1.本发明涉及层叠造形系统。
背景技术:
2.已知有由材料形成层、由多个层将物体造形的层叠造形装置。在通过层叠造形而造形出的物体的内部,有可能发生缺陷。因此,对于被造形的物体的内部通过x射线ct扫描或其他方法进行检查。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016-060063号公报
技术实现要素:
6.发明要解决的课题
7.上述的物体的内部检查在形成层或物体的整体之后,检测在物体的内部已经发生的缺陷。即,该内部检查不能预测物体的内部中的缺陷的发生,不能将缺陷的发生抑制于未然。
8.用来解决课题的手段
9.有关一个技术方案的层叠造形系统具备层叠造形部、测量部和控制部。上述层叠造形部通过形成多个层,将包括该多个层的物体造形。上述测量部测量各个上述层的状态。上述控制部具备存储部和推断部。上述存储部存储基于内部缺陷信息和试样测量信息的参照信息,所述内部缺陷信息基于透射过由上述层叠造形部造形并包括上述多个层的试样物体的电磁波表示存在于该试样物体的内部的缺陷,所述试样测量信息表示由上述测量部测量的上述试样物体的上述多个层的测量结果。上述推断部基于表示由上述测量部测量的上述物体的上述多个层的测量结果的测量信息和上述参照信息,推断在上述物体的内部是否发生缺陷。
附图说明
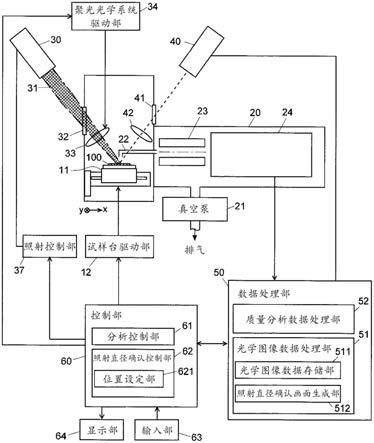
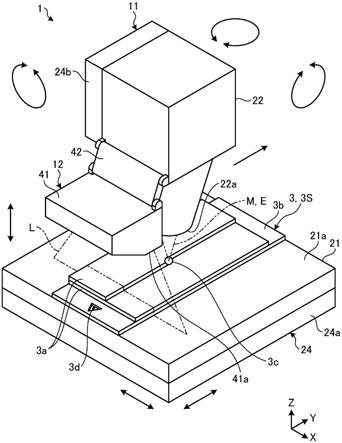
10.图1是示意地表示有关第1实施方式的层叠造形系统的例示性的立体图。
11.图2是示意地表示第1实施方式的层叠造形系统的例示性的剖视图。
12.图3是示意地表示第1实施方式的层叠造形系统的构成的例示性的框图。
13.图4是示意地表示第1实施方式的参照数据库的制作次序的例示性的图。
14.图5是功能性地表示第1实施方式的推断部的构成的例示性的框图。
15.图6是概略性地表示第1实施方式的造形物及修补装置的例示性的剖视图。
16.图7是表示第1实施方式的层叠造形方法的一例的例示性的流程图。
17.图8是表示有关第2实施方式的层叠造形方法的一例的例示性的流程图。
18.图9是示意地表示有关第3实施方式的层叠造形系统的例示性的剖视图。
19.图10是功能性地表示第3实施方式的层叠造形系统的构成的例示性的框图。
20.图11是表示第3实施方式的熔融区域的测量结果的一例的例示性的图。
21.图12是示意地表示第3实施方式的参照数据库的制作次序的例示性的图。
22.图13是表示第3实施方式的层叠造形方法的一例的例示性的流程图。
23.图14是示意地表示有关第4实施方式的层叠造形系统的例示性的立体图。
24.图15是表示各实施方式的层叠造形系统的一例的例示性的立体图。
25.图16是功能性地表示有关各实施方式的变形例的层叠造形系统的构成的例示性的框图。
26.图17是表示有关各实施方式的变形例的控制部的硬件构成的例示性的框图。
具体实施方式
27.(第1实施方式)
28.以下,参照图1至图7对第1实施方式进行说明。另外,在本说明书中,基本上将铅直上方定义为上方,将铅直下方定义为下方。此外,在本说明书中,有将有关实施方式的构成要素及该要素的说明通过多个表现记载的情况。构成要素及其说明是一例,不由本说明书的表现来限定。构成要素可以用与本说明书中的要素不同的名称来确定。此外,构成要素可以通过与本说明书的表现不同的表现来说明。
29.图1是示意地表示有关第1实施方式的层叠造形系统1的例示性的立体图。图2是示意地表示第1实施方式的层叠造形系统1的例示性的剖视图。层叠造形系统1是包括所谓指向性能量堆积方式(directed energy deposition:ded)或激光金属堆积方式(laser metal deposition:lmd)的三维打印机的系统。另外,层叠造形系统1并不限于该例,也可以包括粉末床方式(powder bed fusion:pbf)那样的其他的三维打印机。
30.如各图所示,在本说明书中定义x轴、y轴及z轴。x轴、y轴和z轴相互正交。z轴例如在铅直方向上延伸。x轴及y轴例如在水平方向上延伸。另外,层叠造形系统1也可以以z轴与铅直方向斜着交叉的方式配置。
31.进而,在本说明书中定义x方向、y方向及z方向。x方向是沿着x轴的方向,包括x轴的箭头表示的 x方向和作为x轴的箭头的相反方向的-x方向。y方向是沿着y轴的方向,包括y轴的箭头表示的 y方向和作为y轴的箭头的相反方向的-y方向。z方向是沿着z轴的方向,包括z轴的箭头表示的 z方向(上方向)和作为z轴的箭头的相反方向的-z方向(下方向)。
32.如图2所示,层叠造形系统1具有造形部11、测量部12、检查部13和控制部14。造形部11是层叠造形部的一例。控制部14也可以称作信息处理装置或计算机。
33.造形部11例如通过由粉末状的材料m形成固化并堆叠的多个层3a,将包括该多个层3a的规定的形状的造形物3层叠造形(附加制造)。造形物3是物体的一例。另外,造形部11并不限于该例,也可以由线状的材料m形成多个层3a。
34.如图1及图2所示,造形部11具有工作台21、头22、供给装置23和移动装置24。工作台21是物体支承部的一例。移动装置24是移动部的一例。
35.如图1所示,工作台21具有支承面21a。支承面21a被形成为大致平坦,朝向 z方向。另外,支承面21a也可以朝向其他方向。支承面21a支承被层叠造形的造形物3、包括层3a的
造形物3的半成品、用来使材料m层叠的底座3b。在以下的说明中,造形物3包括层叠造形完成的造形物3、造形物3的半成品及底座3b。
36.头22供给材料m,将该材料m堆叠在支承面21a或被支承面21a支承的底座3b之上。材料m例如是粉末状的金属。另外,材料m并不限于此,也可以是合成树脂及陶瓷那样的其他材料。层叠造形系统1也可以通过多种材料m将造形物3层叠造形。
37.头22将材料m向工作台21的支承面21a或支承面21a之上的造形物3喷出(喷射)。另外,头22也可以将线状的材料m抽出(喷射)。此外,将能量线e从头22向被喷出的材料m及支承面21a之上的造形物3照射。能量线e例如是激光。
38.将作为能量线e的激光与材料m的供给并行地从头22照射。从头22并不限于激光,也可以照射其他的能量线e。能量线e只要能够如激光那样使材料m熔融或烧结即可,例如也可以是电子束、微波或紫外线区域的电磁波。
39.造形部11将底座3b及喷出的材料m用能量线e加热,形成熔融区域(熔珠)3c。熔融区域3c也可以称作熔融池。熔融区域3c是熔融的材料的一例。
40.头22在熔融区域3c中向材料m照射能量线e而使其熔融或烧结,使材料m聚合。这样,熔融区域3c不仅包括被供给的材料m,也可以包括被照射了能量线e的底座3b那样的造形物3的一部分。此外,熔融区域3c不仅是完全熔融的材料m,也可以是部分地熔融的材料m彼此结合的形态。
41.通过将熔融区域3c固化,在底座或造形物3之上形成层状或薄膜状等的作为材料m的集合的层3a。另外,也可以通过将材料m借助向材料m的集合的导热而冷却,以粒状层叠,成为粒状的集合(层)。
42.造形部11也可以通过从头22向材料m的集合照射能量线e而进行退火处理。层3a在被能量线e再熔融或再烧结后,再次固化。
43.造形部11通过将层3a反复地堆积,将造形物3层叠造形。这样,造形部11的头22照射能量线e,使材料m熔融或烧结而形成层3a,通过反复进行层3a的形成,将被支承面21a支承的造形物3层叠造形。
44.如图2所示,头22的前端22a经由间隔朝向造形物3。在头22中设有射出路22b及喷出路22c。射出路22b及喷出路22c例如在前端22a上开口。
45.射出路22b是具有大致圆形的截面的孔。将能量线e经由射出路22b向头22的外部射出。喷出路22c是具有大致圆环状的截面的孔,以将射出路22b包围的方式设置。将载体气体及材料m经过喷出路22c向头22的外部喷出。载体气体例如是氮或氩那样的惰性气体。
