1.本发明涉及板材加工领域,具体涉及一种可饰多层面板加工用铺料机构及其铺料方法。
背景技术:
2.装饰板材是所有板材的总称,主要有:生态板、细木工板、多层板、装饰面板、密度板、集成材、刨花板、防火板、胶合板、石膏板、pvc板、铝扣板、铝塑板、三维板等。
3.现有采用木板作为中间层增强板材的强度,外表采用刨花装饰,显得美观,但现有的刨花层装饰外表面的颗粒大小不一,有粗有细,显得不太美观,但颗粒大小一致的话,筛选起来比较麻烦,费时费力。
技术实现要素:
4.本发明的目的在于提供一种可饰多层面板加工用铺料机构及其铺料方法,为解决现有装饰板材采用刨花层装饰时,外表因颗粒大小不均匀,显得不美观,但筛选刨花颗粒又费时费力的问题。
5.为了实现根据本发明的这些目的和其它优点:
6.一种可饰多层面板加工用铺料机构:
7.包括主输送带,以及设置在主输送带正上方的铺板机和两台铺料机;
8.所述铺料机用于向正下方铺设颗粒物料;
9.所述铺板机用于向正下方铺设木板;
10.沿主输送带的传送方向,按第一台铺料机、铺板机和第二台铺料机进行排列,第一台铺料机和第二台铺料机以铺板机对称设置,使得:第一台铺料机向主输送带落料的方式为:沿传送方向,落下颗粒料的大小为逐渐变大;第二台铺料机向主输送带落料的方式为:沿传送方向,落下颗粒料的大小为逐渐变小。
11.在一个可能的设计中,所述铺料机包括机壳,以及设置在机壳内的粗分装置和细分装置,机壳的上端设置进料口,下端设置出料口,所述粗分装置位于进料口的正下方,其出料端位于细分装置的正上方,细分装置位于出料口的正上方。
12.在一个可能的设计中,所述粗分装置包括粗分筛和粗分传送带,所述粗分筛包括若干等距离排列的粗分杆,所有粗分杆都位于粗分传送带的正上方,粗分传送带的一端位于细分装置的正上方。
13.在一个可能的设计中,所述粗分传送带靠近细分装置的一端设置有分散器,所述分散器包括分散杆和分散电机,所述分散杆由分散电机带动旋转,分散杆从粗分传送带的一侧延伸至另一侧,分散杆包括主杆和设置在主杆上的分散片。
14.在一个可能的设计中,所述粗分杆由粗分电机带动旋转。
15.在一个可能的设计中,所述细分装置包括细分筛和收集器,所述细分筛包括若干平行间隔设置的细分辊筒,细分辊筒可旋转安装在机壳内,且细分辊筒都由细分电机带动
旋转,细分辊筒的排列方向垂直于主输送带的传送方向,所述粗分装置的出料端位于细分筛的一端的正上方,收集器位于细分筛的另一端的正下方,细分筛中,从靠近粗分装置的一端到靠近收集器的一端,相邻细分辊筒之间的间距逐渐增大,所述收集器包括料槽和设置在料槽内的螺旋叶,所述料槽的上端设置有落料口,螺旋叶与料槽的一端旋转连接,料槽的另一端为开口,且贯穿机壳,螺旋叶由收集电机带动旋转。
16.在一个可能的设计中,所述铺板机包括铺板导轨、铺板器和放板架,所述放板架设置在主输送带的一侧,铺板导轨位于主输送带和放板架的正上方,铺板导轨从放板架延伸至主输送带,铺板器包括运动架和吸板架,所述运动架设置在铺板导轨上,并通过铺板电机带动沿铺板导轨运动,吸板架经吸板气缸安装在运动架的正下方,吸板架的下方设置有若干真空吸附管。
17.在一个可能的设计中,还包括一抽风装置,所述抽风装置包括两个吸风管,其中一个吸风管延伸至第一台铺料机的出料口处,该吸风管的管口朝向主输送带的传送方向,且管口还朝向第一台铺料机的出料口;另一个吸风管延伸至第二台铺料机的出料口处,该吸风管的管口背向主输送带的传送方向,且管口还朝向第二台铺料机的出料口。
18.第二方面,一种可饰多层面板加工用铺料方法,包括以下步骤:
19.启动主输送带、铺料机和抽风装置,向铺料机中加颗粒料;
20.第一台铺料机中颗粒料分散后从出料口落下,小颗粒被抽风装置吸动,向主输送带传送方向反向运动;
21.等待经过铺板机下方的颗粒料呈均匀状态,铺板机放下木板,木板下方的颗粒料从上到下,颗粒料的颗粒依次变小;
22.木板继续传送至第二台铺料机的下方,第二台铺料机中颗粒料从出料口落下,小颗粒料被抽风装置吸动,向主输送带的传送方向运动,这样木板上方的颗粒料,从下到上,颗粒料的颗料依次变小。
23.在一个可能的设计中,所述的颗粒料中,刨花料和胶水的重量比为4:1。
24.本发明至少包括以下有益效果:
25.(1)本发明中,第一台铺料机落料时,沿传送方向,可以进行从小到大逐渐落料,而第二台铺料机与第一台是对称安放,所以第二台落料时,可以进行从大到小逐渐落料。这样设计的两个铺设颗粒的机器,第一个铺料机,颗粒落在皮带上,小颗粒位于大颗粒的下方,再放下木板,然后木板传送到第二个铺料机,落料后,小颗粒就位于大颗粒的上方。这样得到的面板,其两面都是颗粒装饰板,并且都是小颗粒位于最表面,并且颗粒细小使得面板表面看起来美观,并且触摸细腻;
26.(2)在落料处设计抽风器的抽风口,在刨花落料时,小颗粒被空气带动向一边移动,大颗粒直接落下,这样就是颗粒料分散的更开,落到下方也不容易出现混合的现象,使得横切面的层次感更强,更加美观。
27.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
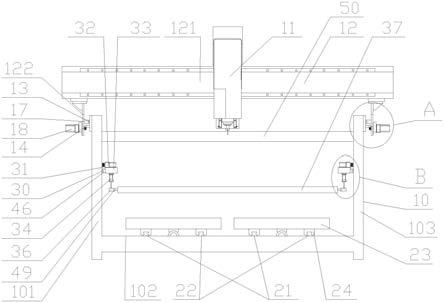
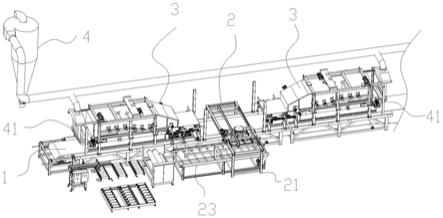
28.图1为本发明的结构示意图;
29.图2为铺料机的结构示意图一;
30.图3为铺料机的结构示意图二;
31.图4为铺料机的拆分结构示意图;
32.图5为图4中的a部放大示意图;
33.图6为图4中的b部放大示意图;
34.图7为铺料机的底面结构示意图;
35.图8为铺料机中细分辊筒端头处结构示意图;
36.图9为细分辊筒端头处的纵向剖视图;
37.图10为细分辊筒端头连接的横向剖视图;
38.图11为调节方块的连接剖视图;
39.图12为铺板机中铺板导轨、铺板器的结构示意图;
40.图13为图12中的c部放大示意图;
41.图14为铺板机中的电路结构示意图;
42.图中,1-主输送带,2-铺板机,3-铺料机,4-抽风装置,21-铺板导轨,22-铺板器,23-放板架,221-运动架,222-吸板架,223-铺板电机,224-吸板气缸,225-真空吸附管,226-位移传感器,227-电磁开关,228-控制器,31-机壳,32-粗分装置,33-细分装置,34-分散器,311-进料口,312-出料口,313-风槽,314-进风口,315-导槽,316-阻尼器,321-粗分筛,322-粗分传送带,323-粗分杆,324-粗分电机,331-细分筛,332-收集器,333-细分辊筒,334-细分电机,335-料槽,336-螺旋叶,337-收集电机,341-分散杆,342-分散电机,343-主杆,344-分散片,351-调节方块,352-调节片,353-固定片,354-安装板,355-螺钉,356-调节槽,41-吸风管。
具体实施方式
43.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
44.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及
45.附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本说明书相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本说明书的一些方面相一致的装置和方法的例子。
46.在本说明书使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本说明书。在本说明书和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
47.应当理解,尽管在本说明书可能采用术语第一、第二、第三等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本说明书范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。取决于语境,如在此所使用的词语“如果”可以被解释成为“在
……
时”或“当
……
时”或“响应于确定”。
48.第一方面,如图1~14,一种可饰多层面板加工用铺料机构:
49.包括主输送带1,以及设置在主输送带1正上方的铺板机2和两台铺料机3;
