1.本发明涉及钢轨端面打磨砂轮的制备设备领域,尤其涉及一种钢轨端面打磨砂轮的成孔工装。
背景技术:
2.随着我国高速铁路以及重载铁路的里程不断增加,轮轨间传递的载荷日益增大,钢轨磨耗、损伤等现象也日趋严重。与更换受损钢轨相比,钢轨打磨是最为经济有效的钢轨表面维护和保养措施。
3.目前国内主要采用主动打磨技术,使用重负荷粗磨树脂砂轮,利用砂轮的端面对钢轨进行打磨。由于钢轨表面存在铁锈、灰尘等异物,以及打磨过程产生大量铁屑,在打磨面铁屑易粘附在砂轮打磨端面,从而堵塞砂轮,堵塞砂轮在打磨钢轨的过程中以摩擦为主,摩擦产生的大量热量易产生烧轨现象,因此需要一种可以方便生产带孔的钢轨端面打磨砂轮的工装。
技术实现要素:
4.为解决上述问题,本发明提供了一种钢轨端面打磨砂轮的成孔工装,本发明是这样实现的:
5.一种钢轨端面打磨砂轮的成孔工装,包括,环状的底板,平置于转盘上,所述底板的内圈套设有筒状的模芯,所述模芯的内壁上十字交错且间隔设置有一对取芯杆;成孔板,套设于所述模芯的外周且位于所述底板的上端,所述成孔板与所述底板之间形成成型腔,所述成孔板包括分体设置的压板、顶板以及推板,所述压板的下端表面圆周阵列设置若干列压头,所述压板上圆周阵列开设若干通孔组,所述顶板贴设于所述压板的上端表面,所述顶板上开设若干与所述通孔组相对应的沉头螺孔组,所述顶板上可拆卸设置成型杆,所述成型杆贯穿所述顶板以及压板伸入所述成型腔内,所述推板贴设于所述顶板的上端表面;环状的模盖,所述模盖套设于所述模芯的外周且位于所述成孔板的上端;筒状的模框,所述模框套设于所述底板以及所述成孔板的外周。
6.作为进一步改进的,所述底板的上端表面间隔开设若干个容置盲孔。
7.作为进一步改进的,所述通孔组具体包括从所述压板靠近内圈的一侧朝外圈依次间隔设置的第一通孔组、第二通孔组以及第三通孔组,所述第一通孔组以及所述第二通孔组各包括12个成型通孔,所述第三通孔组包括24个成型通孔。
8.作为进一步改进的,所述第一通孔组、第二通孔组以及第三通孔组的所述成型通孔的轴心与所述压板的轴心的连线互不共线。
9.作为进一步改进的,所述顶板上还开设有若干不与所述通孔组对应的退杆螺孔组,所述退杆螺组内可拆卸设置有退杆螺栓,定义所述成型杆伸出所述顶板部分的长度为l,所述顶板的厚度为d,所述退杆螺栓的螺杆长度为l,则有l>l d。
10.作为进一步改进的,所述成型杆包括杆头,所述杆头的下端一体成型设置斜锥杆
体,所述斜锥杆体的锥度为1:50,所述斜锥杆体远离所述杆头的一端设置半球状的圆头部。
11.本发明的有益效果在于:
12.1.通过设置压板、顶板以及推板并且在压板的下端表面圆周阵列设置若干列压头,实现了在打磨砂轮成型过程中由所述压头在打磨砂轮的摩擦面形成若干摩擦凸起开刃面。
13.2.通过在压板上开设若干通孔组,且在顶板上开设与通孔组对应的沉头螺孔组,在沉头螺孔组内可拆卸设置成型杆,实现了在对打磨砂轮的开刃面进行成型时同时在打磨砂轮上成型散热孔,具有散热孔的打磨砂轮相比传统的打磨砂轮具有更高的散热性和排屑能力,能有效的降低磨削区域的热量以及磨削力。
附图说明
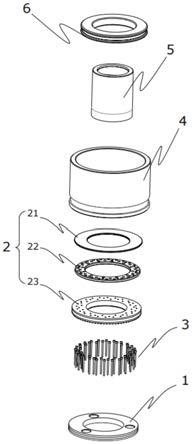
14.图1为本发明整体爆炸结构示意图。
15.图2为本发明加工成型的打磨砂轮整体结构示意图。
16.图3为本发明底板的结构示意图。
17.图4为本发明压板的结构示意图。
18.图5为本发明压板的正投影结构示意图。
19.图6为图5的后视图。
20.图7为本发明的顶板结构示意图。
21.图8为本发明的成型杆结构示意图。
具体实施方式
22.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
