1.本发明涉及焊接自动化领域,具体涉及一种腔体焊接定位方法。
背景技术:
2.现有焊缝起始点定位常用人工定位、机械定位、高压寻位,但是对于钢构腔体(钢结构腔体)定位而言,现有钢结构腔体焊接定位存在的问题是:1、钢构腔体内部空间狭小,人工施工难度大,传统钢构腔体加工时大多依靠技术娴熟的焊工现场焊接,立焊以及仰焊工作难度较大,给焊工施工带来了极大的难度;2、受机加、装配与铆接等环节加工误差的影响,在钢构腔体内部的机械定位工装无法精准定位;高压寻位需要焊枪内的焊丝触碰工件内壁,但是钢构腔体焊缝起始点位置可达性差,焊枪通常难以达到。
3.综上所述,急需一种腔体焊接定位方法以解决现有技术焊接定位困难的问题。
技术实现要素:
4.本发明目的在于提供一种腔体焊接定位方法,以解决现有技术焊接定位困难的问题,具体技术方案如下:
5.一种腔体焊接定位方法,包括如下步骤:
6.步骤s1:在待焊焊缝的起始位置以及终点位置进行样点采集,得到总的初始样点集合;
7.步骤s2:对初始样点集合进行优化处理,得到样点真值集合;
8.步骤s3:利用ba算法处理样点真值集合,得到可用样点集合;
9.步骤s4:对可用样点集合中关于待焊焊缝起始位置和终点位置的可用样点进行区分和处理,得到焊缝起点和终点的最优定位样点;
10.步骤s5:执行机构根据最优定位样点完成定位。
11.以上技术方案优选的,所述步骤s1中,通过激光传感器在焊缝的起始位置以及终点位置共取n个样点,得到初始样点集合{xi};xi表示初始样点集合中的第i个样点。
12.以上技术方案优选的,所述步骤s2包括步骤s2.1,具体是,利用式1)对初始样点集合{xi}进行滤波处理,得到滤波后的初始样点集合,式1)如下:
[0013][0014]
其中,xi表示初始样点集合中的第i个样点;x
median
表示初始样点集合的中位数;σ
median
为比较参考;yi表示初始样点集合中第i个样点的标准函数,当yi>q时,则剔除该样点,当yi≤q,则在初始样点集合中保留该样点;q为常数。
[0015]
以上技术方案优选的,所述步骤s2.1中,σ
median
=1.4826{|x
i-x
median
|};q=2.5。
[0016]
以上技术方案优选的,步骤s2还包括步骤s2.2,具体是,利用式2)对滤波后的初始样点集合进行平滑处理,得到样点真值集合式2)如下:
[0017][0018]
其中,表示样点真值集合中的第i个样点;xi表示初始样点集合中的第i个样点;m为平滑阶数;l为样点真值集合中样点的总个数。
[0019]
以上技术方案优选的,所述步骤s3包括用于全局探索的步骤s3.1,利用式3)对样点真值集合中的样点进行迭代,得到迭代后的样点,并生成第一随机分布数rand1,根据rand1判定将该样点作为局部解或剔除该样点,式3)如下:
[0020][0021]
其中,设定某蝙蝠i在d维空间定向运动,该蝙蝠i在第t次迭代时所在空间的位置即为所在位置;该蝙蝠i在第t次迭代时有唯一运动频率fi以及运行速度vi,表示该蝙蝠i在t次迭代后的速度;f
min
表示该蝙蝠i在运动过程中的最小频率;f
max
表示该蝙蝠i在运动过程中的最大频率;表示蝙蝠i在t次迭代后的位置;表示当前所有蝙蝠的最优解;γ为矫正因子;β为(-1,1)的随机值,服从均匀分布。
[0022]
以上技术方案优选的,还包括用于局部勘探的步骤3.2,
[0023]
第一步,利用式4)对步骤s3.1中得到的局部解进行随机扰动得到新解
[0024]
第二步,利用新解式3)以及式5)进行迭代,并生成第二随机分布数rand2,根据第二随机分布数rand2判定将该迭代后的样点作为可用样点之一或剔除该样点,多个可用样点得到可用样点集合,式4)以及式5)如下:
[0025][0026][0027]
