1.本技术属于太阳能电池片加工技术领域,具体是涉及一种太阳能电池片焊接机构。
背景技术:
2.太阳能是目前可再生能源中最具发展前景的清洁能源之一,而太阳能电池片作为利用太阳能的最佳方式,通过串焊设备将其以串联或并联方式组成电池阵列以提高输出功率可以有效解决单个电池片电压、电流较小的问题。
3.太阳能电池片组件存在的缺陷主要有裂片、隐裂、虚焊、开焊、过焊、露白、断栅、短路、气泡、异物及脏污等;而除气泡等少数缺陷以外大部分缺陷均可能来自于焊接这一环节。
4.太阳能电池片自动串联焊接是利用红外线灯管产生的高温和压带组件让焊带与电池片的贴合进行电池片的串焊接。然而,红外线焊接技术是一种基于短波红外线的发生器,其红外线会发出辐射波,因此在完成太阳能电池片正面的串焊接过程中,会产生大量的热量,热量除运用于焊接焊带与太阳能电池片外,多余部分则被排风装置排出设备,现有的排风设备散热效果不佳,最终导致降低了焊接效果。使加热灯组对电池片及焊带的加热温度异常上升,导致电池片应力集中。
技术实现要素:
5.本实用新型主要针对以上问题,提出了一种太阳能电池片焊接机构,旨在解决现有技术中电池片串焊不良,容易导致应力集中的问题。
6.为实现上述目的,本实用新型提供了一种太阳能电池片焊接机构,包括:
7.焊接输送机构,所述焊接输送机构用于输送焊带和电池片;
8.电池片送片机构,所述电池片送片机构用于将所述电池片搬运至所述焊接输送机构;
9.焊带搬运机构,所述焊带搬运机构设置为能够搬运一组焊带的头部和尾部并将该组焊带搬运至所述电池片的主栅线上,包括沿输送线长度方向设置的搬运模组、在所述搬运模组长度方向移动的升降模组以及夹持焊带的固定模组,其中,所述固定模组包括底板,所述底板对应每组焊带设有容所述焊带伸入的夹持口,所述底板朝夹持方向设有推板以及输出端连接推板的夹持气缸,所述推板与所述底板之间滑动设置,所述推板对应每组焊带设置有穿设口,所述穿设口上设置有推杆,所述推杆的一端穿设所述穿设口,另一端连接推压座,所述推压座与所述推板之间设置有弹簧,每组推压座朝所述夹持口方向设有可旋转至夹持口内的夹臂,所述夹臂的中间部位通过穿设芯轴连接所述底板;以及
10.焊接机构,用于将所述焊带焊接在所述电池片上。
11.进一步的,所述升降模组包括立座,所述立座底部设置有滑块,所述滑块与所述搬运模组滑动连接,所述立座的板面两侧嵌装有滑座,所述滑座与立座的板面两侧通过导轨
和滑部滑动连接;所述立座的板面上还设置有驱动所述滑座上下升降的抬升气缸,所述滑座朝所述输出线的垂直方向设置有推台,所述推台上设置有用于固定连接所述底板的螺纹孔、和容所述夹持气缸输出端穿设的槽口。
12.进一步的,所述串焊设备还包括助焊剂涂抹机构,所述助焊剂涂抹机构包括助焊剂盛装盒、涂抹辊以及托辊,所述涂抹辊至少部分位于所述助焊剂盛装盒内,所述涂抹辊接触沿输送线方向移送的焊带底面。
13.进一步的,所述串焊设备还包括焊带压紧机构,所述焊带压紧机构为两组,其包括两侧设置的立板,所述立板之间设置有下压板,所述下压板的上方设置有上压板,所述上压板朝所述下压板上设有与焊带数量对应的弹性压块,所述上压板的上端连接下压气缸的输出端。
14.进一步的,所述串焊设备还包括焊带定长剪切机构,所述焊带定长剪切机构包括下切座和上切座,所述下切座上设置有可拆的下切刀,所述上切座对应所述下切刀设置有可拆的上切刀,且所述下切座连接上行程气缸的输出端,所述上切座连接下行程气缸的输出端。
15.进一步的,所述焊接机构包括焊接台和焊接灯箱,所述焊接台与焊接灯箱之间留有容电池片和焊带进入的焊接通道,所述焊接台为真空吸附座,所述真空吸附座的上端面开设有固定电池片的吸附孔,下端面设置有导热座,所述导热座上具有数个导热翅片,导热翅片与导热翅片之间形成了散热通道,所述导热座的底部朝所述散热通道设置有吸热风扇。
