1.本发明涉及电容器技术领域,尤其是一种电容器的生产设备。
背景技术:
2.电容器是一种容纳电荷的器件。是电子设备中大量使用的电子元件之一,广泛应用于电路中的隔直通交,耦合,旁路,滤波,调谐回路,能量转换,控制等方面。
3.现有薄膜电容器的制作主要包括下述步骤:(1)制作芯子,可以将金属箔(金属箔作为电极)和塑料薄膜重叠后卷绕在一起而制成芯子,也可以在塑料薄膜上蒸镀上一层很薄的金属(蒸镀上的金属层作为电极)而得到金属化薄膜,然后将金属化薄膜卷绕而制成芯子;经卷绕制成的芯子通常为圆柱形(通常还采用热压方式对圆柱形芯子施以夹扁作业,制成扁状圆柱形芯子);(2)对芯子进行赋能,赋能是对芯子的两导电端施加电压,清除芯子的内部导电隐患,使芯子的内部导电缺陷自愈;(3)焊接引脚,焊接是对芯子的两导电端处焊接导电引脚;(4)封装,封装是在已焊接引脚的芯子的外部含浸环氧树脂,或者将已焊接引脚的芯子放入塑料壳内,并在塑料壳内灌入环氧树脂以固定芯子。芯子经过赋能、焊接引脚、封装等工序后,成为电容器成品。
4.为了提高加工效率,需要将长的导电引线进行上料操作,将长的引线切断成合适的长度,将切断的引线进行u型折弯,将折弯的引线移送至黏贴区,同时自动将传送纸带和胶带传送至黏贴区,通过胶带把u型引线黏贴在纸带上,形成引线带,引线带将其上的引线移送至焊接区处,芯子在完成赋能处理后移送至焊接区处,对芯子的两导电端焊接引线操作。
技术实现要素:
5.本发明克服了现有技术的不足,提供了一种电容器的生产设备,其能实现引线带的自动化加工,并且对芯子进行赋能处理,然后对芯子的两导电端与引线带上的引线进行焊接操作,提高了加工效率。
6.为了实现上述目的,本发明采用的技术方案是:一种电容器的生产设备,包括机架,所述机架上设置有引线带加工装置、赋能装置、焊接装置和输送轨道,引线带加工装置包括纸带上料机构、胶带上料机构、引线上料机构和按压机构,赋能装置包括赋能机构和送料机构,焊接装置包括焊接机构和上芯子机构,所述机架上设置有将引线焊接在芯子上的焊接区,所述的引线上料机构包括沿x轴方向依次设置有引线传导组件、引线牵引组件、引线切断组件和引线成型推送组件,所述的按压机构包括支撑台、压块和第一驱动单元,支撑台位于输送轨道的端部位置,支撑台的上方为黏贴区,压块可沿竖直方向滑移的设置在机架上,第一驱动单元可带动压块上下移动,从而抵压支撑台,所述机架在靠近支撑台处设置有分料块;所述的纸带上料机构可将纸带从分料块的下方传送至黏贴区;
所述的胶带上料机构可将胶带从分料块的上方传送至黏贴区;所述的引线传导组件可将引线导向传送至引线牵引组件;所述的引线牵引组件可将引线牵引传送至引线切断组件;所述的引线切断组件可将引线切断并传送至引线成型推送组件;所述的引线成型推送组件包括底座、成型座、挡块和第二驱动单元,所述底座固定设置在机架上,成型座沿y轴方向滑移的设置在底座上,第二驱动单元可驱动成型座沿y轴方向滑移,所述成型座上设置有型腔,挡块置于型腔处,成型座在型腔的两侧分别设置有抵触块,成型座向后移动时,两个抵触块可分别抵压引线的两端,引线的中部位置受挡块止挡,从而形成u型引线;成型座向前移动时,可将u型引线移送至黏贴区处;所述的输送轨道可供引线带传送,输送轨道沿x轴方向设置,引线带沿输送轨道传送时,引线带可将其上的u型引线逐个移送至焊接区处;所述的赋能机构包括转动设置在机架上的转动盘,转动盘的上表面沿其周向间隔设置有若干个夹具组件,各夹具组件均包括第一导电夹具和第二导电夹具,第一导电夹具和第二导电夹具活动设置在转动盘上,第一导电夹具与第二导电夹具之间构成夹持区,第一导电夹具与第二导电夹具可相互夹紧或张开,机架在转动盘的转动轨迹上依次设置有充电区和放电区,所述的赋能机构还包括充电组件和放电组件,充电组件位于转动盘的充电区,放电组件位于转动盘的放电区,当芯子随转动盘转动至充电区处,充电组件分别与第一导电夹具和第二导电夹具电连接实现对芯子的充电操作;当芯子随转动盘转动至放电区处,放电组件分别与第一导电夹具和第二导电夹具电连接实现对芯子的放电操作;所述的送料机构可将未赋能的芯子逐个输送至夹持区;所述的焊接机构包括相对设置的第一电热压块和第二电热压块,所述第一电热压块和第二电热压块沿x轴方向移动的设置在机架上,第一电热压块和第二电热压块可相向或背向移动,第一电热压块和第二电热压块可同时沿竖直方向移动的设置在机架上,第一电热压块和第二电热压块可同时移入或移出焊接区;所述的上芯子机构可将转动盘上赋能完毕的芯子转送至焊接区。
