1.本发明涉及注塑模具的斜抽芯机构,属于注塑模具技术领域。
背景技术:
2.注塑模具脱模时经常碰到需要抽芯的情况,现有技术中一般采用油缸直接抽芯。但当碰到芯子倾斜设置时,例如使空调挂机连体骨架产品中的斜螺钉柱成型的芯子,如果油缸对该芯子直接抽芯,很可能出现产品粘住芯子并随着芯子的抽芯运动而被拉变形的情况,导致产品脱模失败,产品生产效率低,生产成本高。
技术实现要素:
3.本发明的目的是针对已有技术的缺点,提供一种保证产品稳定抽芯的注塑模具的斜抽芯机构。
4.为实现目的本发明采用的技术方案是:
5.注塑模具的斜抽芯机构,包括动模,所述动模内设置有油缸、动模镶块和暗抽芯子,所述油缸和所述动模镶块固定在所述动模内,所述动模内还设置有滑块和抽芯移动块,所述油缸与所述滑块相连接并带动所述滑块移动,所述滑块上制有抽芯安装槽,所述抽芯移动块位于所述抽芯安装槽内并能在所述抽芯安装槽内移动,所述暗抽芯子倾斜设置在所述抽芯移动块上并且能相对于所述抽芯移动块移动。
6.作为对上述技术方案的进一步优化:所述抽芯移动块包括竖直部以及与所述竖直部垂直的导向部,所述竖直部的底部位于所述抽芯安装槽内并能在所述抽芯安装槽内移动。
7.作为对上述技术方案的进一步优化:所述动模内还设置有抽芯安装座,所述抽芯安装座安装在所述动模镶块的侧面,所述抽芯安装座上制有滑槽,所述滑槽槽底的一端制有导向缺口,所述导向部位于所述滑槽内,并且所述导向部的两侧面与所述滑槽的两侧槽壁相接触,所述竖直部位于所述导向缺口内。
8.作为对上述技术方案的进一步优化:合模时,所述竖直部的底部位于所述抽芯安装槽靠近所述油缸的一端。
9.作为对上述技术方案的进一步优化:所述导向部上制有倾斜的工字槽,所述暗抽芯子的底部设有工字块,所述工字块位于所述工字槽内。
10.作为对上述技术方案的进一步优化:所述暗抽芯子的顶部设有使产品倒扣成型的凸块,所述凸块穿过所述动模镶块。
11.与现有技术相比,本发明抽芯时,油缸先带动滑块移动,滑块与产品先分离,接着滑块带动抽芯移动块移动,暗抽芯子在工字槽内作斜向下运动,完成抽芯;滑块和暗抽芯子先后进行抽芯,减少了每次抽芯时倒扣的面积,防止滑块与暗抽芯子同时抽芯时,出现因倒扣面积过大而抽芯时产品粘住滑块或者暗抽芯子的情况;并且由滑块带动暗抽芯子斜抽芯,减少了模具结构,增加模具结构稳定性,提高生产周期;设置抽芯安装座对抽芯移动块
起到支撑的作用,滑槽对抽芯移动块的移动起到导向的作用,导向缺口防止抽芯安装座与移动中的抽芯移动块相干涉。
附图说明
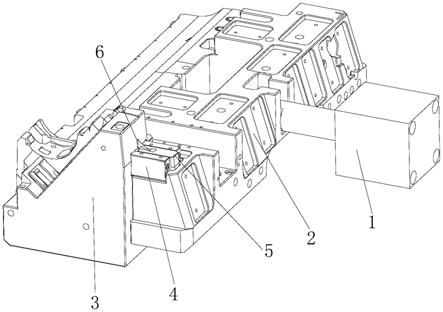
12.图1是本发明的立体结构示意图。
13.图2是本发明的剖面结构示意图。
14.图3是本发明中部分结构的立体结构示意图。
15.图4是本发明中抽芯安装座、抽芯移动块和暗抽芯子的立体结构示意图。
16.图5是本发明中动模镶块和抽芯安装座的立体结构示意图。
具体实施方式
17.下面结合附图和具体实施方式对本发明作进一步说明。如图1-5所示,注塑模具的斜抽芯机构,包括动模,动模内设置有油缸1、滑块2、动模镶块3、抽芯移动块5以及暗抽芯子6。油缸1和动模镶块3固定在动模内,油缸1与滑块2相连接并带动滑块2移动。滑块2上制有抽芯安装槽21,抽芯移动块5包括竖直部51以及与竖直部51垂直的导向部52,竖直部51的底部位于抽芯安装槽21内并可以在抽芯安装槽21内移动。导向部52上制有倾斜设置的工字槽53,暗抽芯子6的底部设有工字块61,工字块61位于工字槽53内。暗抽芯子6的顶部设有使产品倒扣成型的凸块62,凸块62穿过动模镶块3。
18.上述技术方案中:动模内还设置有抽芯安装座4,抽芯安装座4安装在动模镶块3的侧面,抽芯安装座4上制有滑槽41,滑槽41槽底的一端制有导向缺口42,导向部52位于滑槽41内,导向部52的两侧面与滑槽41的两侧槽壁相接触,竖直部51位于导向缺口42内。
