1.本实用新型涉及一种检测装置,特别是一种能够检测工件是否在指定的位置进行打孔与切边作业的装置,属于加工检测设备技术领域。
背景技术:
2.工件在经过各类的加工后,才能呈现出预设计好的形状,其中,钻孔以及切边是很常见的加工方式;通过对工件的指定位置进行打孔以及切边,使工件能够安装到其他零部件上;在实际生产中,加工好的工件的检测是通过人工来检查的,工作人员只能确认孔数,无法确认各个孔是否打在了指定位置,也不知道打出的孔直径是否合格,检查切边也是只能大致确认其倾斜角度是否合格,并不精准;故需要一种能够高效且精准的检测装置,要求它能够精确确认打孔位置是否精准以及孔径是否合格,以及切边的位置以及倾角是否合格。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种工件加工检测装置,它不仅能够降低工作人员的劳动强度,还能够提高检测效率以及精度。
4.本实用新型所述问题是通过以下技术方案解决的:
5.一种工件加工检测装置,包括底板、切边检测部分、cpu、提示灯和验孔部分;所述切边检测部分的数量为两个,且其设置在底板上端面长度方向上的两侧;所述提示灯设置在底板的上端面;所述底板的上端面在垂直方向上设置有方形凹孔;所述验孔部分的数量为多个,且其设置在底板上端面的方形凹孔内;所述验孔部分包括滑条机构和孔检测机构;所述孔检测机构设置在滑条机构内,且滑条结构设置在底板上端面的方形凹孔内;所述提示灯的信号控制端连接cpu的信号输出端。
6.上述工件加工检测装置,所述滑条机构包括滑轨、插块和定位块;所述底板的方形凹孔的内侧壁上设置有滑槽;所述滑轨的上端面向内设置有条状孔,且孔检测机构设置在滑轨的条状孔内;所述滑轨两端的侧壁设置有插块,且插块插设在方形凹孔的滑槽内;所述定位块设置在滑轨上端面的两端;所述底板上端面的边沿处沿着底板的长度方向等距设置有多个定位孔,且插销同时穿设定位块上的孔与底板上位置对应的定位孔。
7.上述工件加工检测装置,所述孔检测机构包括滑框、限位块、步进电机、齿轮、第一齿条、第二齿条、第一连接板、第二连接板、第一压力传感器、第一半检测销和第二半检测销;所述滑框为半封闭腔体,且其开口方向朝上;所述滑框设置在滑轨的条状孔内;所述滑轨的条状孔内壁底端沿着滑轨的长度方向设置有多个限位孔;所述限位块设置在滑框外侧壁上,且插销同时穿设限位块的孔与滑轨条状孔上位置对应的限位孔;所述步进电机的壳体设置在滑框内壁的底端面上,且步进电机的输出轴设置有齿轮;所述滑框的内侧壁上设置有导向槽,第一齿条和第二齿条上均设置有导向块,且第一齿条和第二齿条通过各自的导向块分别设置在滑框内侧壁对立面上的导向槽内;所述第一齿条和第二齿条均与齿轮啮
合传动连接;所述第一连接板设置在第一齿条的上端面上,第二连接板设置在第二齿条的上端面上;所述第一半检测销设置在第一连接板的上端面,且第二半检测销设置在第二连接板的上端面;所述第一半检测销和第二半检测销可以拼合成一个完整的圆柱体;所述第一半检测销和第二半检测销的圆弧面上均设置有第一压力传感器;所述步进电机的信号控制端连接cpu的信号输出端;所述第一压力传感器的信号输出端连接cpu的信号输入端。
