he混合气管路中并从等离子枪2喷入纯铝熔池中,同时旋转转动下粉嘴4的角度至钛铝粉末收集器中收集钛铝粉末;步骤8、将制备的钛铝粉末进行筛分,获得90μm~180μm粒度段ti
20
al
80
粉末;ti
20
al
80
球形粉末的成分及性能如下表3所示,所制备的钛铝合金粉末满足ti
20
al
80
元素原子占比要求,粉末性能良好。
36.表3
ꢀꢀ
ti
20
al
80
球形粉末的元素原子比、球形度及氧含量步骤9、将ti
20
al
80
粉末装入φ350mm
×
200mm的低碳钢包套中,对装有钛铝粉末的包套进行抽真空,至真空度≤1.0
×
10-4 pa后,加热包套温度至100℃、保持8h后抽将包套焊接密封;步骤10、对钛铝合金包套进行热等静压,热等静压温度为600℃
±
10℃,压力为130mpa
±
10mpa,时间为2h;步骤11、将热等静压完成的钛铝合金靶材包套放入浓度为60%的稀盐酸中,直至钛铝靶材表面的钢包套全部溶解;步骤12、对去除包套的钛铝靶材进行表面打磨及抛光,获得φ300mm
×
180mm的钛铝靶材;ti
20
al
80
靶材的性能如下表4所示。
37.表4
ꢀꢀ
ti
20
al
80
靶材性能
实例3本实施例提供了一种高品质ti
50
al
50
钛铝合金球形粉末及其靶材制备方法,具体按照以下步骤进行:步骤1、采用定向凝固法备出纯度≥99.99%纯铝棒材1;步骤2、将纯铝棒材1进行机械加工得到用于制粉的光棒,棒材尺寸为φ80mm
×
700mm;步骤3、将纯铝棒材1放入雾化舱室中,棒材一端连接至驱动电机;步骤4、对雾化室进行抽真空,雾化室真空度≤1.0
×
10-4 pa;步骤5、将粒度为90μm~212μm,纯度≥99.99%的纯钛球形粉末2-2放入脱气仓3-2中,对脱气仓3-2进行抽真空,真空度≤1.1
×
10-4 pa后,加热脱气仓3-2温度至300℃~400℃内,保温时间时间为3h,真空度再次≤1.1
×
10-4 pa后停止脱气;步骤6、经送粉管路向等离子枪2中充入压力为2.0pa,体积比为7:3(ar:he)的ar he混合气体,控制等离子枪为12kw的等离子火焰2-1,同时将转速为25000r/min
±
50r/min纯铝棒材1按照100mm/min速率靠近等离子火焰2-1进行熔炼,同时旋转转动下粉嘴4转至铝粉末收集器中收集铝粉;步骤7、纯铝棒材1熔炼1/3长度的时,打开钛粉3-4的下粉流量控制器3-5,将钛粉3-4按照2200g/min
±
100g/min流量,输送至ar he混合气管路中并从等离子枪2喷入纯铝熔池中,同时旋转下粉嘴4的角度至钛铝粉末收集器中收集钛铝粉末;步骤8、将制备的钛铝粉末进行筛分,获得53μm~106μm粒度段ti
50
al
50
粉末;ti
50
al
50
球形粉末的成分及性能如下表5所示,所制备的钛铝合金粉末满足ti
50
al
50
元素原子占比要求,粉末性能良好。
38.表5
ꢀꢀ
ti
50
al
50
球形粉末的元素原子比、球形度及氧含量步骤9、将ti
50
al
50
粉末装入φ130mm
×
100mm的低碳钢包套中,对装有钛铝粉末的包套进行抽真空,至真空度≤1.0
×
10-4 pa后,加热包套温度至200℃、保持5h后抽将包套焊接密封;步骤10、对钛铝合金包套进行热等静压,热等静压温度为930℃
±
10℃,压力120mpa
±
10 mpa,时间2h;步骤11、将热等静压完成的钛铝靶材包套放入浓度为60%的稀盐酸中,直至钛铝靶材表面的钢包套全部溶解;步骤12:对去除包套的钛铝靶材进行表面打磨及抛光,获得的φ95mm
×
60mm钛铝靶材;ti
50
al
50
靶材的性能如下表6所示。
39.表6
ꢀꢀ
ti
50
al
50
靶材性能
图4 为纯钛粉末实物图,图5为纯铝棒材实物图,图6为机械混合钛铝粉末实物图,图7为气雾化钛铝合金粉末实物图,图8为图7的截面形貌图,图9为本发明制备的钛铝合金粉末实物图,图10为图9的截面图。从图6-10中可以看出本发明制备的钛铝合金粉末球形度高,无空心粉,性能优于机械混合粉末和气雾化制备的钛铝粉末;图11-13为钛-铝混合粉末热压钛铝靶材、熔炼浇铸钛铝靶材及本发明制备的钛铝靶材金相组织形貌,从图中可以看出,本发明制备的钛铝合金靶材组织细小均匀,无单质相存在。
40.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。
41.应当理解的是,本发明并不局限于上述已经描述的内容,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。