46.如上述那样,本实施方式的层叠造形系统1是从头22的大致中心供给能量线e、从其周围供给载体气体及材料m的同轴喷嘴方式。但是,层叠造形系统1也可以是具有供给能量线e的头22和供给材料m的其他喷嘴的方式。此外,层叠造形系统1也可以是从头22的中心供给材料m、从其周围供给能量线e的方式。
47.供给装置23具有光学装置31和材料供给装置32。光学装置31例如具有光源及光学系统。光源具有激振元件,通过激振元件的激振,射出作为能量线e的激光。光源能够变更射出的能量线e的输出(功率)。
48.光源使射出的能量线e向光学系统入射。能量线e例如经过包括光纤的光学系统向头22进入。光学系统能够变更能量线e的焦点直径。光学装置31向头22的射出路22b供给能
量线e,使能量线e从射出路22b射出。
49.头22通过由能量线e的照射将喷出的材料m加热,能够通过使材料m熔融或烧结而形成层3a并进行退火处理。此外,头22能够将造形物3的不需要的部位通过能量线e的照射而除去。
50.材料供给装置32收容材料m,并将该材料m借助载体气体向头22供给。材料供给装置32经由配管向头22的喷出路22c供给载体气体和材料m。由此,头22从喷出路22c喷出载体气体及材料m。材料供给装置32能够变更每单位时间从头22喷出的材料m的量(质量或体积)和喷出的材料m的速度。
51.如图1所示,移动装置24具有第1移动装置24a和第2移动装置24b。第1移动装置24a与工作台21连接,使工作台21例如在x方向及y方向上移动。第2移动装置24b与头22连接,使头22在x方向、y方向及z方向上移动。这样,移动装置24使头22相对于工作台21相对地移动。另外,移动装置24只要能够将工作台21及头22中的至少一方移动即可。
52.移动装置24也可以使工作台21及头22中的至少一方绕在x方向、y方向及z方向上分别延伸的旋转轴旋转。由此,工作台21的支承面21a朝向的方向及头22的前端22a朝向的方向也可以变化。
53.测量部12在各个层3a的形成时测量该层3a的状态。层3a的状态包括层3a的表面的形状、层3a的表面粗糙度、形成层3a的熔融区域3c的几何学的形状及温度分布和有关层3a的各种要素。
54.测量部12具有测量机41和连接部42。测量机41例如是作为非接触三维测量机的激光线传感器。另外,测量机41也可以是三维扫描器或双镜头照相机那样的能够测量三维形状的其他设备。此外,测量机41也可以是接触式的三维测量机。
55.测量机41通过连接部42与头22连接。换言之,测量部12与头22连接。因此,通过移动装置24使测量部12与头22一起相对于工作台21相对地移动。
56.测量机41也可以能够相对于头22相对地移动。例如,测量机41也可以代替与头22连接而安装在机械手臂上。此外,在pbf的三维打印机中,测量机41例如被安装在机械手臂或门型的移动装置上。
57.如图2所示,测量机41具有射出部41a。射出部41a朝向与头22的前端22a大致相同方向。测量机41从射出部41a射出直线光线l。
58.测量机41通过头22使直线光线l在形成的层3a或底座3b的表面上扫掠。直线光线l例如在与头22相对于工作台21的行进方向(例如 y方向)大致正交的方向(例如x方向)上将层3a或底座3b的表面扫掠。由此,测量机41测量直线光线l扫掠的层3a或底座3b的表面的轮廓形状。
59.测量机41将层3a或底座3b的表面的轮廓形状连续地测量。层叠造形系统1通过将由测量机41得到的多个轮廓形状合成,能够得到层3a或底座3b的表面的三维形状。这样,测量部12测量层3a的表面的形状。层3a的表面成为造形物3的内部构造。因此,测量部12也可以说测量造形物3的内部构造。
60.测量机41向与头22相对于工作台21的行进方向的反方向(例如-y方向)从头22离开。因此,测量机41追随着形成层3a的头22而相对于工作台21相对地移动。
61.测量机41对于由头22形成的层3a的表面的形状,能够从该层3a的形成稍稍延迟而
通过直线光线l进行测量。换言之,测量部12能够大约实时地测量由头22形成的层3a的表面的形状。另外,测量部12既可以实时地测量所形成的层3a的表面的形状,也可以在一个层3a完成后测量该层3a的表面的形状。
62.检查部13例如具有ct扫描器45。ct扫描器45能够基于透射过对象物的x射线(电磁波)测量该对象物的内部形状。ct扫描器45例如能够以几μm~几百μm的空间解析力测量对象物的内部形状。另外,检查部13也可以具有基于透射过对象物的电磁波来测量该对象物的内部形状的其他装置。此外,检查部13也可以是与层叠造形系统1不同的装置。
63.控制部14经由信号线与造形部11、测量部12及检查部13电连接。控制部14例如也可以是与造形部11一体地设置的控制部,也可以包括与造形部11另外设置的计算机。
64.控制部14例如具有cpu(central processing unit)14a那样的控制装置、rom(read only memorry)14b、ram(random access memorry)14c、外部存储装置14d、输出装置14e和输入装置14f,为使用通常的计算机的硬件构成。cpu14a、rom14b、ram14c、外部存储装置14d、输出装置14e及输入装置14f通过总线或经由接口相互连接。
65.通过cpu14a执行装入在rom14b或外部存储装置14d中的程序,控制部14对层叠造形系统1的各部进行控制。例如,控制部14对造形部11的工作台21、头22、供给装置23及移动装置24、测量部12的测量机41、检查部13的ct扫描器45进行控制。
66.rom14b保存有程序及程序的执行所需要的数据。ram14c在程序的执行时作为作业区域发挥功能。外部存储装置14d例如是hdd(hard disk drive)或ssd(solid state drive)那样的能够存储、变更、删除数据的装置。输出装置14e例如是显示器或扬声器。输入装置14f例如是键盘或鼠标。
67.图3是功能性地表示第1实施方式的层叠造形系统1的构成的例示性的框图。控制部14例如通过cpu14a将保存在rom14b或外部存储装置14d中的程序读出并执行,实现图3所示的各部。如图3所示,控制部14例如具备存储部51、造形控制部52、信息取得部53、信息生成部54、学习部55和推断部56。
68.例如,cpu14a作为造形控制部52、信息取得部53、信息生成部54、学习部55及推断部56发挥功能。此外,ram14c及外部存储装置14d作为存储部51发挥功能。
69.存储部51存储包括nc程序61、参照数据库(db)62和测量信息63的各种信息。参照数据库62是参照信息的一例。
70.nc程序61是用于多个层3a和包括该层3a的造形物3的造形的信息。nc程序61例如包含造形物3及层3a的形状、头22的移动路径、以及移动路径上的各坐标处的层叠造形的参数的信息。层叠造形的参数例如包括头22的移动速度、头22的朝向、喷出的材料m的每单位时间的量、喷出的材料m的速度及照射的能量线e的输出。nc程序61也可以还包括其他信息。
71.造形控制部52基于nc程序61,对包括光学装置31、材料供给装置32及移动装置24的造形部11进行控制,将多个层3a(造形物3)层叠造形。此外,造形控制部52能够使造形部11停止。
72.参照数据库62被用于根据由测量部12得到的层3a的测量结果推断在造形物3的内部是否发生缺陷。参照数据库62例如包括多个试样测量信息65、内部缺陷信息66、多个缺陷特性信息67和卷积神经网络(convolutional neural network;cnn)68。cnn68是学习结果的一例。另外,控制部14也可以具有与cnn68不同的其他的神经网络或其他的深层学习(机
器学习)的学习模型。此外,参照数据库62也可以具有与试样测量信息65、内部缺陷信息66、缺陷特性信息67及cnn68不同的信息。
