1.本发明属于家具制造技术领域,尤其涉及一种镶嵌木皮琥珀质感的钢琴漆涂装工艺。
背景技术:
2.随着人们生活水平日益提高,家具的更新换代的越来越快,市场需求量与日俱增。在家具生产过程中一般需要对家具的表面进行涂装,使家具的表面漆膜具有耐冷液、耐湿热、耐干热、附着力、厚度、光泽、耐冷热温差、耐磨性、抗冲击要符合的国家标准,众所周知,在家具涂装领域钢琴涂装属于高档产品,深受人们喜爱,钢琴涂装工艺已经成为成熟的涂装工艺,具体可参见现有技术一种钢琴烤漆家具制作工艺,其公开号为cn103624858b;在家具设计中,经常会用到一种贴片原料,那就是原木皮,原木皮是天然原木加工而成,它具有天然的木质纹理,可以粘贴到家具上制成仿真贵重原木家具;此外,琥珀具有晶莹剔透质感,深受人们喜爱,它的美在于其内涵的含蓄、灵动与智慧。
3.申请人在涂装工艺进行深入的探索,将现有的钢琴漆涂装工艺和原木皮进行结合,可以制作出具有琥珀质感的家具表面。
技术实现要素:
4.针对现有技术存在的问题,本发明提供了一种镶嵌木皮琥珀质感的钢琴漆涂装工艺。
5.本发明是这样实现的,1、一种镶嵌木皮琥珀质感的钢琴漆涂装工艺,其特征在于,包括如下步骤:
6.s1、原材料准备:选择基板和原木皮,其中基板根据家具产品件对基板的要求而选择,原木皮,采用烟熏原边木皮;对基板和原木皮的含水率应在10~12%;
7.s2、把烟熏原边木皮粘贴基板的上表面,采用热压成型工艺将两者复合;
8.s3、固化干燥后,将复合后的板材送入砂光设备进行表面砂光,砂光时仅砂光带有烟熏原边木皮的一侧;
9.s4、在烟熏原边木皮的表面采用透明pu封固,在40℃烘箱内烘干一小时;
10.s5、二次砂光pu封固面;
11.s6、喷涂pe黑色底漆烟熏原边木皮二次进行表面封固,使木纹内完全填充有黑色底漆;
12.s7、找平,对没有贴烟熏原边木皮的位置,通过1 n次喷涂pe黑色底漆,使烟熏原边木皮的四周与烟熏原边木皮位于同一高度;
13.s8、将步骤s7加工完成的整个板材移送至30~40℃的烘箱内进行烘干;
14.s9、完成步骤s8烘干后将板材移送至砂光中心进行砂光,此时仅砂光带有烟熏原边木皮的一侧;直到烟熏原边木皮完整透出;
15.s10、烟熏原边木皮和和基板的交界处以及烟熏原边木皮进行染色处理,已达到体
现自然木皮的设计效果;
