1.本实用新型属于机械加工领域,具体涉及一种通用快换组合铣削装置。
背景技术:
2.目前,现生产的各种转轴、联接螺、底螺类产品比较多,按产品要求均需进行铣扁,以往的自制专用工装精度差,多个零件一次铣削时相互位置窜动、偏离不在同中一心位置,导致铣扁后产品一致性差且对称度无法保证,严重影响产品实物质量,只能改为单件铣削,但效率极低。并且每种产品都是专用装置,相互间不可换,无通用性。
技术实现要素:
3.本实用新型提供一种通用快换组合铣削装置,4工位组合实现一次装夹加工4件零件,装夹方便,定位精准,在保证产品尺寸精度的要求下,提高生产效率4倍。通过快换模快组还可以实现多品种间的转换,通用性强,可达到快速换产。
4.技术方案是:
5.本实用新型提供一种通用快换组合铣削装置,包括:两端v型块底座1、可换v型块2、零件3、可换零件底面定位块4、可换ok钳钳口 5、可换双头v型定位块6、双头v型定位块底座7、安装板8、气缸 9、底面支座10、定位键11、ok钳12。
6.在安装板8两端装有两端v型块底座1,可换v型块2用螺丝固定在两端v型块底座1上,中间装有双头v型定位块底座7,可换双头v 型定位块6采用螺丝固定在双头v型定位块底座7上;在4个工位上分别装有可换零件底面定位块4,加工时将零件3放在可换零件底面定位块上面4;安装板8上还装有两个ok钳12,可换ok钳钳口5用螺丝固定在ok钳12上,气缸9与ok钳12相连;在底面支座10上设有定位键11插入铣床工作台面上的t槽中,再用螺栓固定在铣床工作台面上。
7.两端v型块底座1、双头v型定位块底座7、ok钳和气缸9不可换且不移动,依靠零件底面定位座的螺丝孔相互之间高精位置度来保证加工零件的中心位置不变,确保工件加工的对称度和尺寸精度的一致性。
8.换产时,根据零件不同,只需更换相应的可换v型块2、可换ok 钳钳口5和可换零件底面定位块4,增强本装置的通用性。
9.本实用新型的有益效果:
10.1、本实用新型能够同时对多工位工件精准定位,保证位置度,对称度的铣削装置。
11.2、本实用新型具有简便的设计结构,加工方式简便,定位准确可靠,加工精度高,通过四工位精准定位,可一次加工4个零件,在保证产品尺寸精度和位置精度的要求下,提高生产效率4倍。
附图说明
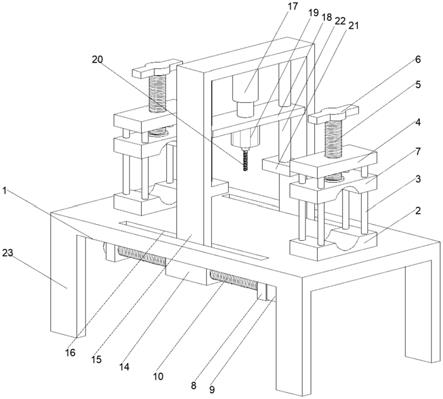
12.图1是本实用新型通用快换组合铣削装置结构示意图
13.其中:1-两端v型块底座、2-可换v型块、3-零件、4-可换零件底面定位块、5-可换ok钳钳口、6-可换双头v型定位块、7-双头v型定位块底座、8-安装板、9-气缸、10-底面支座、11-定位键、12-ok钳
14.图2是本实用新型实施例示意图。
具体实施方式
15.为使本实用新型的目的、内容和优点更加清楚,对本实用新型的具体实施方式作进一步详细描述。
16.本实施例提供一种通用快换组合铣削装置,如图2所示,该装置设有4个工位,工作时将4个零件3分别放在可换零件底面定位块4上,靠装置的位置精度来保证4个零件3在同一水平面和同一中心轴线上,一侧以可换v型块2和可换双头v型定位块6侧面定位,搬动气缸9的气动阀门,ok钳12上的可换ok钳钳口5移动顶紧零件3,便可铣削,铣削后,搬动气缸9的气动阀门,ok钳12上的可换ok钳钳口5移动松开,缷下零件3,操即完成操作,操作简单方便。
技术特征:
1.一种通用快换组合铣削装置,其特征在于,包括两端v型块底座(1)、可换v型块(2)、零件(3)、可换零件底面定位块(4)、可换ok钳钳口(5)、可换双头v型定位块(6)、双头v型定位块底座(7)、安装板(8)、气缸(9)、底面支座(10)、定位键(11)、ok钳(12);在所述安装板(8)两端装有两端v型块底座(1),可换v型块(2)用螺丝固定在两端v型块底座(1)上,中间装有双头v型定位块底座(7);所述可换双头v型定位块(6)采用螺丝固定在双头v型定位块底座(7)上;所述铣削装置包括4个工位,在4个工位上分别装有可换零件底面定位块(4),加工时将零件(3)放在可换零件底面定位块(4)上面;安装板(8)上还装有两个ok钳(12),可换ok钳钳口(5)用螺丝固定在ok钳(12)上,气缸(9)与ok钳(12)相连;在底面支座(10)上设有定位键(11)插入铣床工作台面上的t槽中,再用螺栓固定在铣床工作台面上。2.根据权利要求1所述的一种通用快换组合铣削装置,其特征在于,所述的两端v型块底座(1)、双头v型定位块底座(7)、ok钳和气缸(9)不可换且不移动,依靠零件底面定位座的螺丝孔相互之间高精位置度来保证加工零件的中心位置不变,确保工件加工的对称度和尺寸精度的一致性。3.根据权利要求1所述的一种通用快换组合铣削装置,其特征在于,换产时,根据不同的零件(3),只需更换相应的可换v型块(2)、可换ok钳钳口(5)和可换零件底面定位块(4),增强了本装置的通用性。
技术总结
本实用新型属于机械加工领域,具体涉及一种通用快换组合铣削装置。在安装板两端装有两端V型块底座,可换V型块用螺丝固定在两端V型块底座上,中间装有双头V型定位块底座,可换双头V型定位块采用螺丝固定在双头V型定位块底座上;在4个工位上分别装有可换零件底面定位块,加工时将零件放在可换零件底面定位块上面;安装板上还装有两个Ok钳,可换Ok钳钳口用螺丝固定在Ok钳上,气缸与Ok钳相连;在底面支座上设有定位键插入铣床工作台面上的T槽中,再用螺栓固定在铣床工作台面上。本实用新型通过四工位精准定位,可一次加工4个零件,在保证产品尺寸精度和位置精度的要求下,提高生产效率4倍。率4倍。率4倍。
技术研发人员:薛志馨 毕达尉 李金富 刘立杰 何成利 刘彩文 赵伟 马雪原 王雪峰 李川 陈博 李蕴涵 巩远志
受保护的技术使用者:齐齐哈尔建华机械有限公司
技术研发日:2021.11.15
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。