7.通过采用上述方案,其能实现自动上引线操作,并将引线切断成合适的长度,成型座在第二驱动单元的带动下向后移动,成型座上的两个抵触块可分别抵压引线的两端,引线的中部位置受挡块止挡,从而形成u型引线,然后成型座在第二驱动单元的带动下向前移动,成型座可携带u型引线,并将u型引线移送至黏贴区,成型座再向后移动时,可成型下一个u型引线,周而复始,纸带从分料块的下方传送至黏贴区,胶带从分料块的上方传送至黏贴区,成型座将u型引线推送至纸带和胶带之间,此时第一驱动单元带动压块下移,通过抵压胶带,可通过胶带将u型引线黏贴在纸带上,形成引线带,随着自动化的加工,u型引线间隔分布于引线带上,输送轨道带动引线带进行传送;转动盘可由外部驱动机构驱动其转动,当未夹持芯子的夹具组件随转动盘转动至送料机构的一旁,第一导电夹具与第二导电夹具相互张开,送料机构将芯子输送至夹持区,然后第一导电夹具与第二导电夹具夹紧芯子,当芯子随转动盘转动至充电区处,充电组件分别与第一导电夹具和第二导电夹具电连接实现对芯子的充电操作;当芯子随转动盘转动至放电区处,放电组件分别与第一导电夹具和第二导电夹具电连接实现对芯子的放电操作,当芯子随转动盘转离放电区,此时完成该芯子的赋能处理,随后赋能完毕的芯子随转动盘转动至上芯子机构处,上芯子机构可将该芯子
移送至焊接区,然后进行下一个芯子的赋能处理,夹具组件设置有若干个,可连续不间断工作,提高了赋能的效率,第一电热压块和第二电热压块的结构相似,并且通电后发热,引线带在输送轨道的传送下,其上的u型引线逐个移送至焊接区处,并且上芯子机构将芯子移送至焊接区处,可通过焊接机构将芯子与u型引线上对应的引脚热压焊接,待热压焊接后,芯子可跟随引线带进入后续的加工工序,下一个u型引线又可与下一个芯子进行热压焊接,可连续不间断工作,提高了焊接的效率,并且第一电热压块和第二电热压块不仅能相向或背向移动,还能沿竖直方向移入或移出焊接区,在需要焊接时,第一电热压块和第二电热压块可同时移入焊接区,并且相向移动分别热压芯子的两侧,使得芯子的两导电端处分别焊接引线;当焊接完后,第一电热压块和第二电热压块背向移动,并同时移出焊接区,避免干涉引线带的传输,进行下一个芯子焊接时,上芯子机构再将下一个芯子送至焊接区处,第一电热压块和第二电热压块再移入焊接区,其能实现引线带的自动化加工,并且对芯子进行赋能处理,然后对芯子的两导电端与引线带上的引线进行焊接操作,提高了加工效率。
8.本发明的进一步设置是:所述型腔的底部在相对的两内壁上分别开设有凹槽,所述的两个抵触块的端部分别设置有引导面,引导面朝向凹槽的一侧倾斜设置,所述挡块可沿竖直方向活动的设置在机架上,机架上设置有带动挡块上下移动的第三驱动单元,挡块下移可将u型引线压入凹槽内。
9.通过采用上述方案,引导面的设置,在引线折弯的过程中,引导面能够带动引线下移,第三驱动单元带动挡块下移,挡块可将u型引线压入凹槽内,然后挡块再上移复位,这样能保证成型后的u型引线会被成型座移送至黏贴区,又能连续工作,结构简单,设计合理。
10.本发明的进一步设置是:所述的引线牵引组件包括牵引座、第四驱动单元、第一夹板、第二夹板和第五驱动单元,牵引座沿x轴方向滑移的设置在机架上,第四驱动单元驱动牵引座沿x轴方向往复滑移,所述的第一夹板沿y轴方向滑移的设置在牵引座上,所述的第二夹板固定或一体设置在牵引座上,牵引座上设置有驱动第一夹板向靠近第二夹板一侧移动的第一弹性件,第五驱动单元可驱动第一夹板向远离第二夹板的方向移动。
11.通过采用上述方案,第四驱动单元驱动牵引座沿x轴方向往复滑移,当牵引座向远离引线切断组件的方向移动时,第五驱动单元带动第一夹板向远离第二夹板的方向移动,这样会松开对引线的夹持,当牵引座移动到位后,第五驱动单元撤去对第一夹板的作用力,第一弹性件为第一弹簧,第一弹簧一端抵设在牵引座上,另一端抵设在第一夹板上,第一弹簧驱动第一夹板向靠近第二夹板一侧移动,这样会夹紧引线,然后牵引座向靠近引线切断组件的方向移动,即可将引线牵引传送,结构简单,设计合理。
12.本发明的进一步设置是:所述的引线切断机构包括切刀座、第一切刀和第六驱动单元,切刀座固定设置在机架上,切刀座上设置有供引线穿设的引线孔,第一切刀沿y轴方向滑移的设置在切刀座上,第六驱动单元可驱动第一切刀沿y轴方向滑移,从而使第一切刀切断引线。
13.通过采用上述方案,第六驱动单元带动第一切刀可将引线切断成合适的长度,切断后的引线受引线孔的止挡作用下,不会掉落,以便后续引线折弯操作,结构简单,设计合理。