其中,为对局部解随机扰动后产生的新解;ε为[-1,1]的随机值;表示第t次迭代时所有蝙蝠响度的平均值;表示蝙蝠i在第t次迭代时的响度值;表示蝙蝠i在第t次迭代时的波长;表示蝙蝠i在未迭代时的波长;α和γ均为常量。
[0028]
以上技术方案优选的,所述步骤3.1中,所述矫正因子其中,b为服从β分布的随机数;t为迭代次数;t
max
为最大迭代次数;e为自然常数。
[0029]
以上技术方案优选的,所述步骤s4包括步骤s4.1和步骤s4.2;
[0030]
步骤s4.1:
[0031]
第一步,利用式6)得到可用样点集合{pj}中各个样点的反解,式6)如下:
[0032][0033]
其中,pj表示可用样点集合中的第j个样点;表示可用样点集合中第j个样点的反解;a为优化值上极限;d为优化值下极限;
[0034]
第二步,根据式7)判定是否将可用样点集合{pj}中的样点替换为该样点所对应的反解,得到定位样点集合,式7)如下:
[0035][0036]
其中,表示δpj表示可用样点集合中第j个样点与当前所有蝙蝠的最优解的差值的绝对值;表示可用样点集合中第j个样点的反解与当前所有蝙蝠的最优解的差值的绝对值;当时,将当前样点纳入定位样点集合,当时,取当前样点对应的反解纳入定位样点集合;
[0037]
步骤s4.2:
[0038]
第一步,对定位样点集合中的样点进行区分,得到待焊焊缝起始点位置的m个定位样点以及待焊焊缝终点位置的k个定位样点;
[0039]
第二步,取m个定位样点的算术平均值,得到焊缝起始位置的最优定位样点;取k个定位样点的算术平均值,得到焊缝终点位置的最优定位样点。
[0040]
以上技术方案优选的,所述步骤s5中,最优定位样点代入逆运动学公式,得出执行机构的动作参数,执行机构根据动作参数定位至焊接起始点或终点。
[0041]
应用本发明的技术方案,具有以下有益效果:
[0042]
(1)本发明的腔体焊接定位方法进行采样后,设定基准去除异常采样点后进行平滑处理得到样点真值集合,后将样点真值集合利用ba算法进行优化计算,定位结果准确性高。
[0043]
(2)本发明利用激光传感器进行定位,可达性好;整体模块拆装方便,进行钢构换装生产时,即可移动整体模块,也可移动工件进行生产。
[0044]
(3)本发明在全局探索时,引入矫正因子对全局探索时的步长进行修正,保证定位
结果准确;本发明的矫正因子中,b为服从β分布的随机数,因此在迭代过程中,(2b-1)趋近于1且上下浮动,e为自然常数,故在初期迭代时,矫正因子趋近于4,在末期迭代时,矫正因子趋近于1,因此,本发明的矫正因子能在速度更新的前期更快速的进行更新,在接近目标点位时速度更新减慢,提高搜寻精度。
[0045]
(4)本发明在确认最优定位样点时,引入反解概念进行样点优化,提高定位精度。
[0046]
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
[0047]
构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
[0048]
在附图中:
[0049]
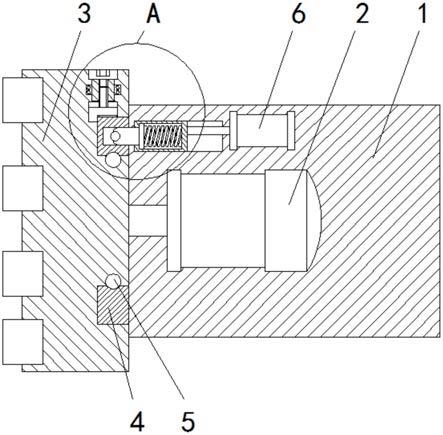
图1是本实施例的腔体焊接定位方法的结构示意图;
[0050]
图2是本实施例的腔体焊接定位方法中步骤s3的流程图;
[0051]
其中,1、钢构腔体;2、执行机构;3、激光传感器。
具体实施方式
[0052]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以根据权利要求限定和覆盖的多种不同方式实施。
[0053]
实施例:
[0054]
一种腔体焊接定位方法,如图1和图2所示,具体如下:
[0055]
首先,如图1所示,执行机构2(如焊接机器人)通过机械装配进行粗定位,以局部定位为基础进行后续的激光采样;
[0056]
其次,将钢构腔体1的待焊焊缝进行分类,按焊接方法分为平焊、立焊以及仰焊三类,其中每类四条(分别为平焊a1~a4;立焊b1~b4;仰焊c1~c4),其中采样点位于待焊焊缝所在的两个板面中的任一板面,采样位置距离待焊焊缝起始点、终点距离合适(具体距离根据实际情况确定),具体定位步骤如下:
[0057]
步骤s1:在待焊焊缝的起始位置以及终点位置,分别利用执行机构上的激光传感器3进行样点采集,在两个位置采样的样点总个数为n(例如100-200个),得到一个总的初始样点集合{xi},其中xi表示初始样点集合中的第i个样点,此处i的取值为1~n。
[0058]
步骤s2:对初始样点集合{xi}进行优化处理,得到样点真值集合具体如下:
[0059]
步骤s2.1(滤波处理),通过式1)将初始样点集合{xi}中的异常样点或不可用样点进行剔除,得到滤波后的初始样点集合,式1)如下:
[0060][0061]
其中,xi表示初始样点集合中的第i个样点;x
median
表示初始样点集合的中位数;σ
median
为比较参考;yi表示初始样点集合中第i个样点的标准函数,当yi>q时,则剔除该样点,当yi≤q,则在初始样点集合中保留该样点,从而得到滤波后的初始样点集合。
[0062]
本实施例中优选的,比较参考σ
median
=1.4826{|x
i-x
median
|},常数q=2.5,本实施例选取的σ
median
以及q能保证滤波精度,快速且精准的剔除无效样点;
[0063]
步骤s2.2,通过式2)对滤波后的初始样点集合进行平滑处理(即补齐初始样点集合中被剔除的无效样点并优化滤波后的初始样点集合中的样点),得到样点真值集合式2)如下:
[0064][0065]
其中,表示样点真值集合中的第i个样点;xi表示初始样点集合中的第i个样点;m为平滑阶数,m取大于等于1的自然数;l为样点真值集合中样点的总个数,优选l等于n(n为初始采样的样点总个数,即初始样点集合中样点的总个数);i表示第i个。
[0066]
步骤s3:如图2所示,将样点真值集合利用ba算法(即蝙蝠算法)进行后处理得到可用样点集合{pj},具体是,做如下假定,某蝙蝠i在d维空间定向运动,该蝙蝠i在第t次迭代时所在空间的位置即为所在位置;该蝙蝠i在第t次迭代时有唯一运动频率fi以及运行速度vi,具体如下:
[0067]
步骤s3.1(全局探索):如图2所示,利用式3)对样点真值集合中的样点进行迭代后,生成第一随机分布数rand1,根据rand1判定将该迭代后的样点作为局部解或剔除该样点,式3)如下:
[0068][0069]
其中,该蝙蝠i在第t次迭代时所在空间的位置即为所在位置;该蝙蝠i在第t次迭代时有唯一运动频率fi以及运行速度vi,表示该蝙蝠i在t次迭代后的速度;f
min
表示该蝙蝠i在运动过程中的最小频率;f
max
表示该蝙蝠i在运动过程中的最大频率;表示蝙蝠i在t次迭代后的位置;表示当前所有蝙蝠的最优解;γ为矫正因子;β为(-1,1)的随机值,服从均匀分布;
[0070]
本实施例优选的,所述矫正因子其中,b为服从β分布的随机数;t为迭代次数;t
max
为最大迭代次数;e为自然常数;
[0071]
步骤s3.1中,样点真值集合的样点作为输入,并通过式3)在进行迭代后产生第
一随机分布数rand1,根据rand1与蝙蝠i的第一脉冲发射率ri的关系判定是将该迭代后的样点作为局部解还是将该样点剔除,判定规则如下:
[0072]
当rand1<ri时,将该迭代后的样点作为局部解并进入局部勘探(即进行随机扰动);
[0073]