16.进一步的,所述焊接灯箱滑动连接升降台,所述升降台上设置有顶升气缸,所述顶升气缸的推杆连接所述焊接灯箱,所述升降台的底部设置有驱动所述升降台沿输送线方向设置的移动气缸。
17.进一步的,所述焊接灯箱内设置有焊灯组、压针组以及导风组,其中,所述焊灯组包括垂直于所述焊条方向设置的数个焊灯和固定数个焊灯的焊灯安装座,所述焊灯安装座上设有容压针组部分穿设的过孔,所述压针组包括若干排沿焊带长度方向设置的数根压针以及固定所述数根压针的压针座,所述压针穿设所述过孔伸入两焊灯之间;所述导风组位于所述压针组的上端。
18.进一步的,所述压针组由不粘锡的高温材料制作。
19.与现有技术相比,本实用新型提供的一种太阳能电池片焊接机构,具有如下优点:
20.1、在焊接台的下端设置导热座,由于导热座上具有数个导热翅片,可以提高加热灯两端的气体温度散热效果,弥补了电池片表面焊接气体温度过高的问题,保证了整张电池片的焊接质量;
21.2、该设备可以一次同时完成两串串联电池串,效率高。
附图说明
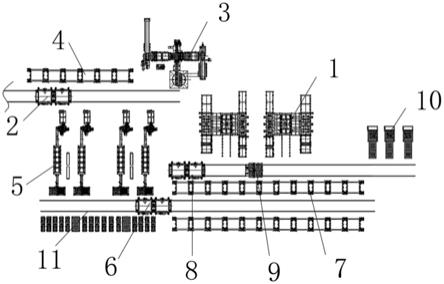
22.图1为本技术披露的一种太阳能电池片焊接机构的立体结构。
23.图2为电池片送片机构的立体结构示意图。
24.图3为助焊剂涂抹机构的立体结构示意图。
25.图4为焊带压紧机构的结构示意图。
26.图5为焊带定长剪切机构的结构示意图。
27.图6为焊接机构与焊带搬运机构在焊接输送带的位置结构示意图。
28.图7为焊带搬运机构的立体结构示意图。
29.图8为焊带搬运机构的升降模组结构示意图。
30.图9为焊带搬运机构的固定模组结构示意图。
31.图10为焊接灯箱的调节结构示意图。
32.图11为焊接灯箱的内部结构示意图。
33.图中所示的附图标记:
34.100、焊接输送机构;
35.200、电池片送片机构;20、伺服模组;21、移动平台;22、取片气缸;
36.300、焊带压紧机构;30、立板;31、下压板;32、上压板;33、弹性压块;34、下压气缸;35、多余助焊剂盒;
37.400、焊带定长剪切机构;40、下切座;41、上切座;42、下切刀;43、上切刀;44、上行程气缸;45、下行程气缸;
38.500、助焊剂涂抹机构;50、助焊剂盛装盒;51、涂抹辊;52、托辊;
39.600、焊接机构;60、焊接台;61、焊接灯箱;62、导热座;63、吸热风扇;64、升降台;65、顶升气缸;66、移动气缸;67、焊灯组;68、压针组;69、导风组;601、焊接通道;630、导热翅片;670、焊灯;671、焊灯安装座;680、压针;681、压针座;
40.700、焊带搬运机构;70、搬运模组;71、升降模组;72、固定模组;710、立座;711、滑块;712、滑座;713、导轨;714、滑部;715、抬升气缸;716、推台;717、螺纹孔;718、槽口;720、底板;721、夹持口;722、推板;723、夹持气缸;724、推杆;725、推压座;726、弹簧;727、夹臂;728、芯轴;800、出料平移翻转机构。
具体实施方式
41.下面将结合附图对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
42.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
43.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