8.上述工件加工检测装置,所述切边检测部分包括转杆、滑块、验边板、第二压力传感器和弧形压块;所述底板上端面的一侧设置有调整槽、且滑块设置在调整槽内,滑块的外壁与调整槽的内壁紧密触压;所述转杆设置在滑块的上端面,转杆垂直穿设验边板;所述验边板远离底板中心点的端面底部设置有弧形压块,且弧形压块的下端面与滑块的上端面接触;所述弧形压块上设置有弧形贯穿性孔,且螺栓穿设弧形压块上的弧形孔与滑块上端面的螺纹孔连接;所述验边板靠近底板中心点的端面底部设置有第二压力传感器;所述第二压力传感器的信号输出端连接cpu的信号输入端。
9.上述工件加工检测装置,所述第一半检测销顶端的垂直高度大于底板上端面的垂直高度。
10.本实用新型通过验孔部分和切边检测部分的配合,有效地检测了工件上的孔与切边是否加工到了指定位置,更进一步检测了切边的角度以及加工孔的内径,提高了检测精度;避免了以往人工检测带来的效率和精度低下的问题。
附图说明
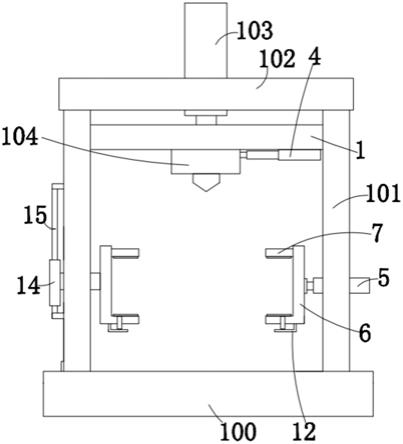
11.图1为本实用新型立体结构示意图;
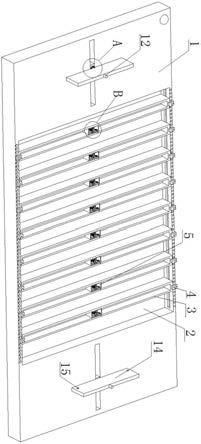
12.图2为本实用新型a的局部放大结构示意图;
13.图3为本实用新型b的局部放大结构示意图。
14.图中各标号清单为:1.底板,2.方形凹孔,3.滑轨,4.定位块,5.滑框,6.步进电机,7.齿轮,8.第一齿条,9.第一连接板,10.第一压力传感器,11.第一半检测销,12.转杆,13.滑块,14.验边板,15.第二压力传感器,16.弧形压块。
具体实施方式
15.参看图1、2和图3,本实用新型包括底板1、切边检测部分、cpu、提示灯和验孔部分;切边检测部分用于检测工件的切边作业是否合格;验孔部分用于检测各个孔的位置以及孔径是否合格;所述切边检测部分的数量为两个,且其设置在底板1上端面长度方向上的两侧;用于检测工件两侧的切边;所述提示灯设置在底板1的上端面;如果发现孔和切边有问题,提示灯亮起红灯,提示工作人员此工件有缺陷,反之亮绿灯;所述底板1的上端面在垂直方向上设置有方形凹孔2;所述验孔部分的数量为多个,且其设置在底板1上端面的方形凹孔2内;所述验孔部分包括滑条机构和孔检测机构;所述孔检测机构设置在滑条机构内,且滑条结构设置在底板1上端面的方形凹孔2内;所述提示灯的信号控制端连接cpu的信号输出端。
16.所述滑条机构包括滑轨3、插块和定位块4;所述底板1的方形凹孔2的内侧壁上设置有滑槽;所述滑轨3的上端面向内设置有条状孔,且孔检测机构设置在滑轨3的条状孔内;所述滑轨3两端的侧壁设置有插块,且插块插设在方形凹孔2的滑槽内;滑轨3通过插块在方
形凹孔2内滑动,从而调整其位置;所述定位块4设置在滑轨3上端面的两端;所述底板1上端面的边沿处沿着底板1的长度方向等距设置有多个定位孔,且插销同时穿设定位块4上的孔与底板1上位置对应的定位孔;当滑轨3的位置确认后,插销同时穿设定位块4上的孔与底板1上位置对应的定位孔,从而将滑轨3相对固定在方形凹孔2内。
17.所述孔检测机构包括滑框5、限位块、步进电机6、齿轮7、第一齿条8、第二齿条、第一连接板9、第二连接板、第一压力传感器10、第一半检测销11和第二半检测销;所述滑框5为半封闭腔体,且其开口方向朝上;所述滑框5设置在滑轨3的条状孔内;滑框5可以在滑轨3的条状孔内部滑动;所述滑轨3的条状孔内壁底端沿着滑轨3的长度方向设置有多个限位孔;所述限位块设置在滑框5外侧壁上,且插销同时穿设限位块的孔与滑轨3条状孔上位置对应的限位孔;当滑框5移动至合适位置后,通过插销将滑框5固定在滑轨3内;所述步进电机6的壳体设置在滑框5内壁的底端面上,且步进电机6的输出轴设置有齿轮7;所述滑框5的内侧壁上设置有导向槽,第一齿条8和第二齿条上均设置有导向块,且第一齿条8和第二齿条通过各自的导向块分别设置在滑框5内侧壁对立面上的导向槽内;所述第一齿条8和第二齿条均与齿轮7啮合传动连接;步进电机6带动齿轮7旋转,齿轮7带动第一齿条8和第二齿条相互反向移动。