50.所述铺料机3用于向正下方铺设一层颗粒物料;
51.所述铺板机2用于向正下方铺设木板;
52.沿主输送带1的传送方向,按第一台铺料机3、铺板机2和第二台铺料机3进行排列,第一台铺料机3和第二台铺料机3以铺板机2对称设置,使得:第一台铺料机3向主输送带1落料的方式为:沿传送方向,落下颗粒料的大小为逐渐变大;第二台铺料机3向主输送带1落料的方式为:沿传送方向,落下颗粒料的大小为逐渐变小。
53.本机构中,主要是包括主输送带1、铺板机2、铺料机3,主输送带1为普通的皮带式传送带,主输送带1的上方按照传送方向,先设计一个铺料机3,再设计一个铺板机2,再设计一个铺料机3。两个铺料机3的结构一致,但以铺板机2对称设计,其落料原理通过下面的分料机构实现:
54.如图2~7,铺料机3包括机壳31,以及设置在机壳31内的粗分装置32和细分装置33,机壳31的上端设置进料口311,下端设置出料口312,所述粗分装置32位于进料口311的正下方,其出料端位于细分装置32的正上方,细分装置32位于出料口312的正上方。
55.所述粗分装置32包括粗分筛321和粗分传送带322,所述粗分筛321包括若干等距离排列的粗分杆323,所有粗分杆323都位于粗分传送带322的正上方,粗分传送带322的一端位于细分装置33的正上方。所述粗分杆323由粗分电机324带动旋转。
56.所述粗分传送带322靠近细分装置33的一端设置有分散器34,所述分散器34包括分散杆341和分散电机342,所述分散杆341由分散电机342带动旋转,分散杆341从粗分传送带322的一侧延伸至另一侧,分散杆341包括主杆343和设置在主杆343上的分散片344。
57.所述细分装置33包括细分筛331和收集器332,所述细分筛331包括若干平行间隔设置的细分辊筒333,细分辊筒333可旋转安装在机壳31内,且细分辊筒333都由细分电机334带动旋转,细分辊筒333的排列方向垂直于主输送带1的传送方向,所述粗分装置32的出料端位于细分筛331的一端的正上方,收集器332位于细分筛331的另一端的正下方,细分筛中,从靠近粗分装置的一端到靠近收集器的一端,相邻细分辊筒之间的间距逐渐增大,所述收集器332包括料槽335和设置在料槽335内的螺旋叶336,所述料槽335的上端设置有落料口,螺旋叶336与料槽335的一端旋转连接,料槽335的另一端为开口,且贯穿机壳31,螺旋叶336由收集电机337带动旋转。
58.本发明的铺料机3,用于铺设颗粒料,具体是刨花料,且刨花料中已经添加了少量胶水,会粘结在一起,但由粗分装置32、分散器34、细分装置33,进行打散后,基本是颗粒上粘粘有少量胶水,然后落在主输送带1上,再粘合在一起。
59.具体是:添加了胶水刨花料,由外部设备搅匀后,从铺料机3的进料口311进入内部,先进入粗分装置32,粗分筛321中,为6个间距为130-140cm的粗分杆323,将混合粘结的刨花料进行分割为一块块的结构,落在粗分传送带322,粗分杆323由粗分电机324带动旋转,是防止刨花料卡在粗分筛321上。
60.粗分筛321中,包括3根水平的粗分杆323,而其他3根粗分杆323的水平位置较低,依次降低,这样物料先落入三根水平粗分杆323中,粗分杆323旋转后,会带动部分落入到位置较低粗分杆323上,因重力问题,物料更加容易落入到地位置处,就使得物料容易分散。
61.粗分传送带322再将刨花料向细分装置33传送,先经过分散器34,分散器34与粗分
传送带322之间贴合,刨花料只能从分散片344之间的缝隙中离开粗分传送带322,再落在细分装置33上。从图4的视角,分散杆341的旋转方向为逆时针,这样刨花料被向内挤压,分割为更小的块。
62.细分装置33中,包括十多根细分辊筒333,其排列方向就是主输送带1的传送方向,靠近粗分装置32的一端相邻细分辊筒333的间距较小,用于一开始的小颗粒的落料,后续间距逐渐增大,大颗粒也开始落料,最终无法落料的进入收集器332,并且细分辊筒333采用钻石辊筒,即辊筒表面设计凸起,能够进一步打撒颗粒料,刨花料落在细分辊筒333上,被再次挤压,更加分散,细分辊筒333的旋转方向一致转动中,使得物料向收集器332方向移动,物料会从缝隙中落下,经出料口312落到下方的主输送带1上。
