技术特征:
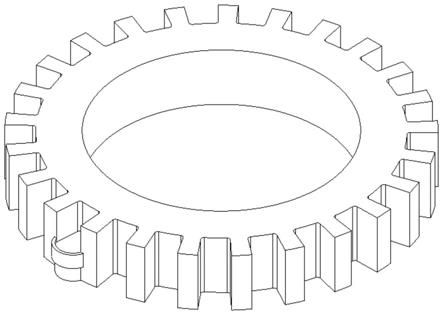
1.一种辊压机辊面的焊接方法,其特征在于,包括以下步骤:将挤压辊本体沿轴向垂直于水平面放置,所述挤压辊本体的辊面沿周向设置有多个开口槽,每个所述开口槽的槽向与所述挤压辊本体的轴线同向,所述挤压辊本体的下端面的每个开口槽的端口设置有垫板;将c型滑动板的两个c型端口侧壁分别与任一所述开口槽的两侧侧壁相贴合,并使所述c型滑动板的下端面与所述垫板贴合,所述c型滑动板、所述开口槽的三侧侧壁及垫板围合成焊接区域;将焊接材料置于所述焊接区域并进行焊接,所述焊接材料形成熔池,同时c型滑动板进行至下而上的滑动,以固定所述熔池成型。2.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述开口槽的深度为28~32mm;和/或,所述开口槽的宽度为18~22mm;和/或,每个所述开口槽的间距为8~12mm。3.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述焊接的电流为400~420a;和/或,所述焊接的电压为32~34v;和/或,所述焊接的速度为75~85mm/min。4.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述焊接的热输入量为140~160kj/cm。5.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述焊接材料包括:耐磨堆焊焊丝;优选地,所述耐磨堆焊焊丝的型号包括zd310和/或zd903。6.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述熔池成型后突出所述挤压辊本体3~6mm。7.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述开口槽的形状包括u型和/或v型;优选地,所述c型滑动板的上端面设置保护气气管。8.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述c型滑动板内部设置水冷通道;所述水冷通道与冷却水管相连。9.根据权利要求1所述的辊压机辊面的焊接方法,其特征在于,所述焊接在保护气体的保护下进行;和/或,所述焊接在通水冷却的条件下进行。10.如权利要求1~9任一项所述的辊压机辊面的焊接方法焊接得到的辊压机辊面。
技术总结
本发明涉及耐磨材料技术领域,具体而言,涉及一种辊压机辊面的焊接方法以及辊压机辊面。所述的辊压机辊面的焊接方法,包括以下步骤:将挤压辊本体沿轴向垂直于水平面放置,所述挤压辊本体的辊面沿周向设置有多个开口槽,每个所述开口槽的槽向与所述挤压辊本体的轴线同向,所述挤压辊本体的下端面的每个开口槽的端口设置有垫板;将C型滑动板的两个C型端口侧壁分别与任一所述开口槽的两侧侧壁相贴合,并使所述C型滑动板的下端面与所述垫板贴合,所述C型滑动板、所述开口槽的三侧侧壁及垫板围合成焊接区域;将焊接材料置于所述焊接区域并进行焊接,所述焊接材料形成熔池,同时C型滑动板进行至下而上的滑动,以固定所述熔池成型。型。型。
技术研发人员:魏炜 关绍康 黄智泉 张海燕 杨威
受保护的技术使用者:郑州机械研究所有限公司
技术研发日:2022.01.28
技术公布日:2022/5/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。