44.本实施例公开了一种太阳能电池片焊接机构,如图1所示,该串焊设备包括焊接输送机构100、电池片供片机构(未图示)、电池片送片机构200、焊带压紧机构300、焊带定长剪
切机构400、助焊剂涂抹机构500、焊接机构600、焊带搬运机构700、以及出料平移翻转机构800;其中,焊接输送机构100用于输送焊带和电池片;电池片供片机构用于储放堆叠的电池片,并进行初定位,能源源不断的为生产线提供电池片,以实现自动上料的功能;电池片送片机构200用于将电池片供片机构上的电池片搬运至修正机构进行精定位,随后将电池片移送至焊接输送机构100进行焊接前的预热;焊带则需预先通过助焊剂涂抹机构500涂覆助焊剂,通过使用助焊剂去除氧化物、辅助热传导、降低被焊接材质表面张力、防止再氧化,以便在结合面之间形成牢固的结合;随后根据尺寸要求,焊带定长剪切机构400剪取预设的长度,在剪取预设长度前,需要通过焊带压紧机构300进行固定;随后由焊带搬运机构700搬运一组焊带的头部和尾部,并将该组焊带搬运至电池片的主栅线上;通过焊接输送机构100输送对位好的电池片和焊带至焊接机构600的焊接工位,将焊带焊接在电池片上;焊接完成的电池串被焊接输送机构100传送到出料皮带上,由出料平移翻转机构800将电池串吸起,然后将电池串翻转180
°
,并将电池片串放置在出料料盒上。
45.在对焊带的输送工序中,本实施例对焊带进行了助焊剂涂抹环节,图3为助焊剂涂抹机构500的立体结构示意图,从图可以得知,该助焊剂涂抹机构500是用于在焊带的底面涂抹一层助焊剂,其具体包括助焊剂盛装盒50、涂抹辊51以及托辊52,涂抹辊51至少部分位于助焊剂盛装盒50内,涂抹辊51用于接触沿输送线方向移送的焊带底面,对输送的若干条焊带同时进行助焊剂的添加。
46.图4、图5为对上述涂抹助焊剂的焊带进行固定和裁剪,如图4、图5所示,该焊带压紧机构300为前后设置的两组,其均包括在输送带两侧设置的立板30,两立板30之间固定设置有下压板31,下压板31的上方设置有可升降的上压板32,该上压板32的上端连接下压气缸34的输出端,下端朝下压板方向设置与焊带数量对应的弹性压块33,在后续停止焊带的输送时,可以由下压气缸34推动上压板32下降,每组弹性压块33将焊带抵固在下压板31的板面上,弹力的设置,避免对焊带造成损伤,尤其对于圆焊带。
47.在对焊带的剪切工序中,焊带定长剪切机构400包括相互对置设置的下切座40和上切座41,下切座40上设置有可拆的下切刀42,上切座41对应下切刀42设置有可拆的上切刀43,且下切座40连接上行程气缸44的输出端,上切座41连接下行程气缸45的输出端,该焊带定长剪切机构400靠近上述焊带压紧机构300设置,以便在定长剪切时,可以先进行固定。
48.另外,还可以在上述焊带压紧机构300的下端设置多余助焊剂盒35,避免涂抹的助焊剂掉落在输送线上,影响后续的加工。
49.焊接前,本实施例对电池片与焊带进行了预热环节,一方面预热是用于将电池片的表面焊带和/或底面焊带进行局部预热,以避免直接焊接带来温差大造成应力集中的问题,另一方面,通过预热,使焊带与电池片之间完成了预焊接,避免后续拖拽或移送电池片和焊带时,出现偏移的问题。
50.在上述实施例中,如图6-图9所示,焊带搬运机构700设置为能够搬运一组焊带的头部和尾部并将该组焊带搬运至所述电池片的主栅线上,具体的,其包括沿输送线长度方向设置的搬运模组70、在搬运模组70长度方向移动的升降模组71以及夹持焊带的固定模组72。其中:
51.固定模组72如图9所示,包括底板720,底板720对应每组焊带设有容焊带伸入的夹持口721,底板720朝夹持方向设有推板722以及输出端连接推板722的夹持气缸723,推板