63.如图8-11,细分筛331中,细分辊筒333两端都可旋转连接一个调节方块351上,两端的调节方块351分别嵌入到机壳31中两侧的导槽315中,相邻细分辊筒333的调节方块351贴合,一个个调节方块351贴合设置后,形成一个条形带,导槽315一端为闭合设置,另一端为开口,细分辊筒333一般是两端安装好调节方块351后,从导槽315的开口处进入外壳31内,而调节方块351则进入导槽315,并且调节方块351设计有台阶,外侧的厚度大于导槽315的厚度,内侧的厚度与导槽315一致,这样细分辊筒333无法进行延伸方向的移动。
64.最后在导槽315的开口处设置一个阻尼器316,采用弹簧形成弹性结构,阻尼器316一端连接最靠近的调节方块351,另一端与机壳31固定。这样就使得细分辊筒333无法进行排列方向的移动。
65.并且调节方块351之间设计调节片352,调节片352一端为安装端,另一端设计固定片353,调节片352的安装端插入两个调节方块351之间,调节片352的长度与调节方块351一致,调节片352的安装端即与调节方块351的端面齐平,安装端设计了螺纹槽,再设计一个安装板354和螺钉355,螺钉355穿过安装板354与调节片352连接,并且调节方块351与相邻贴近的端面都设计调节槽356,调节槽356与调节片352的宽度一致,所以调节片352四周被调节方块351限定,上下分别被固定片353和安装板354限定,这样调节片352就被固定。
66.我们通过设计调节片352的厚度,就能够调节细分辊筒333之间的间距,从而设计出间距逐渐增加,即一开始落小颗粒,后面慢慢落大颗粒。通过两个铺料机3的设计,使得第一台铺料机2铺设最下层,第二台铺料机铺设最上层,铺板机2铺设中间木板,木板的两端都是颗料层,并且都是小颗粒位于最上端,使得美观好看。当然也可以通过,一开始就进行筛选,选择只铺设小颗粒的方式来达到本发明的目的,但这种铺设方式增加一是筛选的成本;二是中间填充也采用小颗粒,需要的小颗粒太多。
67.收集器332,是用于收集过大的物料,难以分散,所以通过收集器332收集后,再次使用。物料从落料口落入料槽335内,收集电机337带动螺旋叶336旋转,通过绞龙模式,将物料传送出去,一般会在机壳31的一侧设计一个收集筒,用于收集粘结较大的物料。
68.还包括一抽风装置4,所述抽风装置4包括两个吸风管41,其中一个吸风管41延伸至第一台铺料机3的出料口312处,该吸风管41的管口朝向主输送带1的传送方向,且管口还朝向第一台铺料机300的出料口312;另一个吸风管41延伸至第二台铺料机3的出料口312处,该吸风管41的管口背向主输送带的传送方向,且管口还朝向第二台铺料机3的出料口312。
69.抽风装置4包括一个真空泵,真空泵的抽真空端管道连接两个吸风管41,两个吸风
管41则安装在铺料机3的下方出料口312处。在机壳31下端设置了吸风管41,管口靠近出料口312,吸风管41吸风时,会使得轻的颗粒偏向吸风管管口处。
70.按传送方向,第一台铺料机3,吸风管41在出料口312的传送方向的后方,这样小颗粒会被吸动偏向传送的后方,而落下的花费的时间是一致的,所以主输送带1上的物料,只有最前方的物料是最大的颗粒,但后续的物料是最小的物料先落在输送带上,但输送带继续向前传送,较大的颗粒会堆在较小物料的上方,最终在输送带上,物料是按照从小到大,从下向上的模式分布。
71.第二台铺料机3,吸风管41在出料口312的传送方向的前方,最终,在输送带上,物料是按照从小到大,从上到下的模式分布。
72.如图3,铺料机3的下方设计风槽313,风槽313一端为出料口312,另一端设计进风口314连通到吸风管41。吸风管41抽出风槽313中的风,使得出料口312处形成风流,就导致细小颗粒偏向进风口314的方向。
73.这样设计抽风装置4,使得颗粒的分散更加宽,不容易出现混合,分散的更开,使得横截面的层次感很好,更加美观。