14.本发明的进一步设置是:所述第一导电夹具通过第一转动轴转动设置在转动盘上,所述第二导电夹具通过第二转动轴转动设置在转动盘上,所述第一导电夹具和第二导
电夹具之间通过齿轮结构传动,所述转动盘上设置有带动第一导电夹具和第二导电夹具始终进行夹紧操作的第二弹性件,所述机架在靠近送料机构和上芯子机构处上分别设置有第七驱动单元,第七驱动单元带动第一转动轴或第二转动轴转动,从而实现第一导电夹具和第二导电夹具的张开操作。
15.通过采用上述方案,第一导电夹具上设置有第一传动齿轮,第二导电夹具上设置有第二传动齿轮,第一传动齿轮和第二传动齿轮相互啮合,因此在夹具组件上芯子或下芯子时,第七驱动单元只需带动第一导电夹具或第二导电夹具转动,即可实现第一导电夹具和第二导电夹具的张开操作,第二弹性件为第二弹簧,第二弹簧一端抵设在第一导电夹具上,第二弹簧的另一端抵设在第二导电夹具上,第二弹簧带动第一导电夹具和第二导电夹具始终进行夹紧操作,结构简单,设计合理。
16.本发明的进一步设置是:还包括有若干个导电组件,其中一个导电组件对应一个夹具组件设置,导电组件包括设置在转动盘上的第一导电柱和第二导电柱,第一导电柱和第二导电柱贯穿转动盘设置,第一导电柱与第一导电夹具电连接,第二导电柱与第二导电夹具电连接,所述充电组件包括充电座,充电座位于转动盘的下方,充电座上设置有充电电路板,机架上设置有驱动充电座上下移动的第八驱动单元,充电座上移时,其上的充电电路板与对应的第一导电柱和第二导电柱的下端抵触实现电连接,所述放电组件包括放电座,放电座位于转动盘的下方,放电座上设置有放电电路板,机架上设置有驱动放电座上下移动的第九驱动单元,放电座上移时,其上的放电电路板与对应的第一导电柱和第二导电柱的下端抵触实现电连接。
17.通过采用上述方案,第一导电夹具和第二导电夹具可为整体的导电件,也可以是第一导电夹具和第二导电夹具为绝缘件,第一导电夹具的端部设置有第一导电夹持头,第二导电夹具的端部设置有第二导电夹持头,第一导电夹持头和第二导电夹持头用于夹持芯子,第一导电柱通过电线与第一导电夹持头电连接,第二导电柱通过电线与第二导电夹持头电连接,充电电路板上设置有与第一导电柱和第二导电柱适配的触头,第八驱动单元带动充电座上移时,充电电路板与对应的第一导电柱和第二导电柱的下端抵触实现电连接,此时可对芯子进行充电操作,充电完毕后,第八驱动单元带动充电座下移,以便对下一个芯子进行充电操作,其中充电电路板如何对芯子充电是本领域的常规技术,因此在本文中不具体介绍,放电电路板上设置有与第一导电柱和第二导电柱适配的触头,第九驱动单元带动放电座上移时,放电电路板与对应的第一导电柱和第二导电柱的下端抵触实现电连接,此时可对芯子进行放电操作,放电完毕后,第九驱动单元带动放电座下移,以便对下一个芯子进行放电操作,其中放电电路板如何对芯子放电是本领域的常规技术,因此在本文中不具体介绍。
18.本发明的进一步设置是:所述送料机构包括安装座、送料座和摆杆,安装座固定设置在机架上,所述安装座上设置有接料槽和送料槽,接料槽和送料槽相互连通,送料槽在靠近转动盘的一端为送料端,所述送料座沿送料槽的长度方向导向滑移的设置在安装座上,所述送料座上固定或一体设置有送料块,送料块滑移设置在送料槽中,摆杆的中部位置铰接设置在送料座上,摆杆位于送料块的上方,摆杆在靠近送料块处设置有夹料头,夹料头向靠近送料块的一侧摆动可夹住芯子,夹料头向远离送料块的一侧摆动可松开芯子,所述送料机构还包括有驱动送料座滑移的第十驱动单元以及驱动摆杆摆动的第十一驱动单元。
19.通过采用上述方案,需要送料时,芯子从接料槽处移入送料槽内,此时夹料头与送料块配合夹住芯子,第十驱动单元带动送料座向靠近转动盘的方向移动,可将芯子送至第一导电夹具和第二导电夹具的夹持区处,在第一导电夹具和第二导电夹具未夹紧芯子之前,芯子不易掉落,在第一导电夹具和第二导电夹具夹紧芯子后,第十一驱动单元带动摆杆摆动,使得夹料头向远离送料块的一侧摆动,然后第十驱动单元带动送料座移动复位,由于受送料块的止挡,下一个芯子无法进入送料槽,当送料块移动复位后,下一个芯子移入送料槽内,进行下一侧的送料操作,结构简单,传动稳定。