722与底板720之间滑动设置,推板722对应每组焊带设置有穿设口,穿设口上设置有推杆724,推杆724的一端穿设穿设口,另一端连接推压座725,推压座725与推板722之间设置有弹簧726,每组推压座725朝夹持口721方向设有可旋转至夹持口721内的夹臂727,夹臂727的中间部位通过穿设芯轴728连接底板720;在一些实施中,夹臂727和推压座725大致组合成杠杆结构,在夹持气缸723的推压下,杠杆结构下的夹紧力在定位和夹紧过程中能够保持恒定不变,从而保证夹臂727夹取焊带时不会出现滑脱现象,确保了同一道工序下的加工质量一致性,有利于定位精度的提高,另外,由于推压座725与推板722之间设置有弹簧,可以避免压坏焊带。
52.升降模组71如图8所示,包括立座710,立座710底部设置有滑块711,滑块711与搬运模组70滑动连接,即搬运模组70用于驱动升降模组71在输送线的输送方向移动,用以夹持裁剪的焊带,将焊带的头部位置放置在电池片的上表面,电池片送片机构200移取下一电池片将该电池片放置在焊带的尾部区域,从而实现电池片的串联。立座710的板面两侧嵌装有滑座712,滑座712与立座710的板面两侧通过导轨713和滑部714滑动连接;立座710的板面上还设置有驱动滑座712上下升降的抬升气缸715,用于举升滑座712,滑座712朝输出线的垂直方向设置有推台716,推台716上设置有用于固定连接底板720的螺纹孔717、和容夹持气缸723输出端穿设的槽口718,移动时先抬升至与输送线一定的间距,然后移动至要搬运焊带的搬运位置,夹持焊带后回位至焊带与电池片的放置位置。
53.图10、图11为本实施例提供的一种焊接机构600,如图10、图11可以得知,焊接机构600包括焊接台60和焊接灯箱61,焊接台60与焊接灯箱61之间留有容电池片和焊带进入的焊接通道601,焊接台60为真空吸附座,真空吸附座的上端面开设有固定电池片的吸附孔,下端面设置有导热座62,导热座62朝下端均匀地布置有数个导热翅片630,导热翅片630与导热翅片630之间形成了散热通道,导热座62的底部朝散热通道设置有吸热风扇63,焊接过程的热量通过导热座62传递给导热翅片630,导热翅片630之间的散热通道可以增加与空气的接触面积,在吸热风扇63的作用下,可以增加导热翅片630与空气的流通速度,从而通过吸热风扇63达到控制好焊接温度的目的,有利于焊接质量。
54.在上述公开的示例中,焊接灯箱61滑动连接升降台64,升降台64上设置有顶升气缸65,顶升气缸65的推杆连接焊接灯箱61,升降台64的底部设置有驱动升降台64沿输送线方向设置的移动气缸66,可以理解的是,通过升降台64可以控制好焊接时焊灯与焊接件之间的高度。
55.另外,焊接灯箱61内设置有焊灯组67、压针组68以及导风组69,其中,焊灯组67包括垂直于焊条方向设置的数个焊灯670和固定数个焊灯670的焊灯安装座671,焊灯安装座671上设有容压针组68部分穿设的过孔,压针组68包括若干排沿焊带长度方向设置的数根压针680以及固定数根压针680的压针座681,压针680穿设过孔伸入两焊灯670之间,可以实现均匀受热;导风组69位于压针组68的上端,空气经过风扇加速,从上向下运动,经过焊灯吸热,带热量的空气到达电池片表面,对电池片进行焊接;使用时,每条压针座681上的数根压针680在顶升气缸65的作用下伸入两焊灯670之间,在焊接前每排压针680在焊带的长度方向抵触焊带,对焊带进行焊接前的固定,随后启动焊灯670进行全面焊接。
