1.本实用新型涉及破碎锤技术领域,尤其涉及一种可以加工多种型号的冲击锤工装。
背景技术:
2.液压破碎锤的动力来源是挖掘机或装载机的泵站提供的压力油,它能在挖掘建筑物基础的作用中更有效地清理浮动的石块和岩石缝隙中的泥土,选用液压破碎锤的原则是根据挖掘机型号,作业的环境来选择最适合的液压破碎锤。
3.随着时代发展液压破碎锤设计的越来越大,型号越来越多,用于加工缸体的工装夹具也是越来越多,每次加工完一种产品就需要更换工装,很影响工作效率,针对以上问题,为此提出了一种可以加工多种型号的冲击锤工装。
技术实现要素:
4.本实用新型的目的在于:为了解决上述的问题,而提出的一种可以加工多种型号的冲击锤工装。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种可以加工多种型号的冲击锤工装,包括机床加工台,所述机床加工台的上方放置有中缸体,所述机床加工台的上端通过多根内六角连接螺栓固定连接有固定工装组件,所述固定工装组件用于对中缸体进行固定加工;
7.所述固定工装组件包括设于机床加工台上端中部的矩形工装底板,所述矩形工装底板的中部开设有多个便于放置内六角连接螺栓的安装通孔,所述矩形工装底板的上端呈轴对称开设有两个主定位孔,所述矩形工装底板的上端呈轴对称还开设有多组副定位孔,两个所述主定位孔轴心的连线与多组副定位孔轴心的连线相互垂直,所述主定位孔和副定位孔的内部均滑动设有t型定位销;
8.所述矩形工装底板的上端中部还通过螺纹连接有两根固定螺杆,两根所述固定螺杆的中部滑动设有用于压紧中缸体的限位压板,所述固定螺杆的上端通过螺纹连接设有锁紧螺栓。
9.作为上述技术方案的进一步描述:
10.所述t型定位销的形状和大小由中缸体拐角处开设的螺杆孔决定。
11.作为上述技术方案的进一步描述:
12.所述内六角连接螺栓的个数为6个,且6个安装通孔均布设于矩形工装底板的中部。
13.作为上述技术方案的进一步描述:
14.所述矩形工装底板的上端中部均布开设有5个配合固定螺杆下端外螺纹的内螺纹孔。
15.作为上述技术方案的进一步描述:
16.所述副定位孔的组数设置有三组,三组所述副定位孔的内径分别为140mm、165mm和190mm,所述主定位孔的内径为175mm。
17.作为上述技术方案的进一步描述:
18.所述限位压板的中部对称开设有两个便于放入固定螺杆中部的圆型槽孔。
19.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
20.本实用新型中,通过固定工装组件能够牢牢的将中缸体固定于机床加工台的上方,便于卧式加工中心快速的对中缸体进行加工,同时还可以通过更换矩形工装底板上端不同大小尺寸的t型定位销,以此来适应固定前缸体和后缸体,从而达到无需更换整个工装夹具便可以对多个缸体进行固定的效果,大大的提高了加工的整体效率。
附图说明
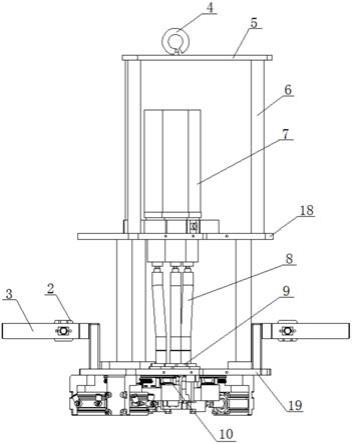
21.图1示出了根据本实用新型实施例提供的固定工装组件安装结构示意图;
22.图2示出了根据本实用新型实施例提供的固定工装组件立体结构示意图;
23.图3示出了根据本实用新型实施例提供的t型定位销结构示意图。
24.图例说明:1、机床加工台;101、内六角连接螺栓;2、固定工装组件;3、中缸体;201、矩形工装底板;202、主定位孔;203、副定位孔;204、固定螺杆;205、限位压板;206、锁紧螺栓;207、t型定位销。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.请参阅图1-图3,本实用新型提供一种技术方案:
27.一种可以加工多种型号的冲击锤工装,包括机床加工台1,机床加工台1的上方放置有中缸体3,机床加工台1的上端通过多根内六角连接螺栓101固定连接有固定工装组件2,固定工装组件2用于对中缸体3进行固定加工;
28.固定工装组件2包括设于机床加工台1上端中部的矩形工装底板201,矩形工装底板201的中部开设有多个便于放置内六角连接螺栓101的安装通孔,矩形工装底板201的上端呈轴对称开设有两个主定位孔202,矩形工装底板201的上端呈轴对称还开设有多组副定位孔203,两个主定位孔202轴心的连线与多组副定位孔203轴心的连线相互垂直,主定位孔202和副定位孔203的内部均滑动设有t型定位销207;
29.矩形工装底板201的上端中部还通过螺纹连接有两根固定螺杆204,两根固定螺杆204的中部滑动设有用于压紧中缸体3的限位压板205,固定螺杆204的上端通过螺纹连接设有锁紧螺栓206。
30.进一步,t型定位销207的形状和大小由中缸体3拐角处开设的螺杆孔决定。
31.进一步,内六角连接螺栓101的个数为6个,且6个安装通孔均布设于矩形工装底板201的中部。
32.进一步,矩形工装底板201的上端中部均布开设有5个配合固定螺杆204下端外螺
纹的内螺纹孔。
33.进一步,副定位孔203的组数设置有三组,三组副定位孔203的内径分别为140mm、165mm和190mm,主定位孔202的内径为175mm。
34.进一步,限位压板205的中部对称开设有两个便于放入固定螺杆204中部的圆型槽孔。
35.工作原理:使用时,先将矩形工装底板201的正面朝上放置于机床加工台1的上方,然后通过六根内六角连接螺栓101将矩形工装底板201固定于机床加工台1的上端中部,当矩形工装底板201完成固定后,根据要加工的缸体选取适当的t型定位销207,如要加工中缸体3时,主定位孔202内放入合适的t型定位销207,然后选取一组适当的副定位孔203,此时副定位孔203应当选取两个呈轴对称设置的且内径为190mm的凹孔,然后再选取两个合适的t型定位销207放入选好的凹孔内,再将中缸体3吊装到矩形工装底板201的上方,使得中缸体3下端设置的螺杆孔对准t型定位销207后放入,从而使得中缸体3预固定设于矩形工装底板201的上端中部;
36.再将两个固定螺杆204选取合适的位置放入中缸体3内,使得固定螺杆204的下端拧入矩形工装底板201上端中部开设的内螺纹孔内,当两个固定螺杆204安装好后,进一步将限位压板205滑入两根固定螺杆204的中部,并使得限位压板205的下端面与中缸体3的上端面接触,且两个相互接触的端面呈水平设置,最后再将锁紧螺栓206拧入固定螺杆204的上端,使得锁紧螺栓206牢牢地将限位压板205的同时,限位压板205也牢牢地将中缸体3固定于矩形工装底板201的上端,这样就完成了中缸体3的固定。
37.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。