20.本发明的进一步设置是:所述的焊接机构包括放置座、第一滑座和第二滑座,所述放置座可沿竖直方向滑移的设置在机架上,所述第一滑座和第二滑座可沿x轴方向滑移的设置在放置座上,所述第一电热压块安装在第一滑座上,所述第二电热压块安装在第二滑座上,所述的焊接机构还包括有驱动放置座上下移动的第十二驱动单元以及驱动第一滑座和第二滑座相向或背向移动的第十三驱动单元,所述第十三驱动单元包括摆动座、第一连接座、第二连接座和第一驱动件,所述摆动座的中部位置转动设置在机架上,所述第一连接座与第一滑座沿竖直方向滑移配合,第一连接座可带动第一滑座沿x轴方向滑移,第一连接座通过第一拉杆与摆动座连接,第一拉杆的一端铰接设置在第一连接座上,第一拉杆的另一端铰接设置在摆动座的上端,所述第二连接座与第二滑座沿竖直方向滑移配合,第二连接座可带动第二滑座沿x轴方向滑移,第二连接座通过第二拉杆与摆动座连接,第二拉杆的一端铰接设置在第二连接座上,第二拉杆的另一端铰接设置在摆动座的下端,第一驱动件带动摆动座转动,摆动座可通过第一拉杆和第二拉杆带动第一连接座和第二连接座相向或背向移动。
21.通过采用上述方案,摆动座的中部位置通过转轴转动设置在机架上,转轴的轴向沿y轴方向设置,第一驱动件带动摆动座转动,当摆动座正转时,摆动座拉回第一拉杆并推出第二拉杆,可带动第一连接座和第二连接座相向移动;当摆动座反转时,摆动座推出第一拉杆并拉回第二拉杆,第一连接座和第二连接座背向移动,由于第一连接座与第一滑座沿竖直方向滑移配合,第二连接座与第二滑座沿竖直方向滑移配合,因此第一滑座和第二滑座上下移动以及沿x轴方向滑移可同时进行,互不干涉。
22.本发明的进一步设置是:所述的上芯子机构包括上料座、上夹具和下夹具,所述上料座可沿y轴方向滑移设置在机架上,所述机架上设置有驱动上料座沿y轴方向移动的第十四驱动单元,上夹具或下夹具可沿竖直方向滑移的设置在上料座上,与之对应的下夹具或上夹具固定设置在上料座上,所述上料座上设置有驱动上夹具或下夹具上下移动的第十五驱动单元,上夹具和下夹具配合可将转动盘上赋能完毕的芯子转送至焊接区。
23.通过采用上述方案,第十四驱动单元带动上料座沿y轴方向往复移动,上夹具可沿竖直方向滑移的设置在上料座上,下夹具固定设置在上料座上,第十五驱动单元带动上夹具上下移动,上夹具和下夹具配合可将转动盘上赋能完毕的芯子转送至焊接区,周而复始,可提高上芯子的效率。
24.本发明的更进一步设置是:所述机架在输送轨道的一旁依次设置有引线切齐机构、引线撑开机构、引线尾环切除机构,所述引线切齐机构包括第二切刀和第七驱动单元,第二切刀沿竖直方向滑移的设置在机架上,第七驱动单元带动第二切刀上下移动,从而将u型引线的两端脚切齐,所述的引线撑开机构包括撑开块和第八驱动单元,撑开块沿y轴方向
滑移的设置在机架上,撑开块的端部设置有撑开头,撑开头上对称设置有斜面,第八驱动单元带动撑开块沿y轴方向滑移,从而将u型引线的两端脚撑开,所述引线尾环切除机构包括第三切刀和第九驱动单元,第三切刀沿竖直方向滑移的设置在机架上,第九驱动单带动第三切刀上下移动,可将u型引线的u型尾环切除。
25.通过采用上述方案,引线带成型后,其上u型引线的两端脚以及u型尾环外露于纸带,待输送轨道将引线带传送至引线切齐机构处,第二切刀可将u型引线的两端脚切齐,然后输送轨道将引线带传送至引线撑开机构处,撑开块可将u型引线的两端脚撑开,最后输送轨道将引线带传送至引线尾环切除机构处,第三切刀可将u型引线的u型尾环切除,其能对引线带上的引线进行裁切,以便后续的焊接操作。
26.下面结合附图对本发明作进一步描述。
附图说明
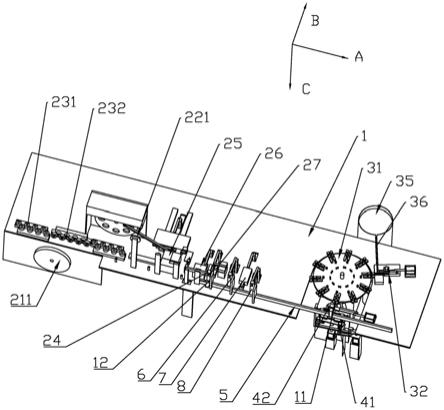
27.图1为本发明实施例的整体结构示意图;图2为按压机构的结构示意图;图3为成型座向前推送u型引线,下一段引线处于待折弯状态示意图示意图;图4为成型座的结构示意图;图5为引线牵引组件的结构示意图;图6为驱动盘与传动杆的配合结构示意图;图7为第一夹板的结构示意图;图8为传动块的结构示意图;图9为引线切断组件的结构示意图;图10为引线切齐机构的结构示意图;图11为引线撑开机构的结构示意图;图12为引线尾环切除机构的结构示意图;图13为赋能机构的结构示意图;图14为转动盘的下方结构示意图;图15为第一导电夹具和第二导电夹具的配合结构示意图;图16为送料机构的结构示意图;图17为充电组件的结构示意图;图18为放电组件的结构示意图;图19为焊接机构的结构示意图;图20为上芯子机构的结构示意图;图21为引线带的成型以及芯子的焊接示意图。
具体实施方式