74.再说明铺板机2的结构:如图12-14,包括铺板导轨21、铺板器22和放板架23,所述放板架23设置在主输送带1的一侧,铺板导轨21位于主输送带1和放板架23的正上方,铺板导轨21从放板架23延伸至主输送带1,铺板器22包括运动架221和吸板架222,所述运动架221设置在铺板导轨21上,并通过铺板电机223带动沿铺板导轨21运动,吸板架222经吸板气缸224安装在运动架221的正下方,吸板架222的下方设置有若干真空吸附管225。
75.运动架221在铺板导轨21上运动的方式,是齿条和齿轮的运动方式,齿轮安装在运动架221上,齿条安装铺板导轨21上,齿轮通过铺板电机223带动旋转,使得运动架221沿铺板导轨21运动,这是一种非常现有的轨道运动模式,这里不做赘述。
76.而吸板架222经吸板气缸224带动上下运动,吸板气缸224经一个固定板固定在运动架221上,吸板架222经四根导杆连接到吸板气缸224,四根导杆还分别穿过固定在固定板上的导管,这样保证导杆直线运动。
77.吸板架222的下方设计真空吸附管225,真空吸附管225就是一个普通的吸附管,管状结构,通过管路连通到工厂里的抽气设备。并且有电磁开关227控制连通和关断。一般设计四个真空吸附管225,连通抽气设备时,就将木板吸附住,不与抽气设备连通时,木板就因重力下落,抽风设备、电磁开关227和管道在图8和图9中省略。
78.真空吸附管225还通过一个调节机构安装在吸板架222上,调节距离,能够用在不同大小的木板上。
79.先将木板放在放板架23上,移动至铺板导轨21的正下方,铺板电机223带动运动架221移动到放板架23的正上方,吸板气缸224使得吸板架222下移,至真空吸附管225贴合到木板,启动电磁开关,使得真空吸附管225与木片因真空而吸附在一起。再次启动铺板电机223,使得运动架221移动至主输送带1的正上方,然后启动电磁开关,截断管道,使得真空吸附管225与抽气设备之间断开,木片就落到主输送带1上。
80.并且,在运动架221上还设置了一个位移传感器226,在铺板导轨21上设置一跟方便位移传感器感应的直杆,位移传感器226、铺板电机223、吸板气缸224都连接一个控制器228,并且真空吸附管225管道上的电磁开关227也连接到该控制器228,通过控制器228来控
制运动架221的水平运动,以及吸板架222的竖直运动,以及控制真空吸附管225的吸附功能的开启和关闭。这些技术都为现有技术,不作赘述。
81.第二方面,如图1~14,一种可饰多层面板加工用铺料方法,包括以下步骤:
82.启动主输送带1、铺料机3和抽风装置4,向铺料机3中加颗粒料;
83.第一台铺料机3中颗粒料分散后从出料口312落下,小颗粒被抽风装置4吸动,向主输送带1传送方向反向运动;
84.等待经过铺板机2下方的颗粒料呈均匀状态,铺板机2放下木板,木板下方的颗粒料从上到下,颗粒料的颗粒依次变小;
85.木板继续传送至第二台铺料机3的下方,第二台铺料机3中颗粒料从出料口312落下,小颗粒料被抽风装置4吸动,向主输送带1的传送方向运动,这样木板上方的颗粒料,从下到上,颗粒料的颗料依次变小。
86.第二方面公开的,为第一方面的机构的运作方法,向铺料机3中加入的颗粒料是刨花料和胶水的混合物,采用重量比为4:1的刨花料和胶水混合均匀后,分别加入两台铺料机3。
87.经过筛分后,颗粒料中颗粒会分散,再铺在主输送带1上,并且有抽风装置4,用于调节颗粒排布。第一台铺料机3落下的颗粒料,其颗粒大小从上到下是递减,然后木板放在这样的颗粒料上,即颗粒料都为木板下方,而传送到第二台铺料机3下方时,第二台铺料机3的颗粒料都落在木板上方,并且木板上方的颗粒料的颗粒大小从上到下是递增。
88.木板的两面都有涂胶,这样颗粒料可以很好地粘合在木板上,后面再经过压实后,颗粒料基本与木板粘结,再经过热压形成整体,所以最后得到的面板为三层面板,面板中间为实木板,两面为颗粒层,并且细微颗粒都位于表面,且颗粒度均匀,使得面板看起来细腻美观,并且触摸起来也比较精致。
89.木板是单层板或多层胶合板,其两面涂胶时,采用加热器加热,让胶水和木板两面更好的融合。
90.铺料机中,刨花料和胶水重量比为4:1,能够增补刨花料缝隙的同时,也避免胶水过多,使得不容易被铺料机中的粗分、细分部分打散。
91.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。