16.s11、将步骤s10处理后的板材用透明pe进行表面喷涂作业,对板材表面喷涂五至六遍,每遍间隔20分钟,使其透明pe漆膜的厚度达到2.5~3mm;
17.s12、将步骤s11处理后的板材移送至烘干箱内进行烘干,此时烘干箱的温度控制在30~40℃,烘干24小时;然后自然冷却至室温;
18.s13、将步骤12处理后的板材移送至卧式砂光机进行砂光,其砂光处理依次包括经过240目、400目、800目、1200目型号砂带进行砂光,最后经过2000目手工水磨;
19.s14、依次采用粗、细抛光蜡进行抛光处理,达到镜面效果,并且透过镜面层看到镶嵌的烟熏原边木皮,达到琥珀质感的工艺成品效果。
20.本发明具有的优点和技术效果:
21.由于本发明采用上述技术方案,不仅具有钢琴漆的特定,即具有极致高光、镜面、超强硬度的特点,而且具有琥珀质感的涂装效果。同时漆表面可以再次修复,使其恢复初始的琥珀质感;采用上述工艺完全透出了原木皮的自然效果,而且保留了原边的所带来的自然的美感。
附图说明
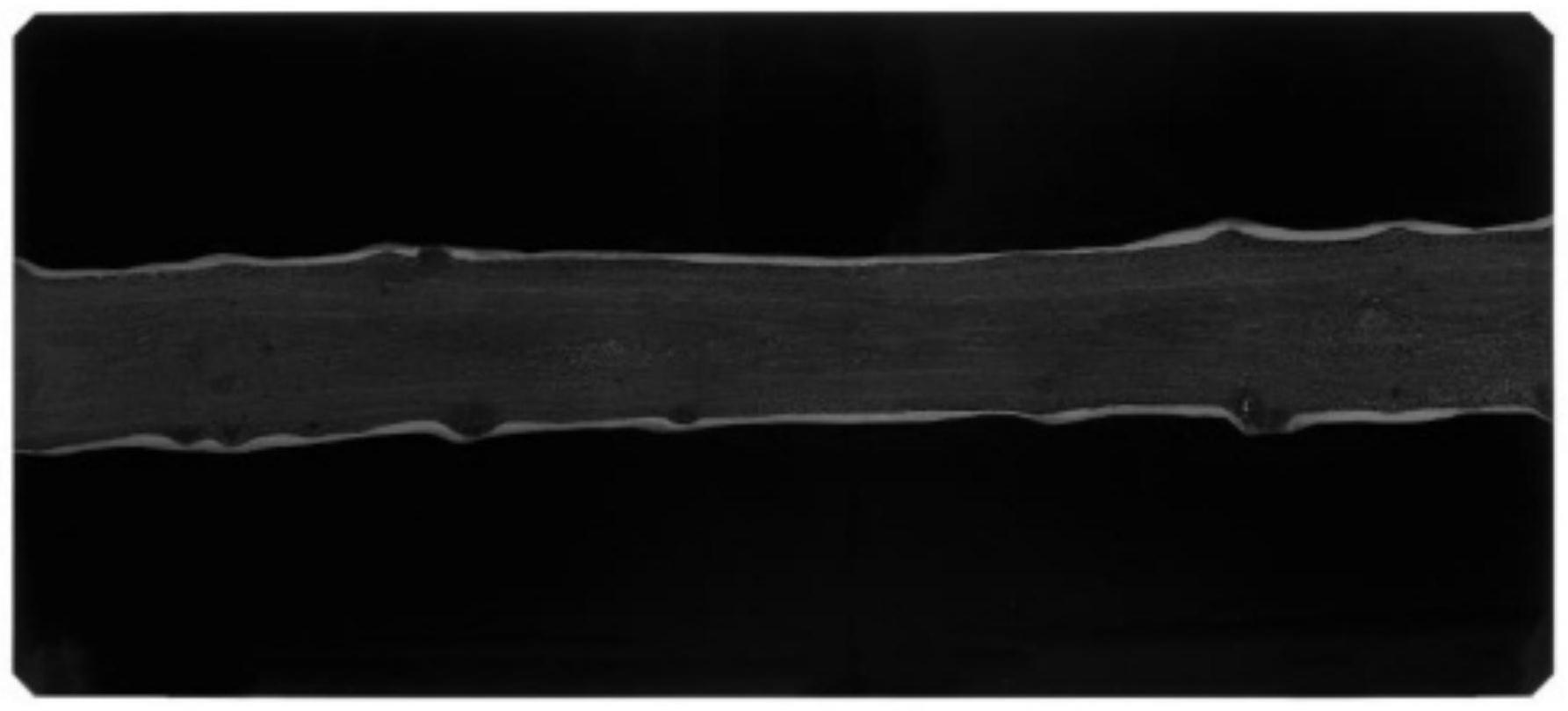
22.图1是本发明涂装后效果图。
具体实施方式
23.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
24.本发明结合现有钢琴漆涂装工艺,融入原边木皮贴合工艺创造一种采用原边木皮制作具有琥珀质感的涂装工艺,具体包括如下步骤:
25.s1、原材料准备:选择基板和原木皮,其中基板根据家具产品件对基板的要求而选择,木皮,采用烟熏原边橡木原木皮,但并一定限制橡木原木皮;对基板和原木皮的含水率应在10~12%;如果基板和原木皮中含水率过高,超出环境的平衡含水率,基板和原木皮本身的热胀冷缩原理就会排湿收缩,吸湿膨胀,都会变形;为此对基板和原木皮的含水率必须进行严格控制;
26.s2、把烟熏原边橡木原木皮粘贴基板的上表面,采用热压成型工艺将两者复合,保证木皮和基本完全贴合,为后期工序奠定基础,否则会出现起鼓的现象;
27.s3、固化干燥后,将复合后的板材送入砂光设备进行表面砂光,砂光时仅砂光带有烟熏原边橡木原木皮的一侧,此步骤实现原木皮表面砂光,保证原木皮表的光洁度,为后期封固奠定基础;