28.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或原件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.如图1-图21所示,一种电容器的生产设备,包括机架1,机架上设置有引线带加工装置、赋能装置、焊接装置和输送轨道5,引线带加工装置包括纸带上料机构、胶带上料机构、引线上料机构和按压机构24,赋能装置包括赋能机构31和送料机构32,焊接装置包括焊接机构41和上芯子机构42,机架1上设置有将引线焊接在芯子上的焊接区11,引线上料机构包括沿x轴方向依次设置有引线传导组件、引线牵引组件25、引线切断组件26和引线成型推送组件27,按压机构24包括支撑台241、压块242和第一驱动单元,支撑台241位于输送轨道5的端部位置,支撑台241的上方为黏贴区12,压块242可沿竖直方向滑移的设置在机架1,第一驱动单元可带动压块242上下移动,从而抵压支撑台241,机架1在靠近支撑台处固定设置有分料块243,分料块243位于支撑台241的上方,分料块243和支撑台241之间设置有间隙;其中第一驱动单元包括第一摆动杆244、第三拉杆245和第二驱动件,第一摆动杆244的中部位置铰接设置在机架1上,第一摆动杆244的一端与压块242铰接配合,第一摆动杆244的另一端与第三拉杆245铰接配合,第二驱动件带动第三拉杆245上下移动,其中第二驱动件可为外部电机和偏心盘的结构,外部电机通过带动偏心盘做偏心运动,从而带动第三拉杆上下移动,当然第二驱动件也可以为气缸结构,只要能带动压块上下移动即可;纸带上料机构可将纸带91从分料块243的下方传送至黏贴区12,纸带上料机构包括纸带上料轮211和第一传动轮组,第一传动轮组包括若干个第一传动轮212,各第一传动轮212沿x轴方向间隔设置在机架1上;胶带上料机构可将胶带92从分料块243的上方传送至黏贴区12,胶带上料机构包括胶带上料轮221和第二传动轮组,第二传动轮组包括若干个第二传动轮222,各第二传动轮222由高到低沿x轴方向间隔设置在机架1上,第二传动轮222位于第一传动轮212的上方;引线传导组件可将引线导向传送至引线牵引组件,引线传导组件包括水平轮组和竖向轮组,水平轮组包括两组第一导轮231,各第一导轮231沿x轴方向间隔分布,第一导轮231的轴向沿竖直方向设置,竖向轮组包括两组第二导轮232,各第二导轮232沿x轴方向间隔分布,第二导轮232的轴向沿y轴方向设置,其中水平轮组和竖向轮组不止设置一组,可根据需要而定;引线牵引组件25可将引线牵引传送至引线切断组件26;引线切断组件26可将引线切断并传送至引线成型推送组件27;引线成型推送组件27包括底座271、成型座272、挡块273和第二驱动单元,底座271固定设置在机架1上,成型座272沿y轴方向滑移的设置在底座271上,第二驱动单元可驱动成型座272沿y轴方向滑移,成型座272上设置有型腔2721,挡块273置于型腔2721处,成型座272在型腔2721的两侧分别设置有抵触块274,成型座272向后移动时,两个抵触块274可分别抵压引线的两端,引线的中部位置受挡块273止挡,从而形成u型引线93;成型座272向前移动时,可将u型引线93移送至黏贴区12处,其中第二驱动单元可为外部电机和偏心盘配合的结构,外部电机通过带动偏心盘做偏心运动,从而带动成型座沿y轴方向往复移动,当然第二驱动单元也可以为气缸结构,只要能带动成型座往复移动即可;输送轨道5可供引线带传送,输送轨道5沿x轴方向设置,引线带沿输送轨道5传送时,引线带可将其上的u型引线逐个移送至焊接区11处;赋能机构31包括转动设置在机架1上的转动盘311,转动盘311的上表面沿其周向
间隔设置有若干个夹具组件,各夹具组件均包括第一导电夹具312和第二导电夹具313,第一导电夹具312和第二导电夹具313活动设置在转动盘311上,第一导电夹具312与第二导电夹具313之间构成夹持区314,第一导电夹具312与第二导电夹具313可相互夹紧或张开,机架1在转动盘311的转动轨迹上依次设置有充电区和放电区,赋能机构还包括充电组件315和放电组件316,充电组件315位于转动盘311的充电区,放电组件314位于转动盘311的放电区,当芯子随转动盘311转动至充电区处,充电组件315分别与第一导电夹具312和第二导电夹具313电连接实现对芯子的充电操作;当芯子随转动盘311转动至放电区处,放电组件316分别与第一导电夹具312和第二导电夹具313电连接实现对芯子的放电操作;送料机构32可将未赋能的芯子逐个输送至夹持区314;焊接机构41包括相对设置的第一电热压块411和第二电热压块412,第一电热压块411和第二电热压块412的结构相似,并且通电后发热,第一电热压块411和第二电热压块412沿x轴方向移动的设置在机架1上,第一电热压块411和第二电热压块412可相向或背向移动,第一电热压块411和第二电热压块412可同时沿竖直方向移动的设置在机架1上,第一电热压块411和第二电热压块412可同时移入或移出焊接区11;上芯子机构42可将转动盘311上赋能完毕的芯子94转送至焊接区11。