18.所述第一连接板9设置在第一齿条8的上端面上,第二连接板设置在第二齿条的上端面上;所述第一半检测销11设置在第一连接板9的上端面,且第二半检测销设置在第二连接板的上端面;所述第一半检测销11和第二半检测销可以拼合成一个完整的圆柱体,这个完整的圆柱体用于检测工件上的孔位置是否正确;所述第一半检测销11和第二半检测销的圆弧面上均设置有第一压力传感器10;所述步进电机6的信号控制端连接cpu的信号输出端;所述第一压力传感器10的信号输出端连接cpu的信号输入端;当工件上的孔都被对应的第一半检测销11和第二半检测销组合的圆柱体插入后,步进电机6动作,带动两个半检测销反向移动,直至第一压力传感器10接触到孔内壁,然后根据步进电机的旋转角度,得知两个半检测销反向移动的距离,从而换算出孔内径。
19.所述切边检测部分包括转杆12、滑块13、验边板14、第二压力传感器15和弧形压块16;所述底板1上端面的一侧设置有调整槽、且滑块13设置在调整槽内,滑块13的外壁与调整槽的内壁紧密触压;所述转杆12设置在滑块13的上端面,转杆12垂直穿设验边板14;验边板14可以绕着转杆12旋转,从而调整其侧壁角度与工件切边角度相适应;所述验边板14远离底板1中心点的端面底部设置有弧形压块16,且弧形压块16的下端面与滑块13的上端面接触;所述弧形压块16上设置有弧形贯穿性孔,且螺栓穿设弧形压块16上的弧形孔与滑块13上端面的螺纹孔连接;通过螺栓将弧形压块16紧密触压在滑块13上,来将验边板14固定在滑块13上;所述验边板14靠近底板1中心点的端面底部设置有第二压力传感器15;第二压力传感器15用于感应工件切边是否接触;所述第二压力传感器15的信号输出端连接cpu的信号输入端。
20.所述第一半检测销11顶端的垂直高度大于底板1上端面的垂直高度;这确保了当工件放置到底板1的上端面时,第一半检测销11和第二半检测销组合的圆柱体能够插入工件对应孔内。
21.实际使用过程:根据工件预设定的长度以及切边角度,调整验边板14的角度以及滑块13的位置,使工件的两个边恰好与两侧的验边板14侧壁接触;然后调整各个滑轨3以及
滑框5的位置,使各个第一半检测销11与第二半检测销组合体的位置与预设定工件孔的位置对应;不需要的滑框5可以直接从滑轨3内取出,只留下与工件上孔数量相同数量的孔检测机构;待到各个孔检测机构就位后,开始进行检测;工作人员将待检测工件放置到底板1上,工件的两个切边分别与两侧的验边板14接触,并触发第二压力传感器15的信号,然后向下移动工件,直至工件的下端面与底板1的上端面接触,如果工件的下端面与底板1上端面紧密接触,说明此时全部的半检测销的组合体均插入了对应的孔内,然后步进电机6动作,带动半检测销反向移动检测孔径,如果孔径全部在正常范围内,且第二压力传感器15有触发信号,说明工件加工合格;反之,上述步骤只要有一步有问题,说明工件不合格,需要返厂。
22.本实用新型中cpu模块的型号是87c196kc。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。