一种带圆角的spc地板及生产设备
技术领域
1.本实用新型涉及地面装饰材料的技术领域,特别涉及一种带圆角的spc地板及生产设备。
背景技术:
2.现有的挤出spc在线贴产品,将彩膜、透明耐磨层以及基材层通过4辊方式进行半成品制作,面纹辊的压纹设计比较单一,如普通木纹、石纹以及编织纹等,纹理基本为单面,压纹较浅,对于辊的利用相对较小的产品表面只会有浅压纹凹凸感,边缘处多为平面。且现有spc产品多为普通四边倒角(斜角)或不倒角产品,并无圆角产品。普通四边倒角产品需要在后道工序进行,并非一次成型。
技术实现要素:
3.本实用新型的目的在于提供一种带圆角的spc地板,解决上述现有技术问题中的一个或者多个。
4.一方面,本实用新型提供一种带圆角的spc地板,从下至上依次包括:
5.基材层,所述基材层为挤出硬质pvc层或挤出发泡pvc层;
6.装饰层,所述装饰层与所述基材层端部齐平;
7.耐磨层,所述耐磨层的端部为圆弧状结构,所述圆弧的高度为30mm-40mm,所述圆弧的宽度为10-15mm,所述圆弧弧顶与所述装饰层端部预留有8-10mm的间隙。
8.在一些实施方式中,带圆角的spc地板可一次成型。
9.另一方面,本实用新型提供一种带圆角的spc地板的生产设备,包括高速混合机、双螺杆挤出机、4辊贴合机、风冷降温线、裁切出片机、彩膜牵引机以及透明料牵引机,所述4辊贴合机包括1号辊、2号辊、3号辊以及4号辊,其中,所述1号和2号辊用于控制厚度及宽度,牵引至3号与4号辊之间,与透明料及彩膜贴合,然后通过风冷降温线进行冷却定型,最后通过切片机进行裁切。
10.在一些实施方式中,所述4号辊上设有多处雕刻圆弧立体纹理,所述圆弧立体纹理边缘处是圆弧状,弧顶处水平。
11.有益效果:
12.本实用新型能够一次成型带圆角的spc地板,工艺简单,生产效率高。且本实用新型的圆角比较稳定,在后道处理工序中如淋膜回火处理,锁扣刻槽等,圆弧边不会由于产生回弹而出现圆弧边变形、不齐等问题。
附图说明
13.图1为本实用新型一实施方式中一种带圆角的spc地板的结构示意图;
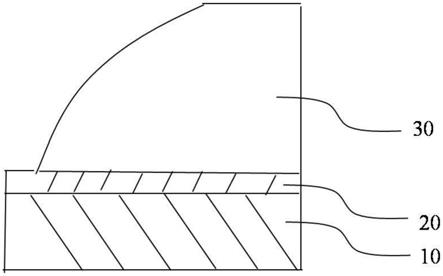
14.图2为本实用新型一实施方式中一种带圆角的spc地板耐磨层的结构示意图;
15.图3为图2a处的放大图;
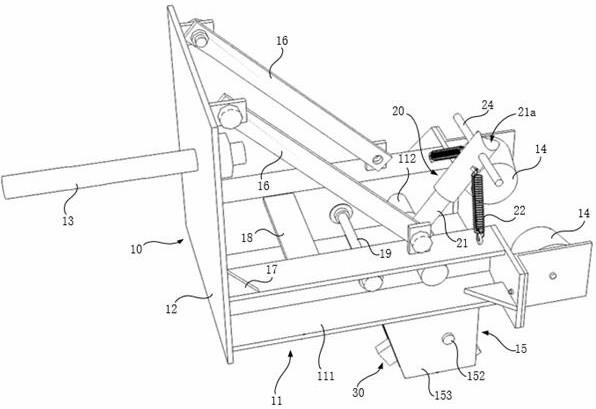
16.图4为本实用新型一实施方式中一种带圆角的spc地板的制作方法示意图;
17.图5为本实用新型一实施方式中4号辊截面效果图;
18.图6为本实用新型一实施方式中4号压辊压出的半成品。
具体实施方式
19.为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
20.一种带圆角的spc地板,包括:
21.如图1至3所示:
22.一种带圆角的spc地板,从下至上依次包括:
23.基材层10,所述基材层10为挤出硬质pvc层或挤出发泡pvc层;
24.装饰层20,所述装饰层20与所述基材层10端部齐平;
25.耐磨层30,所述耐磨层30的端部为圆弧状结构,所述圆弧的高度b为30mm-40mm,所述圆弧的宽度a为10-15mm,所述圆弧弧顶与所述装饰层端部预留有8-10mm的间隙c,所述耐磨层具有雕刻圆弧立体纹理,所述基材层、装饰层以及耐磨层为一次成型制得。
26.挤出(硬质、发泡)pvc层的制备方法:将pvc树脂粉、热稳定剂、碳酸钙(重钙、轻钙)、增韧剂(acr等)、pe蜡、内外润滑剂等加工助剂通过高速混合机混合后,经双螺杆挤出机挤出成型,即可制备出基材。
27.生产流程如图4所示:
28.其主要生产设备包括高速混合机40、双螺杆挤出机50、4辊贴合机60、风冷降温线70、裁切出片机80、彩膜牵引机91以及透明料牵引机92,4辊贴合机60包括1号辊、2号辊、3号辊以及4号辊,其中,1号和2号辊控制厚度及宽度,牵引至3号与4号辊之间,与透明料及彩膜贴合,然后通过风冷降温线进行冷却定型,最后通过切片机进行裁切。由于4号辊的特殊性,不仅能够在其产品表面形成压纹,而且能够挤压出圆弧效果。
29.如图5(4号辊截面效果图)所示,4号辊上有6处雕刻圆弧立体纹理,相邻两处之间的距离根据产品尺寸设计,圆弧立体纹理边缘处是圆弧状,弧顶处水平,此处为后道锁扣所留出的预留缝,预留缝范围在8-10mm左右。使用4号压辊压出的半成品如图6,中间具有凹槽,槽边为圆弧状。圆弧的尺寸为:深度范围在30mm-40mm之间,宽度10-15mm之间,弧顶的宽度在8-10mm之间。切片时需要在圆弧边为后道刻槽留出范围在8-10mm的槽榫边,此预留边就是弧顶的宽度,到后道锁扣工序时,由于有预留的槽榫边,圆弧不会因为锁扣工序而被破坏。
30.其中,关于圆弧立体纹理,根据产品要求和辊的大小进行设计,圆弧数不一定是6处,同时对于圆弧的深度、宽度和弧度可以根据实际要求进行设计和改动。
31.本实用新型实施例能够一次成型带圆角的spc地板,工艺简单,生产效率高。且本实用新型实施例的圆角比较稳定,在后道处理工序中如淋膜回火处理,锁扣刻槽等,圆弧边不会由于产生回弹而出现圆弧边变形、不齐等问题。
32.以上表述仅为本实用新型的优选方式,应当指出,对本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些也应视为本实用新型的保护范围之内。
技术特征:
1.一种带圆角的spc地板,其特征在于,从下至上依次包括:基材层,所述基材层为挤出硬质pvc层或挤出发泡pvc层;装饰层,所述装饰层与所述基材层端部齐平;耐磨层,所述耐磨层的端部为圆弧状结构,所述圆弧的高度为30mm-40mm,所述圆弧的宽度为10-15mm,所述圆弧的弧顶与所述装饰层端部预留有8-10mm的间隙。2.根据权利要求1所述的一种带圆角的spc地板,其特征在于,所述带圆角的spc地板可一次成型。3.一种带圆角的spc地板的生产设备,其特征在于,包括高速混合机(40)、双螺杆挤出机(50)、4辊贴合机(60)、风冷降温线(70)、裁切出片机(80)、彩膜牵引机(91)以及透明料牵引机(92),所述4辊贴合机(60)包括1号辊、2号辊、3号辊以及4号辊,其中,所述1号和2号辊用于控制厚度及宽度,牵引至3号与4号辊之间,与透明料及彩膜贴合,然后通过风冷降温线(70)进行冷却定型,最后通过裁切出片机(80)进行裁切。4.根据权利要求3所述的一种带圆角的spc地板的生产设备,其特征在于,所述4号辊上设有多处雕刻圆弧立体纹理,所述圆弧立体纹理边缘处是圆弧状,弧顶处水平。
技术总结
本实用新型公开一种带圆角的SPC地板及生产设备,从下至上依次包括:基材层,所述基材层为挤出硬质PVC层或挤出发泡PVC层;装饰层,所述装饰层与所述基材层端部齐平;耐磨层,所述耐磨层的端部为圆弧状结构,所述圆弧的高度为30mm-40mm,所述圆弧的宽度为10-15mm,所述圆弧弧顶与所述装饰层端部预留有8-10mm的间隙。带圆角的SPC地板的生产设备能够一次成型带圆角的SPC地板,工艺简单,生产效率高。且本申请的圆角比较稳定,在后道处理工序中如淋膜回火处理,锁扣刻槽等,圆弧边不会由于产生回弹而出现圆弧边变形、不齐等问题。不齐等问题。不齐等问题。
技术研发人员:丁旭明 黄金华
受保护的技术使用者:大块建材开发(江苏)有限公司
技术研发日:2021.12.24
技术公布日:2022/5/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。