其中x轴方向为附图1中a所指方向,y轴方向为附图1中b所指方向,竖直方向为附图1中c所指方向。
30.在本实施例中,型腔2721的底部在相对的两内壁上分别开设有凹槽2722,两个抵触块274的端部分别设置有引导面2741,引导面2741朝向凹槽2722的一侧倾斜设置,挡块273可沿竖直方向活动的设置在机架1上,机架1上设置有带动挡块273上下移动的第三驱动单元,挡块273下移可将u型引线压入凹槽2722内,第三驱动单元为第一气缸275,第一气缸275固定设置在机架1上,第一气缸275的伸缩杆沿竖直方向设置,第一气缸275的伸缩杆与挡块273固定连接。
31.在本实施例中,引线牵引组件25包括牵引座251、第四驱动单元、第一夹板252、第二夹板253和第五驱动单元,牵引座251沿x轴方向滑移的设置在机架1上,第四驱动单元驱动牵引座251沿x轴方向往复滑移,第一夹板252沿y轴方向滑移的设置在牵引座251上,第二夹板253固定或一体设置在牵引座251上,牵引座251上设置有驱动第一夹板252向靠近第二夹板253一侧移动的第一弹性件,第一夹板252在远离第二夹板253的一侧设置有第一导向柱2521,第一导向柱2521沿y轴方向设置,第一弹性件为第一弹簧254,第一弹簧254外套在第一导向柱2521上,第一弹簧254一端抵设在第一夹板252上,第一弹簧254的另一端抵设在牵引座251上,第五驱动单元可驱动第一夹板252向远离第二夹板253的方向移动。其中第四驱动单元包括驱动盘255、传动杆256和电机257,驱动盘255转动设置在机架1上,驱动盘255的中心轴沿y轴方向设置,驱动盘255在偏离其中心轴处设置有第一铰接轴2551,牵引座251上设置有第二铰接轴2511,传动杆256的一端与第一铰接轴2551铰接配合,传动杆256的另一端与第二铰接轴2511铰接配合,电机257带动驱动盘255转动,驱动盘255通过传动杆256带动牵引座251沿x轴方向往复滑移。其中第五驱动单元包括传动块258和第三驱动件,传动块258沿y轴方向滑移的设置在机架1上,第三驱动件可带动传动块258沿y轴方向滑移,传动块258可直接或间接抵触第一夹板252,从而带动第一夹板252向靠近第二夹板253一侧移动。其中第三驱动件可为外部电机和偏心盘配合的结构,外部电机通过带动偏心盘做偏心运动,从而带动传动块沿y轴方向往复移动,当然第三驱动件也可以为气缸结构,只要能带
动传动块往复移动即可,在本实施例中,引线切断机构26包括切刀座261、第一切刀262和第六驱动单元,切刀座261固定设置在机架1上,切刀座261上设置有供引线穿设的引线孔2611,第一切刀262沿y轴方向滑移的设置在切刀座261上,第六驱动单元可驱动第一切刀262沿y轴方向滑移,从而使第一切刀262切断引线。其中第六驱动单元可为外部电机和偏心盘配合的结构,外部电机通过带动偏心盘做偏心运动,从而带动第一切刀沿y轴方向往复移动,当然第六驱动单元也可以为气缸结构,只要能带动第一切刀往复移动即可。
32.在本实施例中,第一导电夹具312通过第一转动轴317转动设置在转动盘311上,第二导电夹具313通过第二转动轴318转动设置在转动盘311上,第一导电夹具312上固定或一体设置有第一传动齿轮3121,第二导电夹具313上固定或一体设置有第二传动齿轮3131,第一传动齿轮3121和第二传动齿轮3131相互啮合,转动盘311上设置有带动第一导电夹具312和第二导电夹具313始终进行夹紧操作的第二弹性件,第二弹性件为第二弹簧319,第三弹簧319一端抵设在第一导电夹具312上,第三弹簧319的另一端抵设在第二导电夹具313上,机架1在靠近送料机构32和上芯子机构42处上分别设置有第七驱动单元33,第七驱动单元33带动第一转动轴317或第二转动轴318转动,从而实现第一导电夹具312和第二导电夹具313的张开操作。其中第一转动轴317或第二转动轴318贯穿转动盘设置,第一转动轴317或第二转动轴318的下端位置固定设置有拨块3110,第七驱动单元33包括第二气缸331和拨杆332,第二气缸331固定设置在机架1上,并且位于转动盘311的下方,拨杆332与第二气缸331的伸缩杆联动连接,第二气缸331的伸缩杆伸缩移动可通过拨杆332抵触拨块3110,从而带动第一转动轴317或第二转动轴318转动。