73.在本实施方式中,将通过基于相互建立了关联的试样测量信息65和内部缺陷信息66的机器学习生成的cnn68,用于推断在造形物3的内部是否发生了缺陷。试样测量信息65除了后述的机器学习用的试样的形状的测量结果以外,例如还可以包括在用来将该试样层叠造形的nc程序61中包含的层叠造形的参数的信息、以及试样的材料m的信息那样的其他的信息。进而,将cnn68计算的特征量以及与该特征量建立了关联的缺陷特性信息67用于推断在造形物3的内部发生的缺陷的大小。另外,参照数据库62并不限于该例,也可以将相互建立了关联的试样测量信息65、内部缺陷信息66及缺陷特性信息67用于在造形物3的内部中是否发生缺陷的推断。此外,参照数据库62也可以具有用于基于试样测量信息65、内部缺陷信息66及缺陷特性信息67中的至少一个来推断在造形物3的内部是否发生缺陷的计算式或程序。即,参照数据库62只要是为了根据测量部12对层3a的测量结果来推断在造形物3的内部是否发生缺陷而参照的信息即可,并不限于许多信息的集合。
74.以下,对试样测量信息65、内部缺陷信息66及缺陷特性信息67的取得方法和cnn68的生成方法的一例进行说明。另外,试样测量信息65、内部缺陷信息66、缺陷特性信息67及cnn68并不限于以下的例子。
75.图4是示意地表示第1实施方式的参照数据库62的制作次序的例示性的图。首先,造形部11将试样3s层叠造形。试样3s是试样物体的一例。
76.试样3s是由造形部11造形的造形物3。因此,试样3s与其他造形物3同样包括多个层3a。进而,试样3s包括底座3b。
77.试样3s被形成为大致长方体,具有能够由ct扫描器45测量内部形状的大小。例如,将试样3s的高度、宽度及进深设定为约1~2cm。另外,试样3s的大小并不限于该例。
78.试样3s的底座3b具有校准标记3d。校准标记3d例如是从底座3b的表面凹陷的凹部。通过使校准标记3d具有三维的(立体的)形状,测量机41及ct扫描器45能够测量校准标记3d。
79.在图4的例子中,校准标记3d是大致三角形的凹部。另外,校准标记3d并不限于该例。此外,也可以在底座3b上设置多个校准标记3d。
80.校准标记3d在造形物3的层叠造形完成的情况下也不被层3a覆盖而露出。例如,校准标记3d设在层3a被层叠的底座3b的表面上并从层3a离开。
81.在试样3s的造形中,每当形成一个层3a,测量部12就测量该层3a的表面的形状。信息取得部53从测量部12取得测量结果(电信号)。信息生成部54根据信息取得部53所取得的测量部12的测量结果,生成试样测量信息65。即,试样测量信息65表示由测量部12测量的试样3s的层3a的表面的三维形状的测量结果。另外,信息生成部54也可以除了信息取得部53所取得的测量部12的测量结果以外,例如还根据在用来将试样3s层叠造形的nc程序61中包含的层叠造形的参数的信息和试样3s的材料m的信息,生成试样测量信息65。在此情况下,信息生成部54例如也可以从nc程序61提取层叠造形的参数的信息。
82.在开始或结束层3a的形成的层3a的边缘,有头22的速度或造形条件变得不稳定的情况。测量部12例如测量从层3a的边缘离开的部分的表面的形状。由此,测量部12能够测量在稳定的造形条件下形成的层3a的表面的形状。另外,测量部12也可以测量层3a的边缘的
周边的表面的形状。
83.信息生成部54例如通过对由测量部12测量的层3a的表面的形状的测量结果进行图像处理,能够得到试样测量信息65。由测量部12测量的有关层3a的表面的形状的信息,是直线光线l扫掠的层3a的表面的坐标群。
84.如上述那样,测量部12也可以测量包括层3a的边缘的周边的层3a的表面的全域的形状。在此情况下,信息生成部54也可以将层3a中的在不稳定的造形条件下造形出的部分的表面的形状从测量部12测量的层3a的全域的表面的形状中除去(裁剪),得到试样测量信息65。由此,信息生成部54能够得到有关在稳定的造形条件下形成的层3a的表面的形状的试样测量信息65。
85.层3a的表面的坐标例如根据测量机41相对于头22的前端22a的位置、头22相对于工作台21的相对的位置以及层3a的表面与测量机41之间的距离得到。测量机41相对于头22的前端22a的位置例如预先实测。头22相对于工作台21的相对的位置例如从nc程序61得到。层3a的表面与测量机41之间的距离例如根据测量机41的检测信号得到。
86.将试样3s造形后,将试样3s配置到x射线遮蔽室中,用ct扫描器45摄影。也可以在由ct扫描器45进行的摄影之前,将底座3b的一部分切离。在此情况下,也可以将校准标记3d不切离而保留。
87.信息取得部53从ct扫描器45取得由计算机断层摄影(ct)得到的试样3s的摄影结果(电信号)。信息生成部54基于信息取得部53所取得的ct扫描器45的摄影结果,生成内部缺陷信息66。内部缺陷信息66是所谓的ct图像。
88.例如,在从能量线e向材料m供给的热量或熔融区域3c的冷却时间那样的造形条件不适当的情况下,有相互重叠的两个层3a之间的边界处的融合变得不充分的情况。由此,有在造形物3(试样3s)的内部发生缺陷h的情况。缺陷h有可能引起造形物3的拉伸强度及疲劳强度的下降。
89.内部缺陷信息66表示试样3s的内部形状。因此,从内部缺陷信息66能够取得有关在试样3s的内部发生的缺陷h的形状、大小及坐标的信息。即,内部缺陷信息66基于透射过试样3s的x射线(电磁波),表示存在于该试样3s的内部中的缺陷h。
90.接着,信息生成部54将试样测量信息65在水平方向上分割而生成多个分割部分65a。分割部分65a是以在水平方向上具有规定的大小的方式分割的试样测量信息65的一部分。
91.接着,信息生成部54例如将内部缺陷信息66中的缺陷h看作封闭的空间,从内部缺陷信息66中提取该缺陷h。信息生成部54将被分割的试样测量信息65与提取出了缺陷h的内部缺陷信息66叠加。例如,通过将试样测量信息65用ct数据解析软件读入,能够将试样测量信息65和内部缺陷信息66叠加。
92.信息生成部54对于内部缺陷信息66中的与缺陷h重叠的分割部分65a赋予“有缺陷”的标签。此外,信息生成部54对于内部缺陷信息66中的不与缺陷h重叠的分割部分65a赋予“无缺陷”的标签。
93.试样测量信息65与内部缺陷信息66的叠加例如以校准标记3d为基准进行。例如,测量部12在测量层3a的表面的形状时,或在测量层3a的表面的形状之前,测量校准标记3d的形状。由此,试样测量信息65的至少一个包含有关校准标记3d的信息。
94.信息生成部54例如将为三角形的校准标记3d的重心设定为试样测量信息65中的坐标的基准点(原点)。另外,也可以将其他位置设定为基准点。此外,也可以将校准标记3d设定为nc程序61中的坐标的基准点。
95.ct扫描器45将包括校准标记3d的内部缺陷信息66摄影。由此,内部缺陷信息66包含有关校准标记3d的信息。信息生成部54将是三角形的校准标记3d的重心设定为内部缺陷信息66中的坐标的基准点(原点)。
96.信息生成部54以试样测量信息65的基准点与内部缺陷信息66的基准点一致的方式将试样测量信息65与内部缺陷信息66叠加。即,将内部缺陷信息66和试样测量信息65基于内部缺陷信息66中包含的校准标记3d和试样测量信息中包含的校准标记3d相互建立关联。另外,分割部分65a与内部缺陷信息66的叠加并不限于该例。
97.信息生成部54将被赋予了“有缺陷”或“无缺陷”的标签的多个分割部分65a变换为多个图像69。图像69是二维的图像。多个图像69包括被赋予了“有缺陷”的标签的多个图像69a和被赋予了“无缺陷”的标签的多个图像69b。将多个图像69作为所谓的教师数据用于机器学习。
98.信息生成部54对于被赋予了“有缺陷”的标签的图像69b,生成缺陷特性信息67。缺陷特性信息67是关于试样3s的内部的缺陷h的大小的信息。缺陷特性信息67例如是有关在与图像69b对应的位置处在试样3s的内部中发生的缺陷h的宽度、长度、体积、表面积、个数及密度的信息,根据内部缺陷信息66得到。