56.在上述实施例中,压针680的抵触部位由不粘锡的高温材料制作,保证焊接质量的同时,还能保证焊接表面的美观度,有效解决了传统弹簧压针或自重压针所产生的弊端。
57.如图2所示,移取电池片的电池片送片机构200包括伺服模组20和移动平台21,移动平台21上设置有取片气缸22,取片气缸22用于将料盒内的电池片移载至修正平台,伺服马达驱动移动平台,负责高精度、高速度的送片,带动取片气缸和放片气缸,电池片随之高速移动;取片气缸负责取片上下动作;取片真空吸嘴负责从供片料盒内吸片,到了修正平台、破真空后放片至修正平台上;修正平台对电池片进行对位;放片气缸负责放片上、下动作;放片真空吸嘴负责从修正平台上吸片。
58.本实施例公开了一种太阳能电池片串焊工艺,电池片串焊工艺包括如下步骤:
59.步骤1:将焊带与电池片的主栅线对应放置,其中,所述对应放置包括焊带与电池片的表面主栅线对应放置和焊带与电池片的底面主栅线对应放置;
60.步骤2:将与所述电池片的表面主栅线和底面主栅线对应放置的焊带分别进行至少局部预热;
61.步骤3:将局部预热的电池片和焊带移送至下一工位,循环上述步骤,在局部预热后的电池片与焊带到达焊接位置时,进行焊接;
62.步骤4:将完成焊接的电池串翻转180度搬运到出料料盒上。
63.下面对采用本实用新型提供的电池片串焊方法生产电池串的具体过程进行描述。
64.将电池片堆叠在电池片供片料盒中,由电池片送片机构200的取片气缸下降,吸取第一电池片,感应到吸取成功以后,供料盒下方升降电机下降,分片风刀动作,使电池片顺利分离。
65.取片气缸动作将电池片移动至修正平台上方,取片气缸下降将电池片放置到修正平台上,修正平台x,y轴气缸动作,对电池片进行修正。
66.修正后将电池片移动至叠片区域,气缸下降吸取电池片感应到吸取成功以后设置叠片间距。
67.焊带放卷机构放卷焊带,焊带在传送过程中,对焊带的底部涂覆助焊剂,随后焊带搬运机构700拉取焊带,焊带定长剪切机构400切断所拉取的焊带,焊带搬运机构700将切断的焊带输送至电池片,切断的焊带一部分覆盖电池片栅线,其中,被切断的焊带需连接两块电池片,本步骤用于将其中一部分焊带放至电池片栅线上表面和/或下表面。
68.在对接好后,由预热机构进行焊接前预处理,预处理包括焊带的固定和焊带与电池片之间的升温,由压针组压于焊带上表面,使焊带压紧于其相对的电池片栅线,该步骤将避免了焊带与电池片栅线发生偏移,固定的同时,启动焊灯,预先提高电池片和焊灯之间的温度,对所固定的部位进行局部固定;输送机构移动一个工位,将电池片与焊带向前输送。
69.当电池片和焊带传送到焊灯下方时,压针组下降,压住电池片和焊带,然后焊灯启动,对产品进行焊接,其中,在焊接过程中,焊接机构600下方伸出压针组压紧在电池片上铺设的焊带在长度方向上的多个位置。
70.焊接完成后,压针抬起,焊接皮带将电池片向后传送一个步距,对下一片进行焊接;重复叠片的动作,直到整串电池片焊接完成。
71.焊接完成的电池串被焊接皮带传送到出料皮带上,出料平移机构下降,将电池串吸起,然后将其放置在翻转机构上;翻转机构将电池串翻转180
°
,并将电池片串放置在出料料盒上。
72.通过上述具体实施方式的阅读理解,所属技术领域的技术人员可容易地实现本实
用新型。但是应当理解,本实用新型不限于这种具体实施方式。在所公开实施方式的基础上,所述基础领域的技术人员可任意组合不同的技术特征,从而实现不同的技术方案,其上也可与不同形式的附加功能结合而形成其他技术方案。因此,本技术的保护范围仅由所附权利要求的范围来限定。
73.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。