23.在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
24.一种钢轨端面打磨砂轮的成孔工装,包括,环状的底板1,平置于转盘上,所述底板1的内圈套设有筒状的模芯5,所述模芯5的内壁上十字交错且间隔设置有一对取芯杆;成孔板2,套设于所述模芯5的外周且位于所述底板1的上端,所述成孔板2与所述底板1之间形成成型腔,所述成孔板2包括分体设置的压板、顶板以及推板,所述压板的下端表面圆周阵列设置若干列压头232,所述压板上圆周阵列开设若干通孔组231,所述顶板贴设于所述压板的上端表面,所述顶板上开设若干与所述通孔组231相对应的沉头螺孔组221,所述顶板上可拆卸设置成型杆3,所述成型杆3贯穿所述顶板以及压板伸入所述成型腔内,所述推板贴设于所述顶板的上端表面;环状的模盖6,所述模盖6套设于所述模芯5的外周且位于所述成孔板2的上端;筒状的模框4,所述模框4套设于所述底板1以及所述成孔板2的外周。
25.在钢轨打磨过程中,由于砂轮的磨料浓度一般是高于70%的,并且形状大小各异,在砂轮中处于随机分布状态,在磨削过程中,打磨端面参与磨削的磨粒不到端面磨粒的总数的10%。除此之外,部分磨粒不仅不参与切削,还会与发生磨削作用的磨粒产生相互干扰,减少了砂轮磨削面的容屑与排屑空间,容易发生磨屑聚集现象,最终加大了磨削力和磨削温度,造成钢轨发蓝烧伤与钢轨表面打磨质量较差的后果。而通过本发明所提供的钢轨端面打磨砂轮的成孔工装生产出来的打磨砂轮在磨削过程中获得了更高的容屑和排屑空间,能有效的降低磨削区域的热量以及磨削力,获得更好的打磨质量。
26.打磨砂轮通常由基板和磨料组成,为了安装于打磨车上,基板上设置有凸起,凸起内部开设有螺纹孔。作为进一步改进的,所述基板的上端表面间隔开设若干个容置盲孔11。所述基板上的凸起可以容置于所述容置盲孔11内。
27.作为进一步改进的,所述通孔组231具体包括从所述压板靠近内圈的一侧朝外圈依次间隔设置的第一通孔组231a、第二通孔组231b以及第三通孔组231c,所述第一通孔组231a以及所述第二通孔组231b各包括12个成型通孔,所述第三通孔组231c包括24个成型通孔。其中,所述通孔组231主要开设于所述压板的环体中部,这保证了成型的打磨砂轮的成孔部分主要集中于打磨砂轮环体的中部,若开孔过于靠近环体的内圈或者外圈,则容易造成打磨砂轮本体出现裂纹或者崩坏。
28.作为进一步改进的,所述第一通孔组231a、第二通孔组231b以及第三通孔组231c的所述成型通孔的轴心与所述压板的轴心的连线互不共线。这使得打磨砂轮的各个成孔与打磨砂轮轴线的连线互不共线,保证了在磨削过程中各个成孔所产生的应力不会集中于一条线上,导致打磨砂轮沿应力集中线断裂。
29.作为进一步改进的,所述顶板上还开设有若干不与所述通孔组231对应的退杆螺孔组222,所述退杆螺组内可拆卸设置有退杆螺栓。在所述成型杆3需要进行脱模时,将所述退杆螺栓拧入所述退杆螺孔组222内,直至所述退杆螺栓抵接所述压板,继续拧动后将所述顶板顶起,带动所述成型杆3脱离打磨砂轮的胚体。因此,定义所述成型杆3伸出所述顶板部分的长度为l,所述顶板的厚度为d,所述退杆螺栓的螺杆长度为l,则有l>l d。
30.为减小所述成型杆3插入成型料时的阻力,作为进一步改进的,所述成型杆3包括杆头31,所述杆头31的下端一体成型设置斜锥杆体32,所述斜锥杆体32的锥度为1:50,所述斜锥杆体32远离所述杆头31的一端设置半球状的圆头部。
31.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。