1.本实用新型是关于一种模具,特别是关于一种复合材料方管成型模具。
背景技术:
2.复合材料在航空航天、轨道交通等轻量化领域应用越来越广泛,其中方管结构因其重量轻、刚度高等优点被广泛使用。复合材料异形方管采用常规模压成型工艺生产时易产生扭曲变形以及合模、脱模困难等问题。
3.因此,有必要提供一种复合材料方管成型模具,来接觉上述问题。
4.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本实用新型的目的在于提供一种复合材料方管成型模具,其能够快速的合模与脱模,还能降低方管扭曲变形的可能性。
6.为实现上述目的,本实用新型提供了一种复合材料方管成型模具,包括上模、下模以及内芯,所述上模和下模能够相互配置形成有加工腔,所述内芯放置于加工腔内,所述下模包括第一外模和第二外模,所述第一外模和第二外模为可拆卸连接。
7.在一个或多个实施方式中,所述第一外模和第二外模通过螺栓连接。
8.在一个或多个实施方式中,所述第一外模和第二外模中任一上设置有通孔,另一个则设置有螺纹孔,其中所述螺栓能够穿过所述第一外模或第二外模上的通孔与所述第二外模或第一外模上的螺纹孔螺纹连接。
9.在一个或多个实施方式中,所述下模上设置有至少一个定位凸台,所述上模上设置有与定位凸台相匹配的定位孔。
10.在一个或多个实施方式中,所述定位凸台的数量为四个,且分布于所述下模朝向所述上模一侧的四角。
11.在一个或多个实施方式中,所述下模朝向所述上模一侧还设置有起模槽,以便于方管成型后所述上模与下模的分离。
12.在一个或多个实施方式中,所述第一外模朝向第二外模一侧设置有分离槽,以便于方管成型后所述第一外模与第二外模的分离。
13.在一个或多个实施方式中,所述内芯包括芯体以及设置于芯体一端的连接杆,所述芯体能够放置于所述加工腔内。
14.与现有技术相比,根据本实用新型的复合材料方管成型模具,具有快速合模与脱模以及不易使方管在加工过程中产生扭曲变形的优点。
15.同时还能够保证产品的内、外部尺寸的精度,且具有结构简单,操作方便的优点。
附图说明
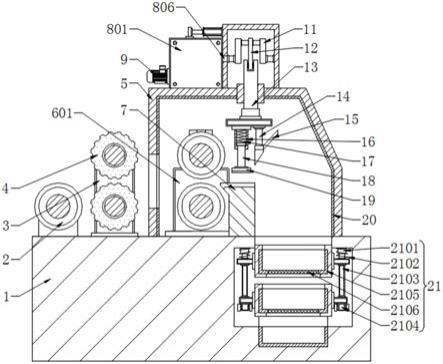
16.图1是根据本实用新型一实施方式的复合材料方管成型模具的示意图;
17.图2是根据本实用新型一实施方式的上模的示意图;
18.图3是根据本实用新型一实施方式的第一外模的示意图;
19.图4是根据本实用新型一实施方式的第二外模的示意图;
20.图5是根据本实用新型一实施方式的内芯的示意图。
21.主要附图标记说明:
22.1、上模;11、定位孔;2、下模;21、第一外模;22、第二外模;23、定位凸台;24、起模槽;25、通孔;26、螺纹孔;27、分离槽;3、内芯;31、芯体;32、连接杆;4、加工腔;5、螺栓。
具体实施方式
23.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
24.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
25.如图1所示,根据本实用新型一实施方式的复合材料方管成型模具,包括上模1、下模2以及内芯3。
26.如图1至图4所示,一具体实施方式中,上模1和下模2能够相互配置形成有加工腔4,内芯3可以放置于该加工腔4内,然后即可进行制作方管。从而具有结构简单,操作方便的优点。
27.如图1和图5所示,一具体实施方式中,内芯3包括芯体31以及设置于芯体31一端的连接杆32,芯体31能够放置于加工腔4内,连接杆32则是便于在使用者将芯体31安装或取出的作用。
28.如图1至图4所示,一具体实施方式中,下模2上设置有至少一个定位凸台23,上模1上设置有与定位凸台23相匹配的定位孔11。组装时,将上模1的定位孔11对准下模2的定位凸台23,即可起到精准组装复合材料方管成型模具的作用,能够保证产品的内、外部尺寸的精度。
29.如图1、图3和图4所示,一具体实施方式中,定位凸台23的数量为四个,且分布于下模2朝向上模1一侧的四角,从而起到加强定位下模2和上模1位置的作用。当然,定位凸台23可以为圆柱形,这样可以避免使用人员被定位凸台23划伤。
30.如图1所示,一具体实施方式中,下模2朝向上模1一侧还设置有起模槽24,在方管成型后,使用者可以从起模槽24处将上模1与下模2的分离,从而起到便于快速脱模的作用。
31.如图1、图3和图4所示,一具体实施方式中,下模2可以由第一外模21和第二外模22组装形成,即第一外模21和第二外模22为可拆卸连接。上模1和下模2则可以为卡接连接,从而起到便于合模与脱模的效果。
32.如图1所示,一具体实施方式中,第一外模21和第二外模22组通过螺栓5连接在一起的,从而起到便于第一外模21和第二外模22的组装和拆卸的作用。
33.如图1、图3和图4所示,一具体实施方式中,第一外模21上可以设置有通孔25,第二
外模22上可以设置有螺纹孔26,螺栓5的一端穿过通孔25并与螺纹孔26螺纹连接,实现将第一外模21和第二外模22的连接在一起的效果。当然也可是第一外模21上设置有螺纹孔26,第二外模22上设置有通孔25,螺栓5的一端穿过通孔25并与螺纹孔26螺纹连接,实现将第一外模21和第二外模22的连接在一起的效果。
34.如图1和图3所示,一具体实施方式中,第一外模21朝向第二外模22一侧设置有分离槽27。在方管成型后,使用者可以从起模槽24处将第一外模21与第二外模22的分离,从而起到便于第一外模21与第二外模22的分离的作用。
35.下面将详细阐述本实用新型复合材料方管成型模具使用方法:
36.组装过程:先将第一外模21和第二外模22拼接在一起,然后将预浸料按照工艺要求铺贴在内芯3上,然后放入第一外模21和第二外模22内中,再将螺栓5穿过通孔25与螺纹孔26将第一外模21和第二外模22连接在一起,并使用扭力扳手带动螺栓5转动,从而将锁紧力调节到合适值,然后将上模1放置于下模2上,并使定位孔11对准定位凸台23,最后就是合模、加压、固化。
37.模具与产品的脱模过程如下:首先通过上模1与下模2之间的起模槽24将上模1取下,然后将第一外模21和第二外模22之间的连接螺栓5拆除,通过分离槽27将第一外模21和第二外模22分离,最后将产品与内芯3分离,即完成产品与模具的整个脱模过程。
38.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。