19.本发明的工作过程如下,合模时,竖直部51的底部位于抽芯安装槽21靠近油缸1的一端。注塑完毕,动定模分离,油缸1带动滑块2往靠近油缸1的方向移动,使得滑块2与产品先分离,相对地竖直部51在抽芯安装槽21内移动。直到竖直部51移动至抽芯安装槽21远离油缸1的一端,此时滑块2可以带动抽芯移动块5同步移动。抽芯安装座4对抽芯移动块5起到支撑的作用,滑槽41对抽芯移动块5的移动起到导向的作用,导向缺口42防止抽芯安装座4与移动中的抽芯移动块5相干涉。抽芯移动块5带动暗抽芯子6移动,同时暗抽芯子6在工字槽53内作斜向下运动,直到凸块62完全脱离产品,抽芯完毕。滑块2和暗抽芯子6先后进行抽芯,减少了每次抽芯时倒扣的面积,防止滑块2与暗抽芯子6同时抽芯时,出现因倒扣面积过大而抽芯时产品粘住滑块2或者暗抽芯子6的情况。并且由滑块2带动暗抽芯子6斜抽芯,减少了模具结构,增加模具结构稳定性,提高生产周期。
20.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应落入本发明的保护范围内。
技术特征:
1.注塑模具的斜抽芯机构,包括动模,所述动模内设置有油缸(1)、动模镶块(3)和暗抽芯子(6),所述油缸(1)和所述动模镶块(3)固定在所述动模内,其特征在于所述动模内还设置有滑块(2)和抽芯移动块(5),所述油缸(1)与所述滑块(2)相连接并带动所述滑块(2)移动,所述滑块(2)上制有抽芯安装槽(21),所述抽芯移动块(5)位于所述抽芯安装槽(21)内并能在所述抽芯安装槽(21)内移动,所述暗抽芯子(6)倾斜设置在所述抽芯移动块(5)上并且能相对于所述抽芯移动块(5)移动。2.根据权利要求1所述的注塑模具的斜抽芯机构,其特征在于所述抽芯移动块(5)包括竖直部(51)以及与所述竖直部(51)垂直的导向部(52),所述竖直部(51)的底部位于所述抽芯安装槽(21)内并能在所述抽芯安装槽(21)内移动。3.根据权利要求2所述的注塑模具的斜抽芯机构,其特征在于所述动模内还设置有抽芯安装座(4),所述抽芯安装座(4)安装在所述动模镶块(3)的侧面,所述抽芯安装座(4)上制有滑槽(41),所述滑槽(41)槽底的一端制有导向缺口(42),所述导向部(52)位于所述滑槽(41)内,并且所述导向部(52)的两侧面与所述滑槽(41)的两侧槽壁相接触,所述竖直部(51)位于所述导向缺口(42)内。4.根据权利要求2所述的注塑模具的斜抽芯机构,其特征在于合模时,所述竖直部(51)的底部位于所述抽芯安装槽(21)靠近所述油缸(1)的一端。5.根据权利要求2所述的注塑模具的斜抽芯机构,其特征在于所述导向部(52)上制有倾斜的工字槽(53),所述暗抽芯子(6)的底部设有工字块(61),所述工字块(61)位于所述工字槽(53)内。6.根据权利要求1-5任一所述的注塑模具的斜抽芯机构,其特征在于所述暗抽芯子(6)的顶部设有使产品倒扣成型的凸块(62),所述凸块(62)穿过所述动模镶块(3)。
技术总结
本发明涉及一种注塑模具的斜抽芯机构,包括动模,所述动模内设置有油缸、动模镶块和暗抽芯子,所述油缸和所述动模镶块固定在所述动模内,所述动模内还设置有滑块和抽芯移动块,所述油缸与所述滑块相连接并带动所述滑块移动,所述滑块上制有抽芯安装槽,所述抽芯移动块位于所述抽芯安装槽内并能在所述抽芯安装槽内移动,所述暗抽芯子倾斜设置在所述抽芯移动块上并且能相对于所述抽芯移动块移动。与现有技术相比,本发明滑块和暗抽芯子先后进行抽芯,减少了每次抽芯时倒扣的面积,防止滑块与暗抽芯子同时抽芯时,出现因倒扣面积过大而抽芯时产品粘住滑块或者暗抽芯子的情况。芯时产品粘住滑块或者暗抽芯子的情况。芯时产品粘住滑块或者暗抽芯子的情况。
技术研发人员:杨炯 徐阳平
受保护的技术使用者:浙江台州美多模具有限公司
技术研发日:2021.12.19
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。