99.接着,学习部55基于多个图像69进行机器学习,作为学习结果而生成cnn68。cnn68例如包括卷积层、激活函数、池化、全结合、柔性最大值函数那样的多个层。
100.学习部55以图像69为输入,进行cnn68的顺传输。进而,学习部55以cnn68的输出值为输入,进行cnn68的逆传输。学习部55基于顺传输及逆传输的运算结果将cnn68更新。学习部55反复进行cnn68的更新,进行机器学习。
101.cnn68例如根据被输入的图像69,计算有关缺陷h的发生的该图像69的特征量。该特征量表示在与图像69对应的位置是否在试样3s的内部发生了缺陷h。此外,在本实施方式中,特征量表示关于在与图像69对应的位置处在试样3s的内部中发生的缺陷h的大小的信息。
102.如以上这样,学习部55根据基于内部缺陷信息66及试样测量信息65的图像69进行机器学习,生成作为学习结果的cnn68。另外,学习部55并不限于深层学习,也可以进行基于由人预先设定的特征量学习该特征量的样式那样的其他的机器学习。
103.接着,信息生成部54将缺陷特性信息67与cnn68的特征量建立关联。由此,能够基于cnn68计算的特征量,推断发生的缺陷h的大小。通过以上,基于试样测量信息65、内部缺陷信息66及缺陷特性信息67生成用来推断缺陷h的发生及发生的缺陷h的大小的参照数据库62,向存储部51存储。
104.图5是功能性地表示第1实施方式的推断部56的构成的例示性的框图。推断部56基于表示由测量部12测量的造形物3的层3a的测量结果的测量信息63和参照数据库62,推断(预测)在造形物3的内部是否发生缺陷。换言之,推断部56根据层3a的表面的形状,通过在该层3a上堆积下一层3a,预测是否发生缺陷h。如图5所示,推断部56具有发生预测部56a、特征预测部56b和输出部56c。
105.发生预测部56a从存储部51取得cnn68。进而,发生预测部56a从信息生成部54取得表示由测量部12测量的造形物3的层3a的测量结果的测量信息63。
106.测量信息63例如如以下这样生成。在造形物3的造形中,测量部12测量层3a的表面的形状。信息取得部53从测量部12取得测量结果(电信号)。信息生成部54根据信息取得部53所取得的测量部12的测量结果,生成测量信息63。另外,信息生成部54也可以除了信息取得部53所取得的测量部12的测量结果以外,例如还根据用来将造形物3层叠造形的nc程序61中包含的层叠造形的参数的信息和造形物3的材料m的信息来生成测量信息63。在此情况下,信息生成部54例如也可以从nc程序61提取层叠造形的参数的信息。
107.测量信息63例如是表示层3a的表面的至少一部分的形状的二维图像。测量信息63只要是能够作为cnn68的输入利用的信息即可。例如,在cnn68以三维图像为输入的情况下,信息生成部54生成作为三维图像的测量信息63。
108.发生预测部56a以测量信息63为输入,计算从cnn68输出的特征量。发生预测部56a根据计算出的特征量,推断在造形物3的内部是否发生缺陷h。
109.特征预测部56b在发生预测部56a预测到缺陷h的发生的情况下,推断(预测)缺陷h的大小。例如,特征预测部56b从发生预测部56a取得特征量。进而,特征预测部56b从存储部51取得缺陷特性信息67。特征预测部56b参照缺陷特性信息67,根据特征量来推断缺陷h的大小。
110.输出部56c将发生预测部56a及特征预测部56b的推断结果输出。例如,输出部56c使存储部51将发生预测部56a及特征预测部56b的推断结果存储。推断结果例如包含有关被预测发生的缺陷h的坐标及大小的信息。此外,输出部56c通过将发生预测部56a及特征预测部56b的推断结果向造形控制部52输出,也可以使造形控制部52将层3a修补。
111.如图3所示,造形部11还具有修补装置71。修补装置71是修补部的一例。修补装置71通过被造形控制部52控制,基于推断部56的推断结果将层3a修补。
112.图6是概略地表示第1实施方式的造形物3及修补装置71的例示性的剖视图。如图6所示,修补装置71例如具有切削部72。切削部72例如是立铣刀。
113.例如,造形控制部52基于由测量部12测量的层3a的表面的形状,计算最大高度zm和切削量c。最大高度zm是层3a的表面上的z方向(厚度方向)的坐标的最大值。切削量c是层3a的表面上的z方向的坐标的最大值与最小值的差。z方向的坐标以底座3b的校准标记3d或工作台21的支承面21a为基准。
114.将切削部72的前端配置在作为最大高度zm与切削量c的差的加工高度zp。通过位于加工高度zp的切削部72将层3a切削,将层3a的表面加工为大致平坦。
115.如图6那样,在层3a的表面形成的凹凸的起伏较大的情况下,在造形物3的内部发生缺陷h的概率较高。通过修补装置71将层3a的表面加工为大致平坦,在造形物3的内部发生缺陷h的概率减小。
116.修补装置71也可以将表面被测量后的层3a或包括该层3a的多个层3a消掉。在此情况下,通过造形部11重新进行被消掉的层3a的形成,抑制在造形物3的内部发生缺陷h。
117.在修补装置71能够将配置在工作台21上的造形物3修补的情况下,修补装置71例如以nc程序61的基准点为基准将层3a修补。在修补装置71将配置在与工作台21不同的位置处的造形物3修补的情况下,修补装置71将校准标记3d例如用照相机读取,对于该校准标记
3d设定基准点。
118.图7是表示第1实施方式的层叠造形方法的一例的例示性的流程图。以下,参照图7对由层叠造形系统1进行的层叠造形进行说明。另外,参照图7在以下说明的层叠造形方法不过是一例,层叠造形系统1也可以通过其他的方法进行层叠造形。
119.如图7所示,首先,造形部11基于nc程序61开始层叠造形(s11)。接着,测量部12的测量机41测量层3a的表面的形状(s12)。例如,在一个层3a的完成后,测量部12测量层3a的表面的形状。另外,测量部12也可以通过直线光线l将层3a的表面实时地扫掠。在此情况下,在被扫掠的层3a的表面的轮廓形状的数量达到规定的数量的时点,信息生成部54根据这些多个轮廓形状生成表示层3a的表面的一部分的形状的测量信息63。
120.接着,推断部56的发生预测部56a预测在造形物3的内部是否发生缺陷h(s13)。发生预测部56a基于测量信息63和cnn68计算特征量。发生预测部56a根据计算出的特征量,预测在造形物3的内部是否发生缺陷h。例如,在特征量超过阈值的情况下,发生预测部56a判定为在与测量信息63对应的位置处发生缺陷h。
121.在预测了在造形物3的内部发生缺陷h的情况下(s13:是),特征预测部56b预测缺陷h的大小是否比规定的大小(例如50μm)大(s14)。规定的大小例如通过试样3s的拉伸试验那样的验证来决定。
122.特征预测部56b根据发生预测部56a计算出的特征量和缺陷特性信息67,预测缺陷h的大小。特征预测部56b判定预测的缺陷h的大小是否比可能给造形物3的品质带来影响的缺陷h的规定的大小大。另外,特征预测部56b也可以单单将特征量与阈值进行比较。
123.也可以将s13及s14合并。换言之,推断部56也可以基于测量信息63和cnn68,一次推断在造形物3的内部是不发生缺陷h或发生比规定的大小小的缺陷h、还是发生比规定的大小大的缺陷h。
124.在预测为缺陷h的大小比规定的大小大的情况下(s14:是),造形控制部52对修补装置71进行控制,将层3a修补(s15)。也可以将s15中的层3a的修补省略。在此情况下,例如将在造形物3中预测会发生缺陷h的坐标(地图)存储在存储部51中。该地图能够用于可溯性那样的造形物3的品质管理。此外,也可以代替s15中的层3a的修补而将层叠造形中止。