28.s4、在烟熏原边橡木原木皮的表面采用透明pu封固,在40℃烘箱内烘干一小时;通过pu封固是原木皮的导管内充分填充pu封固底漆,该工序起到了承上启下的作用,承上为后期pe底漆的封固奠定基础,启下保证原木皮与基板之间的避免产生缝隙;
29.s5、二次砂光pu封固面,保证封固面的平整度;
30.s6、喷涂pe黑色底漆烟熏原边橡木原木皮二次进行表面封固,使木纹内完全填充
有黑色底漆,该工序一方面起到pe黑色底漆进一步填充原木皮纤维导管,使其导管内完全填充有黑色底漆,增加木纹的整体立体效果,呈现自然纹理;
31.s7、找平,对没有贴烟熏原边橡木原木皮的位置,通过1 n次喷涂pe黑色底漆,使烟熏原边橡木原木皮的四周与烟熏原边橡木原木皮位于同一高度;在步骤2至步骤6状态下,原木皮要高出基板,此步骤7的目的就是找平周边的高度差,已达到后期统一砂光的目的;
32.s8、将步骤s7加工完成的整个板材移送至30~40℃的烘箱内进行烘干;烘干工序属于传统现有工序,根据现有技术烤漆的烘干标准执行即可
33.s9、完成步骤s8烘干后将板材移送至砂光中心进行砂光,此时仅砂光带有烟熏原边橡木原木皮的一侧;直到烟熏原边橡木原木皮完整透出;此步骤去除原木皮表面的黑色底漆,逐渐将烟熏原边橡木原木皮透出;
34.s10、烟熏原边橡木原木皮和和基板的交界处以及烟熏原边橡木原木皮进行染色处理,已达到体现自然木皮的设计效果;该工序进一步修正原边木皮的纹理,如果步骤9能够达到预期效果,此步骤可以忽略;
35.s11、将步骤s10处理后的板材用透明pe进行表面喷涂作业,对板材表面喷涂五至六遍,每遍间隔20分钟,使其透明pe漆膜的厚度达到2.5~3mm;
36.s12、将步骤s11处理后的板材移送至烘干箱内进行烘干,此时烘干箱的温度控制在30~40℃,烘干24小时;然后自然冷却至室温;
37.s13、将步骤12处理后的板材移送至卧式砂光机进行砂光,其砂光处理依次包括经过240目、400目、800目、1200目型号砂带进行砂光,最后经过2000目手工水磨;
38.s14、依次采用粗、细抛光蜡进行抛光处理,达到镜面效果,并且透过镜面层看到镶嵌的烟熏原边橡木原木皮,达到琥珀质感的工艺成品效果,请参阅图1。
39.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。