33.在本实施例中,还包括有若干个导电组件,其中一个导电组件对应一个夹具组件设置,导电组件包括设置在转动盘311上的第一导电柱341和第二导电柱342,第一导电柱341和第二导电柱342贯穿转动盘311设置,第一导电夹具312的端部固定或一体设置有第一导电夹持头3122,第二导电夹具313的端部固定或一体设置有第二导电夹持头3132,第一导电夹持头3122和第二导电夹持头3132用于夹持芯子,第一导电柱341通过电线与第一导电夹持头3122电连接,第二导电柱342通过电线与第二导电夹持头3132电连接,充电组件315包括充电座3151,充电座3151位于转动盘311的下方,充电座3151上设置有充电电路板3152,机架1上设置有驱动充电座3151上下移动的第八驱动单元,第八驱动单元为第三气缸3153,第三气缸3153固定设置在机架1上,第三气缸3153的伸缩杆沿竖直方向设置,充电座3151固定设置在第三气缸3153的伸缩杆上,充电座3151上移时,其上的充电电路板3152与对应的第一导电柱341和第二导电柱342的下端抵触实现电连接,放电组件316包括放电座3161,放电座3161位于转动盘311的下方,放电座3161上设置有放电电路板3162,机架上设置有驱动放电座上下移动的第九驱动单元,第九驱动单元为第四气缸3163,第四气缸3163固定设置在机架1上,第四气缸3163的伸缩杆沿竖直方向设置,放电座3161固定设置在第四气缸3163的伸缩杆上,放电座3161上移时,其上的放电电路板3162与对应的第一导电柱341和第二导电柱342的下端抵触实现电连接。
34.在本实施例中,送料机构32包括安装座321、送料座322和摆杆323,安装座321固定设置在机架1上,安装座321上设置有接料槽3211和送料槽3212,接料槽3211和送料槽3212相互连通,送料槽3212在靠近转动盘311的一端为送料端,送料座322沿送料槽3212的长度
方向导向滑移的设置在安装座321上,送料座322上固定或一体设置有送料块3221,送料块3221滑移设置在送料槽3212中,摆杆323的中部位置铰接设置在送料座322上,摆杆323位于送料块322的上方,摆杆323在靠近送料块3221处设置有夹料头3231,夹料头3231向靠近送料块3221的一侧摆动可夹住芯子,夹料头3231向远离送料块3221的一侧摆动可松开芯子,送料机构32还包括有驱动送料座322滑移的第十驱动单元以及驱动摆杆323摆动的第十一驱动单元。第十驱动单元为固定设置在机架1上的第五气缸324,第五气缸324的伸缩杆与送料座322联动连接,第十一驱动单元为固定设置在送料座322的第六气缸325,第六气缸325的伸缩杆沿竖直方向设置,第六气缸325的伸缩杆位于摆杆323远离夹持头3231的端部位置,第六气缸325的伸缩杆与摆杆323的端部抵触配合,还包括有拉簧326,拉簧326的一端连接在摆杆323远离夹持头3231的端部,拉簧326的另一端连接在送料座322上,第六气缸325的伸缩杆伸长时,第六气缸325的伸缩杆抵触摆杆323并带动摆杆323摆动,从而使摆杆323的夹料头3231向远离送料块3221的一侧摆动;第六气缸325的伸缩杆缩回时,摆杆323受拉簧326作用摆动,从而使摆杆323的夹料头3231向靠近送料块3221的一侧摆动。
35.在本实施例中,还包括有芯子上料机构,芯子上料机构包括振动盘35和上料轨道36,振动盘35固定设置在机架1上,上料轨道36用于连接振动盘35和接料槽3211。