125.将层3a修补后,造形控制部52判定层叠造形是否完成(s16)。在层叠造形没有完成的情况下(s16:否),回到s12,测量部12再次测量层3a的表面的形状。
126.在s13中没有预测到缺陷h的发生的情况下(s13:否)及在s14中预测为缺陷h的大小比规定的大小小的情况下(s14:否),造形控制部52也判定层叠造形是否完成(s16)。在s16中,在层叠造形完成的情况下(s16:是),层叠造形系统1中的层叠造形结束。
127.如以上这样,推断部56根据基于内部缺陷信息66及试样测量信息65的cnn68和测量信息63,推断在造形物3的内部是否发生缺陷h。进而,推断部56根据基于测量信息63及cnn68的特征量和缺陷特性信息67,推断在造形物3的内部是否发生比规定的大小大的缺陷h或比规定的大小小的缺陷h。比规定的大小大的缺陷h是第1缺陷的一例。比规定的大小小的缺陷h是第2缺陷的一例。此外,推断部56在推断为发生了比规定的大小小但密集的多个缺陷h的情况下,也可以将该多个缺陷h看作比规定的大小大的一个缺陷h。该一个缺陷h也是第1缺陷的一例。
128.造形部11在推断部56推断为在造形物3的内部发生比规定的大小大的缺陷h的情
况下,由修补装置71将层3a修补。另一方面,造形部11在推断部56推断为在造形物3的内部发生比规定的大小小的缺陷h的情况下,继续进行造形物3的层叠造形。
129.由本实施方式的控制部14执行的程序以可安装的形式或可执行的形式的文件记录在cd-rom、软盘(fd)、cd-r、dvd(digital versatile disk)等能够由计算机读取的记录介质中而提供。
130.此外,也可以将由本实施方式的控制部14执行的程序保存到与因特网等的网络连接的计算机上,通过经由网络下载来提供。此外,也可以构成为,将由本实施方式的控制部14执行的程序经由因特网等的网络提供或发布。
131.此外,也可以构成为,将本实施方式的程序预先装入到rom等中而提供。
132.由本实施方式的控制部14执行的程序为包括上述的各部(造形控制部52、信息取得部53、信息生成部54、学习部55及推断部56)的模组构成,作为实际的硬件,通过cpu(处理器)从上述存储介质将程序读出并执行,将上述各部装载到主存储装置上,在主存储装置上生成造形控制部52、信息取得部53、信息生成部54、学习部55及推断部56。
133.在以上说明的有关第1实施方式的层叠造形系统1中,存储部51存储基于内部缺陷信息66和试样测量信息65的参照数据库62,所述内部缺陷信息66基于透射过试样3s的x射线(电磁波)表示存在于该试样3s的内部的缺陷h,所述试样测量信息65表示由测量部12测量的试样3s的多个层3a的测量结果。推断部56基于表示由测量部12测量出的造形物3的多个层3a的测量结果的测量信息63和参照数据库62,推断在造形物3的内部是否发生缺陷h。由此,在层叠造形中,能够推断在被造形的造形物3的内部是否发生缺陷h。由于能够在缺陷h的发生前推断缺陷h的发生,所以不需要在缺陷h的发生后将造形物3修补,能够减少造形物3的材料费及造形时间。此外,还抑制因由缺陷h造成的品质下降而将造形物3废弃。
134.通常,有通过ct扫描器能够检测造形物3的缺陷h的情况。但是,在由ct扫描器进行的缺陷h的检测中,可检测的造形物3的大小被限制在ct扫描器能够照射x射线的范围。因此,有因为由ct扫描器进行的缺陷h的检测而造形物3被切断(破坏)的情况。此外,由于在由ct扫描器进行的缺陷h的检测中,使造形物3向x射线遮蔽室移动,所以造形中的检测较困难。因此,有以在层叠造形的完成后检测到的缺陷h带来的品质下降为理由而将造形物3废弃的情况。进而,在由ct扫描器进行的缺陷h的检测中,根据造形物3的材料(比重)而检测精度发生变化。
135.本实施方式的层叠造形系统1相对于由ct扫描器检测造形物3的缺陷h的系统,可以具有在可测量的造形物3的大小方面限制较少、能够在造形物3的造形中推断缺陷h的发生、因造形物3的材料带来的精度的变化较少的优点。进而,本实施方式的层叠造形系统1可以具有能够不将造形物3破坏来推断缺陷h的发生的优点。此外,本实施方式的层叠3a造形系统相对于检测在造形物3的内部中已经发生的缺陷h的其他系统,具有能够在缺陷h的发生前推断缺陷h的发生的优点。
136.学习部55基于内部缺陷信息66和试样测量信息65进行机器学习,生成cnn68。参照数据库62具有该cnn68。通过使用机器学习,层叠造形系统1能够更正确且容易地推断缺陷h的发生。
137.内部缺陷信息66基于通过计算机断层摄影(ct)得到的试样3s的摄影结果。由此,如果将试样3s通过ct扫描器45摄影,则能够不将造形出的造形物3用ct扫描器45实际摄影,
而以与由ct进行的缺陷h的检测大致同等的精度推断缺陷h的生成。
138.测量部12测量各个层3a的表面的形状。推断部56基于表示造形物3的层3a的表面的形状的测量信息63和表示试样3s的层3a的表面的形状的试样测量信息65及内部缺陷信息66,推断在造形物3的内部是否发生缺陷h。例如,在层3a的表面形成的凹凸的起伏较大的情况下,在造形物3的内部发生缺陷h的可能性较高。这样,通过使用层3a的表面的形状的测量结果,能够推断在造形物3的内部是否发生缺陷h。
139.测量部12具有作为非接触三维测量机的测量机41。由此,在造形中,能够更快地推断在被造形的造形物3的内部是否发生缺陷h。
140.测量部12与造形部11的头22连接,通过移动装置24与该头22一起相对于工作台21相对地移动。由此,抑制了在测量部12可测量的造形物3的大小上发生限制。测量部12只要是造形部11可层叠造形的大小的造形物3就能够进行测量。
141.修补装置71基于推断部56的推断结果将层3a修补。例如,在推断部56推断为在造形物3的内部发生缺陷h的情况下,修补装置71将层3a修补以抑制缺陷h的发生。由此,能够抑制在造形物3的内部发生缺陷h。
142.参照数据库62基于内部缺陷信息66、试样测量信息65以及关于存在于试样3s的内部中的缺陷h的大小的缺陷特性信息67。造形部11在推断部56推断为在造形物3的内部发生比规定的大小大的缺陷h的情况下由修补装置71将层3a修补。造形部11在推断部56推断为在造形物3的内部发生比规定的大小小的缺陷h的情况下继续进行造形。由此,能够将无用的修补省略,能够抑制层叠造形所花费的时间增大。
143.将内部缺陷信息66和试样测量信息65基于内部缺陷信息66中包含的校准标记3d和试样测量信息65中包含的校准标记3d相互建立关联。由此,能够基于内部缺陷信息66和试样测量信息65得到用来更正确地推断缺陷h的发生的参照数据库62。
144.(第2实施方式)
145.以下,参照图8对第2实施方式进行说明。另外,在以下的多个实施方式的说明中,对拥有与已经说明的构成要素同样的功能的构成要素赋予与该已述的构成要素相同的标号,进而有将说明省略的情况。此外,带有相同的标号的多个构成要素其全部的功能及性质并不一定是共通的,也可以具有与各实施方式对应的不同的功能及性质。
146.在第2实施方式中,推断部56代替层3a的表面的形状,基于层3a的表面粗糙度,推断在造形物3的内部是否发生缺陷h。即,第2实施方式的测量信息63是层3a的至少一部分的表面粗糙度。
147.例如,在造形物3的造形中,测量部12测量层3a的表面的形状。信息取得部53从测量部12取得测量结果(电信号)。信息生成部54根据信息取得部53所取得的层3a的表面的形状的测量结果,计算层3a的表面粗糙度。
148.第2实施方式的试样测量信息65是由测量部12测量的试样3s的层3a的表面粗糙度。在第2实施方式的参照数据库62中,基于试样测量信息65和内部缺陷信息66,规定了层3a的表面粗糙度和缺陷h的发生的有无的相关关系。此外,在第2实施方式的参照数据库62中,例如基于试样测量信息65、内部缺陷信息66和缺陷特性信息67,规定了层3a的表面粗糙度和发生的缺陷h的大小的相关关系。这些相关关系既可以由人预先计算,也可以由学习部55计算。
