1.本实用新型属于绕线机技术领域,特别涉及一种无刷定子绕线上料机。
背景技术:
2.目前,现有用于无刷定子绕线的绕线机自动化程度不高,使得生产绕线的无刷定子效率低下,不利于企业发展。
技术实现要素:
3.有鉴于此,本实用新型提供了一种可以解决上述问题的无刷定子绕线上料机。
4.一种无刷定子绕线上料机,包括:
5.机架;
6.位于所述机架上的工作台;
7.位于所述工作台上且用于摆放多组无刷定子的摆盘机构;
8.至少一个位于所述工作台上且用于放置一个所述无刷定子的待绕线部;
9.位于所述工作台上且与所述待绕线部相对应的绕线加工部,用于放置一个所述无刷定子;
10.位于所述工作台上且位于所述待绕线部和所述绕线加工部之间的转料机构,所述转料机构包括位于所述机架内的转料伸缩装置、与所述转料伸缩装置连接的转料支架、至少两组夹持爪以及位于所述转料支架上且用于驱动两组所述夹持爪转动和夹持固定所述无刷定子或松开所述无刷定子的转料驱动装置;
11.位于所述工作台上且用于对所述绕线加工部上的所述无刷定子进行绕线加工的绕线加工机构;以及
12.位于所述工作台上的上料下料机构,所述上料下料机构包括位于所述工作台上的上料下料支架、与所述上料下料支架活动连接的上料驱动装置和下料驱动装置、与所述上料驱动装置连接的上料装置以及与所述下料驱动装置连接的下料装置,所述上料装置用于对所述摆盘机构上的所述无刷定子进行上料,所述上料装置用于对所述待绕线部上绕线完的所述无刷定子进行下料。
13.进一步的,所述无刷定子绕线上料机还包括位于所述工作台上的推料机构,所述推料机构包括位于所述工作台上的推料支架、与所述推料支架活动连接且用于推动所述无刷定子的推料件以及位于所述推料支架上且用于驱动所述推料件移动的推料驱动装置。
14.进一步的,所述无刷定子绕线上料机还包括位于所述工作台上的取料机构和上料平台,所述取料机构包括位于所述工作台上的取料伸缩装置、与所述取料伸缩装置连接的取料支架、位于所述取料支架上且与所述取料支架活动连接的取料座、位于所述取料支架上且用于驱动所述取料座移动的第一取料驱动装置、用于取料所述无刷定子的取料件以及位于所述取料座上且用于驱动所述取料件转动的第二取料驱动装置,所述上料平台用于放置所述取料件取料的所述无刷定子,所述上料装置以对所述上料平台上的所述无刷定子进
行上料。
15.进一步的,所述无刷定子绕线上料机还包括位于所述机架一侧的卸料机构和下料平台,所述卸料机构包括位于所述机架一侧的卸料支架、用于卸料绕线完的所述无刷定子的卸料爪以及位于所述卸料支架上且驱动所述卸料爪转动和夹持固定所述无刷定子或松开所述无刷定子的卸料驱动装置,所述下料平台用于放置所述卸料爪卸料绕线完的所述无刷定子。
16.进一步的,所述下料平台为运输带平台。
17.与现有技术相比,本实用新型提供的无刷定子绕线上料机通过自动化的对无刷定子进行上料、绕线和下料,减少了人工及成本,增加了绕线无刷定子的生产效率,有益于企业发展。
附图说明
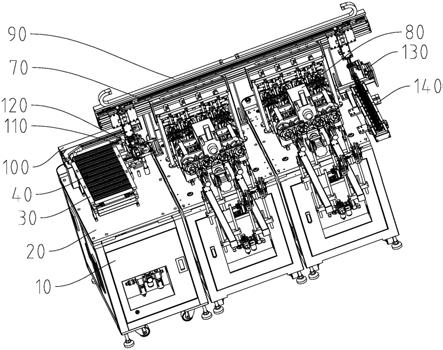
18.图1为本实用新型提供的一种无刷定子绕线上料机的结构示意图。
19.图2为待绕线部、绕线加工部、转料机构和绕线加工机构的结构示意图。
20.图3为图2a处的放大图。
21.图4为转料机构的结构示意图。
22.图5为上料下料机构的结构示意图。
23.图6为摆盘机构、推料机构、取料机构和上料平台的结构示意图。
24.图7为图6b处的放大图。
25.图8为卸料机构和下料平台的结构示意图。
具体实施方式
26.以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
27.如图1至图8所示,其为本实用新型提供的一种无刷定子绕线上料机的结构示意图。一种无刷定子绕线上料机,包括:
28.机架10;
29.位于所述机架10上的工作台20;
30.位于所述工作台20上且用于摆放多组无刷定子40的摆盘机构30;
31.至少一个位于所述工作台20上且用于放置一个所述无刷定子40的待绕线部50;
32.位于所述工作台20上且与所述待绕线部50相对应的绕线加工部60,用于放置一个所述无刷定子40;
33.位于所述工作台20上且位于所述待绕线部50和所述绕线加工部60之间的转料机构70,所述转料机构70包括位于所述机架10内的转料伸缩装置(图中未标出)、与所述转料伸缩装置(图中未标出)连接的转料支架71、至少两组夹持爪73以及位于所述转料支架71上且用于驱动两组所述夹持爪73转动和夹持固定所述无刷定子40或松开所述无刷定子40的转料驱动装置72;
34.位于所述工作台20上且用于对所述绕线加工部60上的所述无刷定子40进行绕线加工的绕线加工机构80;以及
35.位于所述工作台20上的上料下料机构90,所述上料下料机构90包括位于所述工作台20上的上料下料支架91、与所述上料下料支架91活动连接的上料驱动装置92和下料驱动装置93、与所述上料驱动装置92连接的上料装置94以及与所述下料驱动装置93连接的下料装置95,所述上料装置94用于对所述摆盘机构30上的所述无刷定子40进行上料,所述上料装置94用于对所述待绕线部50上绕线完的所述无刷定子40进行下料。