36.在本实施例中,焊接机构41包括放置座413、第一滑座414和第二滑座415,放置座413可沿竖直方向滑移的设置在机架1上,第一滑座414和第二滑座415可沿x轴方向滑移的设置在放置座413上,第一电热压块411安装在第一滑座414上,第二电热压块412安装在第二滑座415上,焊接机构还包括有驱动放置座413上下移动的第十二驱动单元以及驱动第一滑座414和第二滑座415相向或背向移动的第十三驱动单元,第十二驱动单元可为第七气缸416,第七气缸416的伸缩杆沿竖直方向设置,第七气缸416的伸缩杆与放置座413固定连接,第十三驱动单元包括摆动座417、第一连接座4181、第二连接座4182和第一驱动件,摆动座417的中部位置通过转轴转动设置在机架1上,第一滑座414上设置有第一导向轮4141,第一连接座4181上设置有供第一导向轮4141放置的第一导向槽41811,第一导向槽41811沿竖直方向设置,第一导向轮4141可沿第一导向槽41811移动,第一连接座4181可带动第一滑座414沿x轴方向滑移,第一连接座4181通过第一拉杆4191与摆动座417连接,第一拉杆4191的一端铰接设置在第一连接座4181上,第一拉杆4191的另一端铰接设置在摆动座417的上端,第二滑座415上设置有第二导向轮4151,第二连接座4182上设置有供第二导向轮4151放置的第二导向槽41821,第二导向槽41821沿竖直方向设置,第二导向轮4151可沿第二导向槽41821移动,第二连接座4182可带动第二滑座415沿x轴方向滑移,第二连接座4182通过第二拉杆4192与摆动座417连接,第二拉杆4192的一端铰接设置在第二连接座4182上,第二拉杆4192的另一端铰接设置在摆动座417的下端,第一驱动件可为第八气缸4110,第八气缸4110的伸缩杆沿竖直方向设置,第八气缸4110的伸缩杆与摆动座417铰接连接,第八气缸4110带动摆动座417转动,摆动座417可通过第一拉杆4191和第二拉杆4192带动第一连接座4181和第二连接座4182相向或背向移动。
37.在本实施例中,第一滑座414上沿x轴方向设置有第一导向杆,第一电热压块411与第一导向杆滑移配合,第一导向杆上套设有第三弹簧43,第三弹簧43的一端抵设在第一滑座414上,第三弹簧43的另一端抵设在第一电热压块411上,第二滑座415上沿x轴方向设置有第二导向杆,第二电热压块412与第二导向杆滑移配合,第二导向杆上套设有第四弹簧
44,第四弹簧44的一端抵设在第二滑座415上,第四弹簧44的另一端抵设在第二电热压块412上。
38.在本实施例中,上芯子机构42包括上料座421、上夹具422和下夹具423,上料座421可沿y轴方向滑移设置在机架1上,机架1上设置有驱动上料座421沿y轴方向移动的第十四驱动单元,第十四驱动单元可为外部电机和偏心盘配合的结构,外部电机通过带动偏心盘做偏心运动,从而带动上料座沿y轴方向往复移动,当然第十四驱动单元也可以为气缸结构,只要能带动上料座往复移动即可,上夹具422可沿竖直方向滑移的设置在上料座421上,下夹具423固定设置在上料座421上,上料座421上设置有驱动上夹具422上下移动的第十五驱动单元,第十五驱动单元可为固定设置在上料座421上的第九气缸424,第九气缸424的伸缩杆沿竖直方向设置,上夹具422固定设置在第九气缸424的伸缩杆上,上夹具422和下夹具423配合可直接将转动盘311上赋能完毕的芯子转送至焊接区11,当然也可以是设置待上芯子区,随着上料座移动,转动盘311上赋能完毕的芯子先移动至待上芯子区,再移动至焊接区11。
39.在本实施例中,机架1在输送轨道的一旁依次设置有引线切齐机构6、引线撑开机构7、引线尾环切除机构8,引线切齐机构6包括第二切刀61和第十六驱动单元,第二切刀61沿竖直方向滑移的设置在机架1上,第十六驱动单元带动第二切刀61上下移动,从而将u型引线的两端脚切齐,其中第十六驱动单元可为摆动结构或是气缸结构,引线撑开机构7包括撑开块71和第十七驱动单元,撑开块71沿y轴方向滑移的设置在机架1上,撑开块71的端部设置有撑开头711,撑开头711上对称设置有斜面7111,第十七驱动单元带动撑开块71沿y轴方向滑移,从而将u型引线的两端脚撑开,其中第十七驱动单元可为摆动结构或是气缸结构,引线尾环切除机构8包括第三切刀81和第十八驱动单元,第三切刀81沿竖直方向滑移的设置在机架1上,第十八驱动单带动第三切刀81上下移动,可将u型引线的u型尾环切除,其中其中第十八驱动单元可为摆动结构或是气缸结构。
40.以上实施例,只是本发明优选地具体实施例,本领域技术人员在本发明技术方案范围内进行的通常变化和替换都包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