149.在第2实施方式的推断部56中,发生预测部56a基于表示层3a的表面粗糙度的测量信息63和参照数据库62,推断在造形物3的内部是否发生缺陷h。例如,根据由参照数据库62规定的层3a的表面粗糙度和缺陷h的发生的有无的相关关系,得到在造形物3的内部是否发生缺陷h的阈值。发生预测部56a通过将测量信息63的表面粗糙度与该阈值比较,推断在造形物3的内部是否发生缺陷h。
150.在第2实施方式的推断部56中,特征预测部56b基于表示层3a的表面粗糙度的测量信息63和参照数据库62,推断缺陷h的大小。例如,根据由参照数据库62规定的层3a的表面粗糙度和发生的缺陷h的大小的相关关系,得到缺陷h是否比规定的大小大的阈值。特征预测部56b通过将测量信息63的表面粗糙度与该阈值比较,推断缺陷h是否比规定的大小大。
151.图8是表示有关第2实施方式的层叠造形方法的一例的例示性的流程图。以下,参照图8说明由第2实施方式的层叠造形系统1进行的层叠造形。
152.首先,与第1实施方式同样,造形部11基于nc程序61开始层叠造形(s11),测量部12测量层3a的表面的形状(s12)。接着,信息生成部54根据由测量部12测量的造形物3的层3a的测量结果,计算层3a的表面粗糙度(s111)。
153.由测量部12测量的造形物3的层3a的测量结果表示造形物3的层3a的表面的三维形状。因此,信息生成部54能够根据测量结果来计算层3a的表面粗糙度。即,第2实施方式的测量部12间接地测量多个层3a各自的表面粗糙度。另外,测量部12也可以是直接地测量层3a的表面粗糙度的装置。
154.接着,推断部56的发生预测部56a预测在造形物3的内部是否发生缺陷h(s13)。如上述那样,发生预测部56a例如通过将层3a的表面粗糙度与阈值比较,预测在造形物3的内部是否发生缺陷h。
155.当预测在造形物3的内部发生缺陷h的情况下(s13:是),特征预测部56b预测缺陷h的大小是否比规定的大小大(s14)。如上述那样,特征预测部56b例如通过将层3a的表面粗糙度与阈值进行比较,预测缺陷h的大小是否比规定的大小大。
156.在预测为缺陷h比规定的大小大的情况下(s14:是),造形控制部52对修补装置71进行控制,将层3a修补(s15)。将层3a修补后,造形控制部52判定层叠造形是否完成(s16)。在层叠造形没有完成的情况下(s16:否),回到s12,测量部12再次测量层3a的表面的形状。
157.在s13中没有预测出缺陷h的发生的情况下(s13:否)以及在s14中预测为缺陷h比规定的大小小的情况下(s14:否),造形控制部52也判定层叠造形是否完成(s16)。在s16中在层叠造形完成的情况下(s16:是),层叠造形系统1中的层叠造形结束。
158.在以上说明的第2实施方式的层叠造形系统1中,测量部12测量各个层3a的表面粗糙度。推断部56基于表示造形物3的层3a的表面粗糙度的测量信息63和表示试样3s的层3a的表面粗糙度的试样测量信息65及内部缺陷信息66,推断在造形物3的内部是否发生缺陷h。例如,在层3a的表面粗糙度较大、层3a的平均高度较低的情况下,在造形物3的内部发生缺陷h的可能性较高。这样,通过使用层3a的表面粗糙度的测量结果,能够推断在造形物3的内部是否发生缺陷h。
159.(第3实施方式)
160.以下,参照图9至图13对第3实施方式进行说明。图9是示意地表示有关第3实施方式的层叠造形系统1的例示性的剖视图。如图9所示,第3实施方式的测量部12代替测量机41
及连接部42而具有测量机81和测距计82。
161.测量机81例如是红外线照相机。测量机81测量形成层3a的熔融区域3c的几何学的形状及温度分布。换言之,测量机81进行对于被造形部11熔融而形成层3a的材料m的测量。另外,测量机81也可以是ccd照相机那样的其他设备。在此情况下,测量机81测量熔融区域3c的几何学的形状。
162.测量机81例如能够使用光学装置31,与能量线e同轴地将熔融区域3c摄影。例如,第3实施方式的光学装置31具有光源31a、准直透镜31b、第1聚光透镜31c、半反射镜31d和第2聚光透镜31e。
163.光源31a具有激振元件,通过激振元件的激振,射出作为能量线e的激光。准直透镜31b将例如经由光纤入射的能量线e变换为平行光。第1聚光透镜31c将平行光聚光,使其从头22的射出路22b射出。半反射镜31d位于准直透镜31b与第1聚光透镜31c之间的光路中。从准直透镜31b朝向第1聚光透镜31c的光透射过半反射镜31d。第2聚光透镜31e将由半反射镜31d反射的光聚光,使其向测量机81入射。
164.例如,在熔融区域3c中发生放射光。该放射光经过头22的射出路22b及第1聚光透镜31c向半反射镜31d入射。放射光被半反射镜31d反射,经过第2聚光透镜31e向测量机81的受光部入射。由此,测量机81能够与能量线e同轴地将熔融区域3c摄影。此外,根据上述构成,不需要将测量机81靠近熔融区域3c,能够减小熔融区域3c的温度及粉尘的影响。
165.测距计82例如是激光测距计。另外,测距计82并不限于该例。测距计82与头22连接,通过移动装置24与该头22一起相对于工作台21相对地移动。
166.测距计82例如测量该测距计82与熔融区域3c之间的距离。例如,基于测距计82的测量结果、实测的测距计82与头22之间的距离和nc程序61中的头22的坐标,得到熔融区域3c的坐标。另外,测量部12也可以代替测距计82而具有3d扫描器那样的能够测量距离的设备。
167.图10是功能性地表示第3实施方式的层叠造形系统1的构成的例示性的框图。如图10所示,在第3实施方式中,信息取得部53从测量机81取得熔融区域3c的形状及温度分布的测量结果。此外,信息取得部53从测距计82取得测距计82与熔融区域3c之间的距离的测量结果。
168.图11是表示第3实施方式的熔融区域3c的测量结果的一例的例示性的图。信息生成部54例如通过对由测量部12测量的熔融区域3c的形状及温度分布的测量结果(电信号)进行图像处理,能够得到图11那样的热成像91。热成像91是表示试样3s的层3a的测量结果的试样测量信息65或表示造形物3的层3a的测量结果的测量信息63。
169.如图11所示,在热成像91中设定代表点92。将代表点92例如设定在热成像91的中心。另外,也可以将代表点92设定在热成像91中的其他的位置。
170.对于热成像91,赋予与代表点92的坐标有关的信息。代表点92的坐标例如基于测距计82的测量结果、测距计82与头22之间的距离和nc程序61中的头22的坐标来计算。
171.此外,热成像91被赋予与熔融区域3c的长度dl、宽度dw及面积有关的信息。长度dl是熔融区域3c的最大长度。宽度dw是与熔融区域3c的较长方向正交的方向上的该熔融区域3c的长度。
172.以下,对第3实施方式的试样测量信息65、内部缺陷信息66及缺陷特性信息67的取
得方法和cnn68的生成方法的一例进行说明。另外,试样测量信息65、内部缺陷信息66、缺陷特性信息67及cnn68并不限于以下的例子。
173.图12是示意地表示第3实施方式的参照数据库62的制作次序的例示性的图。首先,造形部11将试样3s层叠造形。在试样3s的造形中,以规定的采样率(间隔),测量机81将熔融区域3c摄影。例如,测量机81每当头22相对于工作台21移动约1mm,就将熔融区域3c摄影。采样率例如设定为,使被摄影的多个区域不相互重复。
174.测距计82例如基于每当头22相对于工作台21移动约1mm发出的触发信号,测量测距计82与熔融区域3c之间的距离。由此,能够将熔融区域3c的热成像91与该热成像91的代表点92的坐标建立关联。