36.本实施例中,待绕线部50为八个,绕线加工部60为八个,两个绕线加工机构80,四个待绕线部50和四个绕线加工部60对应一个绕线加工机构80,一个绕线加工机构80可同时加工绕线四个无刷定子40;
37.摆盘机构30上放置有多组无刷定子40,且每组的每个无刷定子40为竖向设置的;上料下料机构90的上料装置94上料摆盘机构30上的无刷定子40,将该无刷定子40移动到待绕线部50上,将无刷定子40放置在靠近摆盘机构30的四个待绕线部50上,然后转料机构70的转料伸缩装置伸缩,以使两组夹持爪73与待绕线部50和绕线加工部60平齐,转料驱动装置72驱动两组夹持爪73转动90度,并控制其中一组夹持爪73夹持待绕线部50上的无刷定子40,转料驱动装置72驱动两组夹持爪73转动180度,将无刷定子40放置在绕线加工部60上,绕线加工机构80对四个无刷定子40进行绕线加工,同时上料下料机构90的上料装置94继续上料摆盘机构30上的无刷定子40,将无刷定子40放置在远离摆盘机构30的四个待绕线部50上,转料机构70将四个待绕线部50上的四个无刷定子40转料放置在四个绕线加工部60上,绕线加工机构80对四个无刷定子40进行绕线加工;
38.其中,上料下料机构90将无刷定子40放置在远离摆盘机构30的四个待绕线部50上后,上料下料机构90继续将四个无刷定子40放置在靠近摆盘机构30的四个待绕线部50上,之后,上料下料机构90将四个无刷定子40放置在远离摆盘机构30的四个待绕线部50上,首先进行绕线加工的四个无刷定子40完成绕线之后,转料机构70将待绕线部50上的无刷定子40与绕线加工部60上的无刷定子40进行交换位置,后进行绕线加工的四个无刷定子40完成绕线之后,转料机构70将待绕线部50上的无刷定子40与绕线加工部60上的无刷定子40进行交换位置,上料下料机构90的下料装置95将待绕线部50绕线完的一个无刷定子40进行下料,上料下料机构90的上料装置94将未绕线的一个无刷定子放置在该待绕线部50上,重复上述工作步骤。
39.通过自动化的对无刷定子40进行上料、绕线和下料,减少了人工及成本,增加了绕线无刷定子40的生产效率,有益于企业发展。
40.所述无刷定子绕线上料机还包括位于所述工作台20上的推料机构100,所述推料机构100包括位于所述工作台20上的推料支架101、与所述推料支架101活动连接且用于推动所述无刷定子40的推料件102以及位于所述推料支架101上且用于驱动所述推料件102移动的推料驱动装置103。推料机构100的推料件102推动一组无刷定子40移动,以使一组无刷定子40中的一个无刷定子40被上料下料机构90的上料装置94进行上料。
41.所述无刷定子绕线上料机还包括位于所述工作台20上的取料机构110和上料平台120,所述取料机构110包括位于所述工作台20上的取料伸缩装置111、与所述取料伸缩装置111连接的取料支架112、位于所述取料支架112上且与所述取料支架112活动连接的取料座113、位于所述取料支架112上且用于驱动所述取料座113移动的第一取料驱动装置114、用于取料所述无刷定子40的取料件115以及位于所述取料座113上且用于驱动所述取料件115
转动的第二取料驱动装置116,所述上料平台120用于放置所述取料件115取料的所述无刷定子40,所述上料装置94以对所述上料平台120上的所述无刷定子40进行上料。第二取料驱动装置116驱动取料件115朝向摆盘机构30逆时针转动90度,然后第一取料驱动装置114驱动取料座113移动(向摆盘机构30靠近),取料件115以将推料机构100推出的无刷定子40进行取料,之后,第一取料驱动装置114驱动取料座113移动(向摆盘机构30远离),第二取料驱动装置116驱动取料件115顺时针转动90度,取料伸缩装置111伸缩,以使取料支架112向下移动,取料件115以将无刷定子40放置在上料平台120上,上料下料机构90的上料装置94对该无刷定子40进行上料于待绕线部50上。
42.所述无刷定子绕线上料机还包括位于所述机架10一侧的卸料机构130和下料平台140,所述卸料机构130包括位于所述机架10一侧的卸料支架131、用于卸料绕线完的所述无刷定子40的卸料爪132以及位于所述卸料支架131上且驱动所述卸料爪132转动和夹持固定所述无刷定子40或松开所述无刷定子40的卸料驱动装置133,所述下料平台140用于放置所述卸料爪132卸料绕线完的所述无刷定子40。上料下料机构90的下料装置95将绕线完的无刷定子40移动到卸料机构130处,卸料机构130的卸料爪132夹持固定无刷定子40,卸料驱动装置133驱动卸料爪132转动180度,以将无刷定子40放置在下料平台140上,即完成一个无刷定子40的下料。
43.所述下料平台140为运输带平台。通过运输带平台将无刷定子40运输到下一工位处,人工将绕线完的无刷定子40进行装箱、包装等。
44.与现有技术相比,本实用新型提供的无刷定子40绕线上料机通过自动化的对无刷定子40进行上料、绕线和下料,减少了人工及成本,增加了绕线无刷定子40的生产效率,有益于企业发展。
45.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。