当rand1≥ri时,将当前样点剔除,样点真值集合中的下一样点继续根据步骤s3.1的式3)进行迭代;
[0074]
步骤s3.2(局部勘探):包括第一步和第二步,具体如下:
[0075]
第一步,利用式4)对局部解进行随机扰动,得到新解
[0076]
第二步,利用新解式3)以及式5)进行后续迭代并生成第二随机分布数rand2,根据第二随机分布数rand2判定将该迭代后的样点作为可用样点之一或剔除该样点,多个可用样点得到可用样点集合{pj},式4)和式5)如下:
[0077][0078][0079]
其中,为对局部解随机扰动后产生的新解;ε为[-1,1]的随机值;表示第t次迭代时所有蝙蝠响度的平均值;表示蝙蝠i在第t次迭代时的响度值;表示蝙蝠i在第t次迭代时的波长;表示蝙蝠i在未迭代时的波长;α和γ均为常量;exp表示以自然常数e为底的指数函数;
[0080]
在步骤s3.2中,通过对局部解进行随机扰动(如公式4中所示),产生一个新解并对新解进行越界处理,再利用新解蝙蝠i的响度和波长(即式5)以及式3)进行后续迭代;对于扰动计算后的新解生成rand2,根据rand2与蝙蝠i的第二脉冲发射率rj(rj以及步骤s3.1中的ri均由随机生成)判定是将该迭代后的样点纳入可用样点集合{pj}作为可用样点之一还是将该样点剔除,具体判定规则如下:
[0081]
当rand2<rj时,将该迭代后的样点纳入可用样点集合{pj}中,作为可用样点之一;
[0082]
当rand2≥rj时,将该样点剔除;
[0083]
上述rand2与rj的判定完成后,样点真值集合中的下一样点继续根据步骤s3.1中的式3)进行迭代。
[0084]
步骤s4:对可用样点集合中关于待焊焊缝起始位置以及终点位置的可用样点进行区分和处理,得到焊缝起点和终点的最优定位样点,具体如下:
[0085]
步骤s4.1,包括第一步和第二步,
[0086]
第一步,利用式6)得到可用样点集合{pj}中各个样点的反解,式6)如下:
[0087][0088]
其中,pj表示可用样点集合中的第j个样点(即正解);表示可用样点集合中第j个样点的反解;a为优化值上极限;d为优化值下极限,优化值上、下极限根据实际情况选取,且a、d的选取满足如下情况:a、d∈r*pj且pj∈(a d),r为实数。
[0089]
第二步,根据式7)判定是将可用样点集合{pj}中的样点替换为该样点所对应的反解还是直接沿用该样点(即沿用正解),从而能得到定位样点集合,式7)如下:
[0090][0091]
其中,表示δpj表示可用样点集合中的第j个样点与当前所有蝙蝠的最优解的差值的绝对值;表示可用样点集合中的第j个样点的反解与当前所有蝙蝠的最优解的差值的绝对值,判断规则如下:
[0092]
当时,直接沿用当前样点(即将当前样点纳入定位样点集合),当时,取当前样点对应的反解纳入定位样点集合;
[0093]
步骤s4.2,包括第一步和第二步,
[0094]
第一步,把定位样点集合中属于待焊焊缝起始点位置和终点位置的定位样点进行区分,此区分可人工区分也可参考现有技术完成区分,区分后得到待焊焊缝起始点位置的m个定位样点以及待焊焊缝终点位置的k个定位样点,m k等于定位样点集合中样点的总个数;
[0095]
第二步,取待焊焊缝起始点位置的m个定位样点的算术平均值,得到待焊焊缝起始位置的最优定位样点;取待焊焊缝终点位置的k个定位样点的算术平均值,得到待焊焊缝终点位置的最优定位样点。
[0096]
步骤s5:执行机构根据最优定位样点完成定位,具体是:最优定位样点代入逆运动学公式,得出执行机构的动作参数,执行机构根据动作参数定位至焊接起始点或终点。此步骤可参考现有技术完成定位。
[0097]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。