175.信息生成部54根据信息取得部53所取得的测量部12的测量结果,生成作为试样测量信息65的热成像91。即,试样测量信息65表示由测量部12测量的试样3s的层3a(形成层3a的熔融区域3c)的测量结果。信息生成部54对热成像91赋予与该热成像91的代表点92的坐标有关的信息。继续熔融区域3c的摄影,直到试样3s的造形完成。
176.将试样3s造形后,将试样3s配置到x射线遮蔽室中,用ct扫描器45摄影。信息取得部53从ct扫描器45取得由ct得到的试样3s的摄影结果。信息生成部54基于信息取得部53所取得的ct扫描器45的摄影结果,生成内部缺陷信息66。
177.接着,信息生成部54推定将试样测量信息65从代表点92的坐标在高度方向上扩展了
±
几十μm~几百μm的小空间95。另外,信息生成部54也可以在水平方向上进行试样测量信息65的扩展或裁剪。
178.接着,信息生成部54例如将内部缺陷信息66中的缺陷h看作封闭的空间,从内部缺陷信息66中提取该缺陷h。信息生成部54将小空间95与提取出了缺陷h的内部缺陷信息66叠加。信息生成部54在小空间95与内部缺陷信息66中的缺陷h重叠的情况下,对于与该小空间95对应的热成像91赋予“有缺陷”的标签。此外,信息生成部54在小空间95不与内部缺陷信息66中的缺陷h重叠的情况下,对于与该小空间95对应的热成像91赋予“无缺陷”的标签。
179.小空间95与内部缺陷信息66的叠加例如以校准标记3d为基准来进行。例如,测量部12在进行关于熔融区域3c的测量之前,将校准标记3d摄影。由此,试样测量信息65的至少一个包含有关校准标记3d的信息。
180.信息生成部54以试样测量信息65的基准点与内部缺陷信息66的基准点一致的方式,将小空间95与内部缺陷信息66叠加。即,将内部缺陷信息66和试样测量信息65基于内部缺陷信息66中包含的校准标记3d和试样测量信息中包含的校准标记3d相互建立关联。另外,小空间95与内部缺陷信息66的叠加并不限于该例。
181.多个热成像91包括被赋予了“有缺陷”的标签的多个热成像91a和被赋予了“无缺陷”的标签的多个热成像91b。将被赋予了标签的多个热成像91作为所谓的教师数据而用于机器学习。
182.信息生成部54对于被赋予了“有缺陷”的标签的热成像91a,生成缺陷特性信息67。缺陷特性信息67例如是与在与热成像91b对应的位置在试样3s的内部发生的缺陷h的宽度、长度、体积、表面积、个数及密度有关的信息,根据内部缺陷信息66得到。
183.接着,学习部55基于多个热成像91进行机器学习,作为学习结果而生成cnn68。cnn68例如根据被输入的热成像91,计算有关缺陷h的发生的该热成像91的特征量。该特征
量表示在与热成像91的代表点92对应的位置是否在试样3s的内部发生缺陷h。此外,在本实施方式中,特征量是表示与在与代表点92对应的位置处在试样3s的内部发生的缺陷h的大小有关的信息。
184.接着,信息生成部54将缺陷特性信息67和cnn68的特征量建立关联。由此,能够基于cnn68计算的特征量,推断发生的缺陷h的大小。通过以上,基于试样测量信息65、内部缺陷信息66及缺陷特性信息67生成用来推断缺陷h的发生及发生的缺陷h的大小的参照数据库62,存储到存储部51中。
185.参照数据库62并不限于cnn68,也可以具有其他的工艺窗口。在该工艺窗口,例如表示如果熔融区域3c的宽度dw低于规定的值则在造形物3发生缺陷h这样的对应关系、或缺陷h相对于宽度dw的值的大小的对应关系。
186.图13是表示第3实施方式的层叠造形方法的一例的例示性的流程图。以下,参照图13说明由第3实施方式的层叠造形系统1进行的层叠造形。如图13所示,首先,造形部11基于nc程序61开始层叠造形(s11)。
187.接着,测量部12的测量机81将熔融区域3c摄影(s211)。进而,测量部12的测距计82测量该测距计82与熔融区域3c之间的距离,信息生成部54基于该测量结果取得代表点92的坐标(s212)。例如,测量部12每当头22相对于工作台21移动规定的距离,就执行s211、s212的摄影及测量。
188.接着,信息生成部54对于摄影出的热成像91赋予代表点92的坐标信息(s213)。信息生成部54例如也可以将热成像91中的最高温度那样的其他信息对热成像91赋予。
189.接着,推断部56的发生预测部56a预测在造形物3的内部是否发生缺陷h(s13)。发生预测部56a基于测量信息63和cnn68计算特征量。发生预测部56a根据计算出的特征量,预测在造形物3的内部是否发生缺陷h。
190.当预测在造形物3的内部发生缺陷h的情况下(s13:是),特征预测部56b预测缺陷h的大小是否比规定的大小大(s14)。在预测为缺陷h的大小比规定的大小大的情况下(s14:是),造形控制部52对修补装置71进行控制,将层3a修补(s15)。
191.在第3实施方式的修补中,例如将头22配置在被推断发生缺陷h的位置的上方。将头22的前端22a与层3a的表面之间的距离例如设定为与从头22喷出的材料m的收敛距离大致相等。头22通过将能量线e向该位置照射,对层3a供给所需最低限度的热,将层3a再熔融。由此,使层3a的表面平整,将层3a修补。另外,修补与第1实施方式同样,也可以由修补装置71进行。
192.在第1实施方式及第3实施方式中,修补也可以如以下这样进行。例如,在缺陷h的大小比规定的大小大并且缺陷h的数量较少的情况下,修补装置71将预测发生缺陷h的位置的周边的层3a削掉。此外,在缺陷h的大小比规定的大小大并且缺陷h的数量较多的情况下,修补装置71将预测发生缺陷h的层3a的全域削掉。此外,在缺陷h的大小比规定的大小小的情况下,将预测发生缺陷h的位置的周边的层3a用能量线e修补。在缺陷h的大小比规定的大小小并且缺陷h的数量较少的情况下,不进行修补而继续进行层叠造形。另外,在较小的缺陷h跨规定的数量的层3a堆叠的情况下,修补装置71将多个层3a削掉。
193.将层3a修补后,造形控制部52判定层叠造形是否完成(s16)。在层叠造形没有完成的情况下(s16:否),回到s211,测量部12再次将熔融区域3c摄影。
194.在s13中没有预测出缺陷h的发生的情况下(s13:否)以及在s14中预测为缺陷h的大小比规定的大小小的情况下(s14:否),造形控制部52也判定层叠造形是否完成(s16)。在s16中,在层叠造形完成的情况下(s16:是),层叠造形系统1中的层叠造形结束。
195.在以上说明的第3实施方式的层叠造形系统1中,测量部12测量被造形部11熔融的材料m(熔融区域3c)的状态。推断部56基于表示关于形成造形物3的层3a的熔融区域3c的测量结果的测量信息63和关于形成试样3s的层3a的熔融区域3c的试样测量信息65及内部缺陷信息66,推断在造形物3的内部是否发生缺陷h。如在浅井知:“面向先进的智能焊接系统的实现”大阪大学工业会志(572),17-21,2016-04中记载那样,形成层3a的熔融区域3c的状态给造形物3的内部中的缺陷h的发生带来影响。这样,通过使用关于形成层3a的熔融区域3c的测量结果,能够推断在造形物3的内部是否发生缺陷h。
196.(第4实施方式)
197.以下,参照图14对第4实施方式进行说明。图14是示意地表示有关第4实施方式的层叠造形系统1的例示性的立体图。如图14所示,在第4实施方式中,造形部11代替工作台21而具有第1工作台101和第2工作台102。第1工作台101及第2工作台102被配置在相互不同的位置。
198.第1工作台101及第2工作台102分别具有支承面105、夹具106和多个固定螺钉107。支承面105被形成为大致平坦,且朝向 z方向。夹具106及固定螺钉107被配置在支承面105上。
199.夹具106具有在x方向上延伸的第1延伸部106a和在y方向上延伸的第2延伸部106b。第1延伸部106a及第2延伸部106b通过抵接在造形物3的底座3b上,能够进行x方向及y方向上的底座3b的对位。
200.固定螺钉107将底座3b在x方向及y方向上推压在夹具106上。由此,将底座3b在支承面105之上固定。为了将z方向上的固定螺钉107与底座3b的位置对准,也可以在支承面105与底座3b之间配置衬垫108。
201.在x方向及y方向上,nc程序61、测量信息63、试样测量信息65、内部缺陷信息66及缺陷特性信息67中的坐标的基准点(原点)设定在第1延伸部106a和第2延伸部106b的角106c处。z方向上的坐标的基准点也可以设定在支承面105上,也可以设定在底座3b的表面上。
202.造形部11将材料m的层3a堆积在配置于第1工作台101的支承面105的底座3b之上,将造形物3造形。ct扫描器45将配置于第2工作台102的支承面105上的造形物3摄影。此外,修补装置71也可以将配置于第2工作台102的支承面105上的造形物3的层3a修补。nc程序61、测量信息63、试样测量信息65、内部缺陷信息66、缺陷特性信息67及修补装置71的对位基于设定在夹具106的角106c处的基准点进行。
203.在以上说明的第4实施方式的层叠造形系统1中,nc程序61、测量信息63、试样测量信息65、内部缺陷信息66及修补装置71的对位基于设定在夹具106的角106c处的基准点进行。由此,不需要在底座3b上设置校准标记3d,能够减小底座3b。
204.nc程序61、测量信息63、试样测量信息65、内部缺陷信息66及修补装置71也可以通过其他方法进行对位。例如,在x方向及y方向上的底座3b的边缘,通过接触传感器测量多个位置。通过该测量结果,求出表示x方向及y方向上的底座3b的边缘的两个直线的数式。对于
该两个直线的交点能够设定基准点。基于该两个直线,还能够计算nc程序61、测量信息63、试样测量信息65、内部缺陷信息66及修补装置71中的坐标与底座3b之间的倾斜。
205.在以上的实施方式中,层叠造形系统1具有检查部13,取得内部缺陷信息66。但是,层叠造形系统1只要具有基于试样测量信息65及内部缺陷信息66的参照数据库62即可,也可以不具有检查部13及内部缺陷信息66。例如,也可以通过作为与进行造形物3的层叠造形的层叠造形系统1不同的装置的ct扫描器得到内部缺陷信息66。在此情况下,例如将内部缺陷信息66经由电气通信线路或信息记录介质向层叠造形系统1输入。
206.图15是表示有关各实施方式的层叠造形系统1的一例的例示性的立体图。将以上的实施方式的层叠造形系统1例如应用于图15那样的层叠造形系统1。另外,层叠造形系统1并不限于图15的例子。
207.在图15的例子中,第1移动装置24a例如具有平行移动装置24aa和旋转装置24ab。平行移动装置24aa使工作台21在x方向及y方向上移动。旋转装置24ab使工作台21绕在z方向上延伸的旋转轴旋转。
208.第2移动装置24b具有第1移动部24ba、第2移动部24bb、第3移动部24bc和旋转部24bd。第1移动部24ba被形成为大致门型,在y方向上移动。第2移动部24bb被形成为梁型,被安装在沿z方向延伸的第1移动部24ba的柱上。第2移动部24bb在z方向上移动。第3移动部24bc被安装于在x方向上延伸的第2移动部24bb上。第3移动部24bc在x方向上移动。旋转部24bd设在第3移动部24bc上,使头22绕在y方向上延伸的旋转轴旋转。第2移动装置24b的第1移动部24ba及第3移动部24bc能够使头22相对于工作台21在x方向及y方向上移动。因此,也可以将第1移动装置24a的平行移动装置24aa省略。
209.在图15的例子中,在头22上安装着第1实施方式的测量机41。但是,图15的层叠造形系统1也可以具备第3实施方式的测量机81及测距计82。此外,在图15的例子中,工作台21也可以具有第4实施方式的支承面105,夹具106及多个固定螺钉107。
210.在以上的实施方式中,层叠造形系统1具有经由信号线与造形部11、测量部12及检查部13电连接的控制部14。但是,控制部14也可以如以下具体地例示那样,包括与造形部11另外地设置、能够经由网络与造形部11通信的计算机。
211.图16是功能性地表示各实施方式的变形例的层叠造形系统1的构成的例示性的框图。如图16所示,控制部14也可以具有第1控制部201和第2控制部202。第1控制部201经由信号线与造形部11、测量部12及检查部13电连接。另一方面,第2控制部202与造形部11、测量部12、检查部13及第1控制部201另外地设置,可经由网络n与第1控制部201相互通信地设置。
212.在图16的例子中,第1控制部201及第2控制部202分割而具备第1至第4实施方式的控制部14的功能。例如,第1控制部201具备造形控制部52、信息取得部53、信息生成部54、存储部211和通信部212。另一方面,第2控制部202具备学习部55、推断部56、存储部221和通信部222。存储部211、221分割而具备第1至第4实施方式的存储部51的功能。
213.第1控制部201对层叠造形系统1中的层叠造形及测量进行控制。第1控制部201的存储部211存储nc程序61。造形控制部52基于存储部211的nc程序61,与第1至第4实施方式同样地控制造形部11而进行层叠造形。信息取得部53从测量部12取得测量结果。信息生成部54根据信息取得部53所取得的测量部12的测量结果生成测量信息63。信息生成部54经由
通信部212、222使第2控制部202的存储部221存储测量信息63。另外,信息生成部54也可以使存储部211存储测量信息63。
214.第1控制部201的通信部212和第2控制部202的通信部222经由网络n相互进行信息的发送。由此,第1控制部201及第2控制部202能够对存储部211、221进行信息的读写。进而,第1控制部201和第2控制部202能够相互发送指令。通信部212、222也可以以有线进行通信,也可以以无线进行通信。
215.第2控制部202对层叠造形系统1中的机器学习及推断进行控制。第2控制部202的存储部221存储参照数据库62和测量信息63。学习部55取得图像69,与第1至第4实施方式同样进行机器学习。推断部56与第1至第4实施方式同样,基于测量信息63和参照数据库62,推断(预测)在造形物3的内部是否发生缺陷。
216.如以上这样,第1控制部201及第2控制部202也可以分割具备第1至第4实施方式的控制部14的功能。第1控制部201及第2控制部202并不限于图16的例子。例如,也可以,第1控制部201具有推断部56,通过存储部211、221都存储参照数据库62及测量信息63,经由网络n进行机器学习,在本地进行推断。此外,层叠造形系统1也可以具有多个第1控制部201和能够与多个第1控制部201通信的一个第2控制部202。
217.图17是表示各实施方式的变形例的控制部14的硬件构成的例示性的框图。在上述的变形例中,与第1至第4实施方式同样,第1控制部201及第2控制部202分别具有cpu14a那样的控制装置、rom14b、ram14c、外部存储装置14d、输出装置14e和输入装置14f,为使用通常的计算机的硬件构成。此外,第1控制部201及第2控制部202分别具有用来经由网络n进行通信的通信接口(i/f)14g。
218.通过cpu14a执行被装入在rom14b或外部存储装置14d中的程序,控制部14对层叠造形系统1的各部进行控制。例如,第1控制部201的cpu14a作为造形控制部52、信息取得部53、信息生成部54及通信部212发挥功能。此外,第2控制部202的cpu14a作为学习部55、推断部56及通信部212发挥功能。此外,ram14c及外部存储装置14d作为存储部51发挥功能。
219.上述的本发明的实施方式并不限定发明的范围,只不过是发明的范围中包含的一例。本发明的某个实施方式也可以相对于上述的实施方式例如对于具体的用途、构造、形状、作用及效果的至少一部分在不脱离发明的主旨的范围中进行变更、省略及追加。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。